1.Witam mam pytanko czy oto ten cykl G71 i G70 jest dobrze napisany na obróbkę detalu .
Nigdy tych cykli nie używałem i nie chce się później męczyć i myśleć co jest nie tak jak będę to robił.
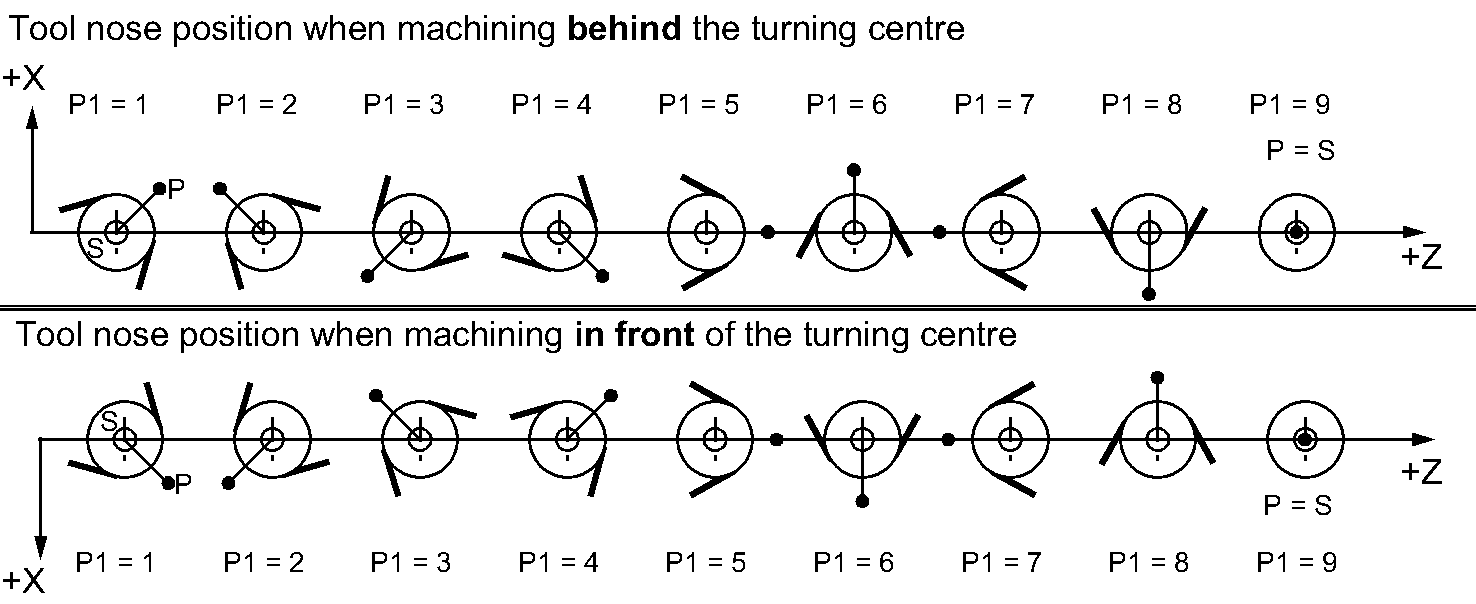
2.Niech mi ktoś wytłumaczy jak używać i odróżniać kwadranty (tipy) bo za cholere nie moge sie skapować.
3.Jak odróżnić toczenie przed osią i za osią co to oznacza i jak to się ma w praktyce bo od tego zależy kwadrant (pyt 2.)
