Obróbkę zgrabną mam zrobioną
Mógłbyś sprawdzić czy dobrze rozpisalam zaokrąglenia i fazy?
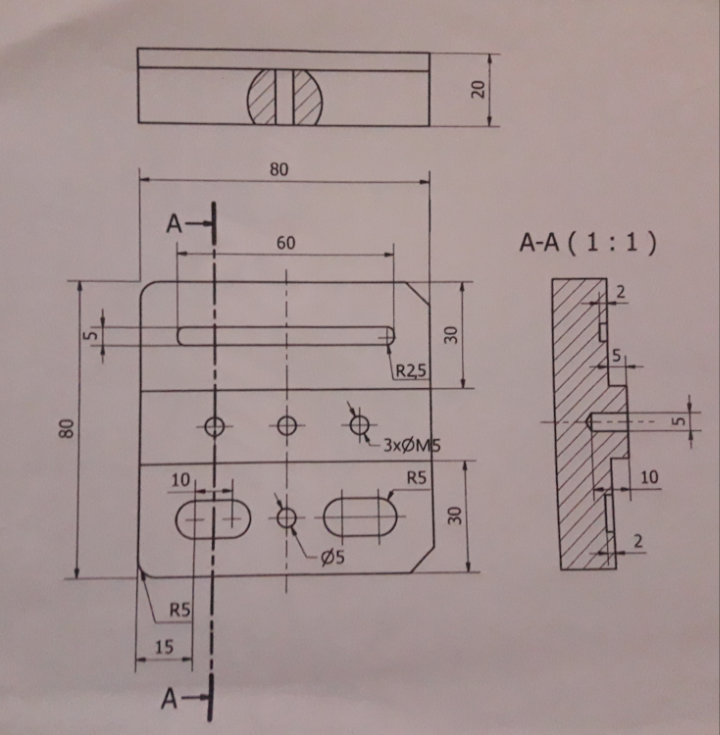
X-50 Y0
G1 G41 X-40 Y0
X-40 Y35 RND=5; pierwsze zaokragnienie
X34 Y40
X40 Y34; pierwsza faza
X40 Y-34
X34 Y-40; druga faza
X-35 Y-40 RND=5; drugie zaokraglenie
X-40 Y0
Dodane 4 minuty 23 sekundy:
N10 G54 G90
N15 T1 M6 D1
N20 S800 M3
N25 G0 X=-97.5 Y=42.5
N30
N30 G0 Z12.
N35 G1 Z0. F500
N40 G1 X97,5
N45 G1 Y2.5
N50 G1 X-97.5
N55 G1 Z10
N60 G0 Z100; PLANOWANIE KONIEC
N50 T2 M6 D1
N35 S2000 M3
N40 G0 X-65 Y-40; Najazd na pkt 1 w XY
N45 G0 Z10
N50 G1 Z0 F1000
N55 L1 P10
N60 M30
Podprogram L1
G91 Z-2
G90
G1 G41 X-55 Y-55; pkt2
G3 X-40 Y-40 CR=15; pkt3
G1 X-40 Y40; pkt4
G1 X40 Y40; pkt5
G1 X40 Y-40; pkt6
G1 X-40 Y-40; pkt 7
G2 X-55 Y-25 CR=15; pkt 8
G1 G40 X-65 Y-55; powrót na pkt1
M17