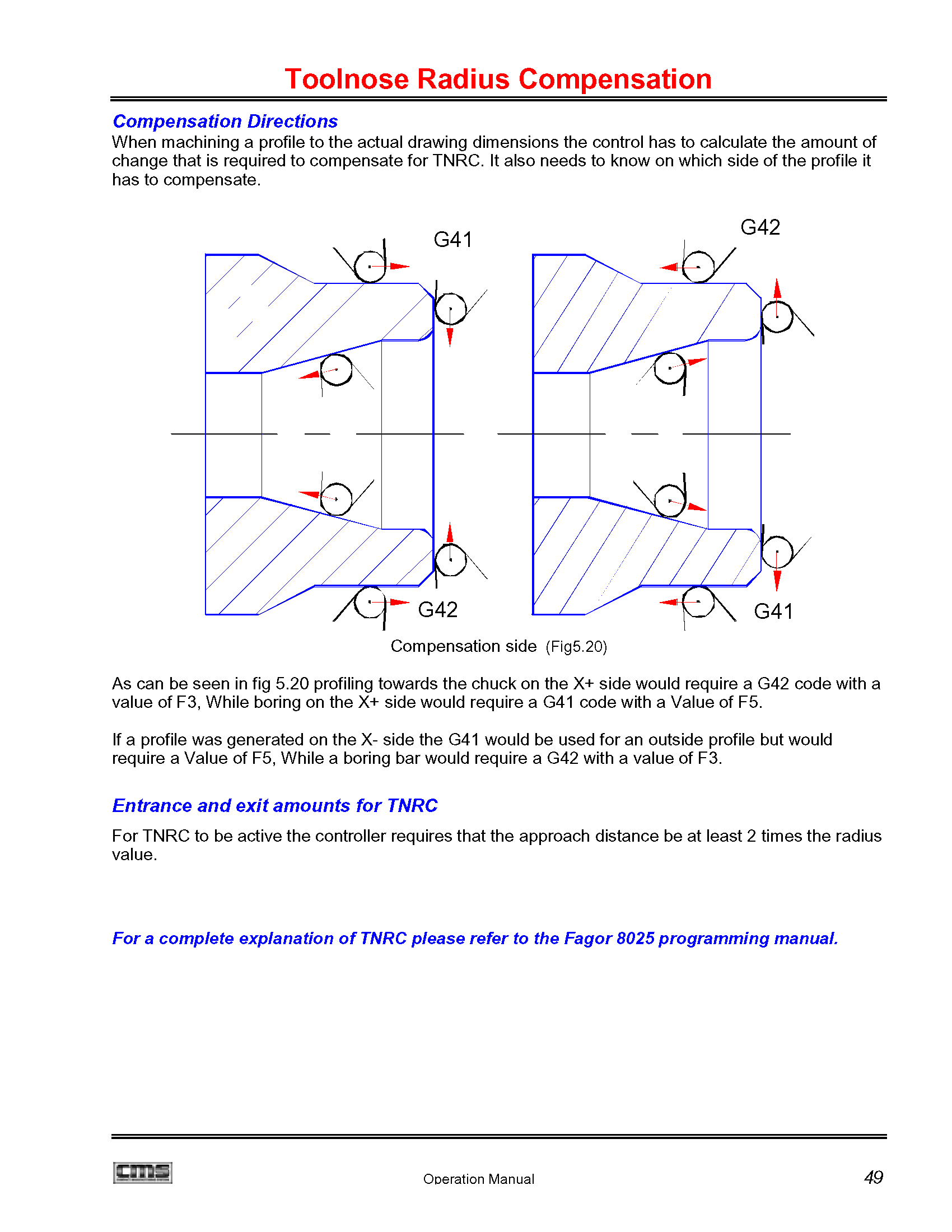
4.Jak odróżniać G41 i G42 czytałem na ten temat i chyba dalej nie potrafię w sposób pewny to odróżnić.
5. Czym charakteryzuje się nóż prawy od lewego bo z tego co widzę niektórzy piszą sprzeczne ze sobą wiadomości.
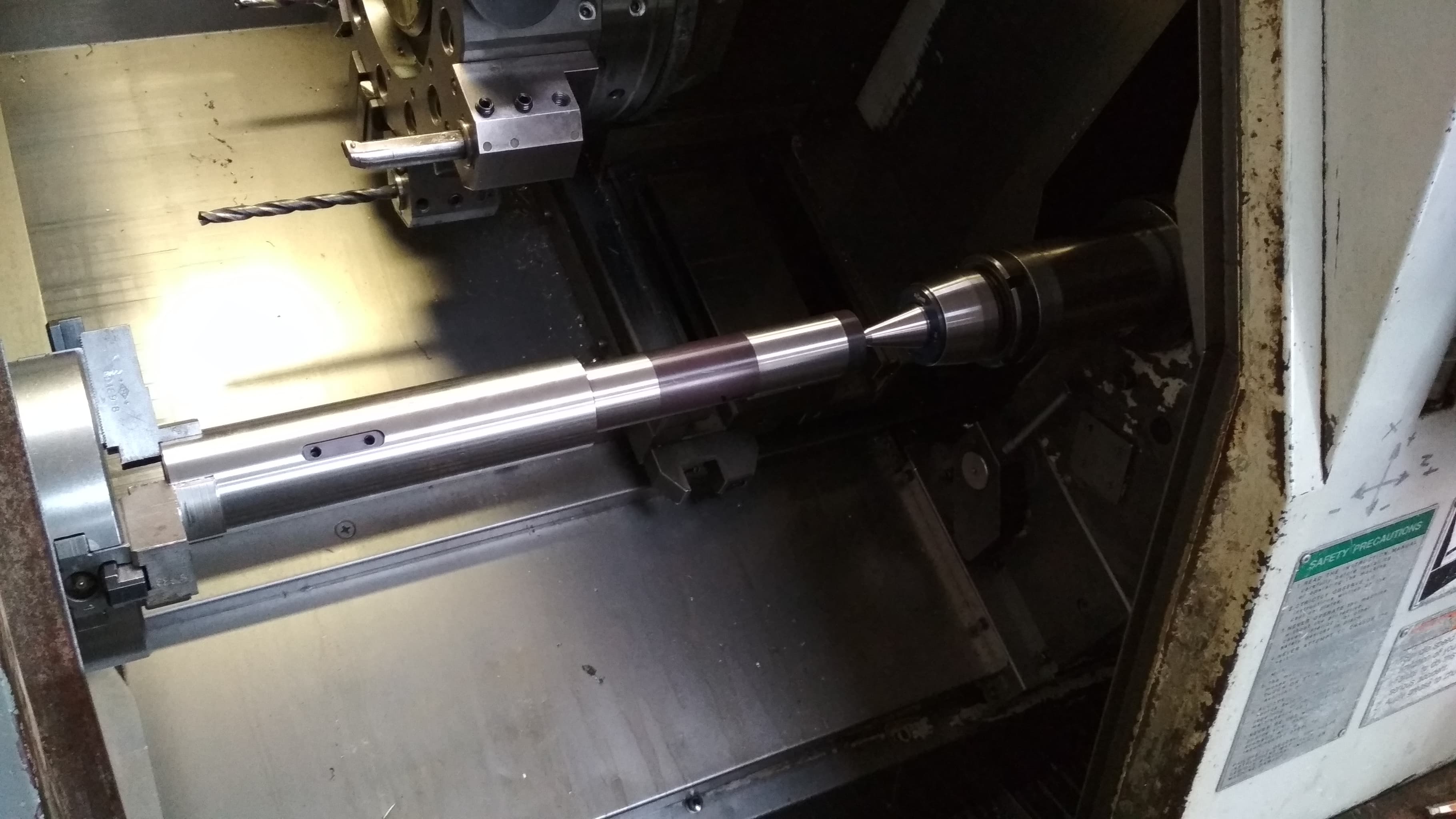
A oto program i zdjęcia rysunków i mojej maszyny . Będą to toczył nożem z promieniem 0.4 rodzaj 5 ze zdjęcia obroty prawe na wrzecionie. Myśle że trzeba użyć tipa 3 i G41 ale nie jestem pewien proszę o pomoc
 Z góry dziękuje i pozdrawiam
G54;
T0101 S3000 M3 F0.1;
Z góry dziękuje i pozdrawiam
G54;
T0101 S3000 M3 F0.1; (nóż prawy korekcja 1 ,obroty prawe, posów 0,1 na mm)
M8;(chłodziwo)
G0 X24. Z2.;(najazd szybki przed detal wałek o średnicy fi24.)
G71. U1 R1;(cykl obróbki zgrubnej ,dosuw 1mm ,odjazd 1mm)
G71 P10 Q20 U0.8 W0.8 ; (cykl od lini N10 do N20 z naddatkami 0.8 mm w osi x i z )
N10 G1 Z1.; (zostawiam naddatek na kolejne operacje 1 mm)
Z-3.9;(toczę cześć walcową do wartości 3,9)
X17.5;(fi 17.5 to średnica pod gwint)
Z-38.4;(toczę do końca planowanego gwintu)
X14.9 Z-40.4; (przejście po kącie , naddatek zostanie usunięty przecinakiem )
Z-83.8;(toczę do punktu gdzie zaczyna się promień ,chce go wykonać jak najlepiej aby w następnej pozycji promienie ładnie się połączyły chodzi tu o poprawną korekcje g41/g42i tip)
G3 X23. Z-87.8 R4.;( wykonuje promień)
N20 G1 Z-92.8; (toczę o 1 mm więcej, zostawiam naddatek na kolejne operacje)
G70 P10 Q20 F0.1 G41 S5000;(cykl wykończeniowy ,tutaj umieściłem korekcje ponieważ g71 jej nie czyta )
G0 X200.;(odjazd)
Z200.(odjazd)
M30;(koniec)
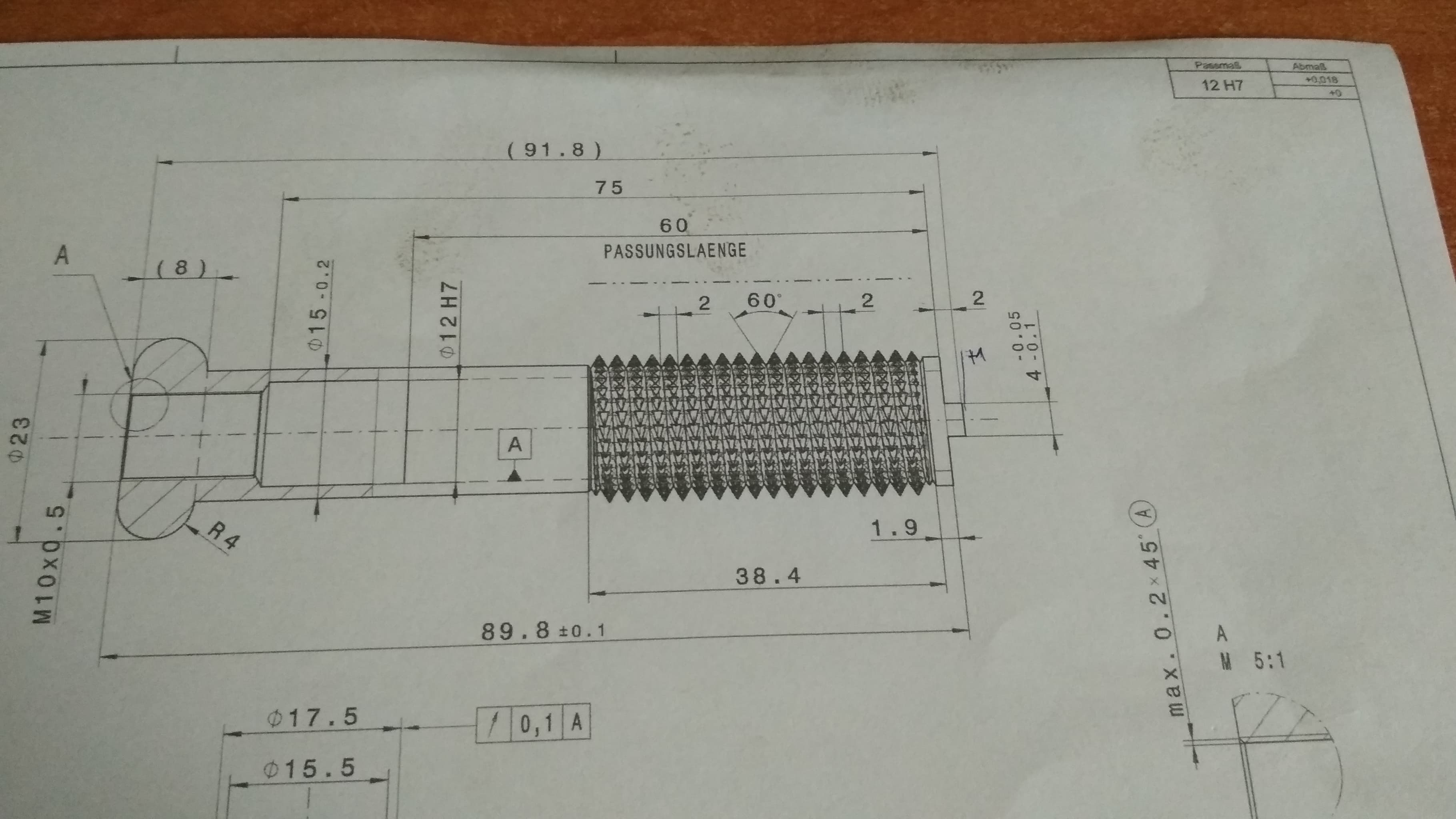
Rysunek
Rodzaje tipów
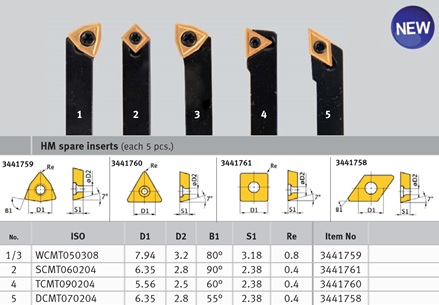
Nóż typ nr.5 promień 0.4
G41/G42
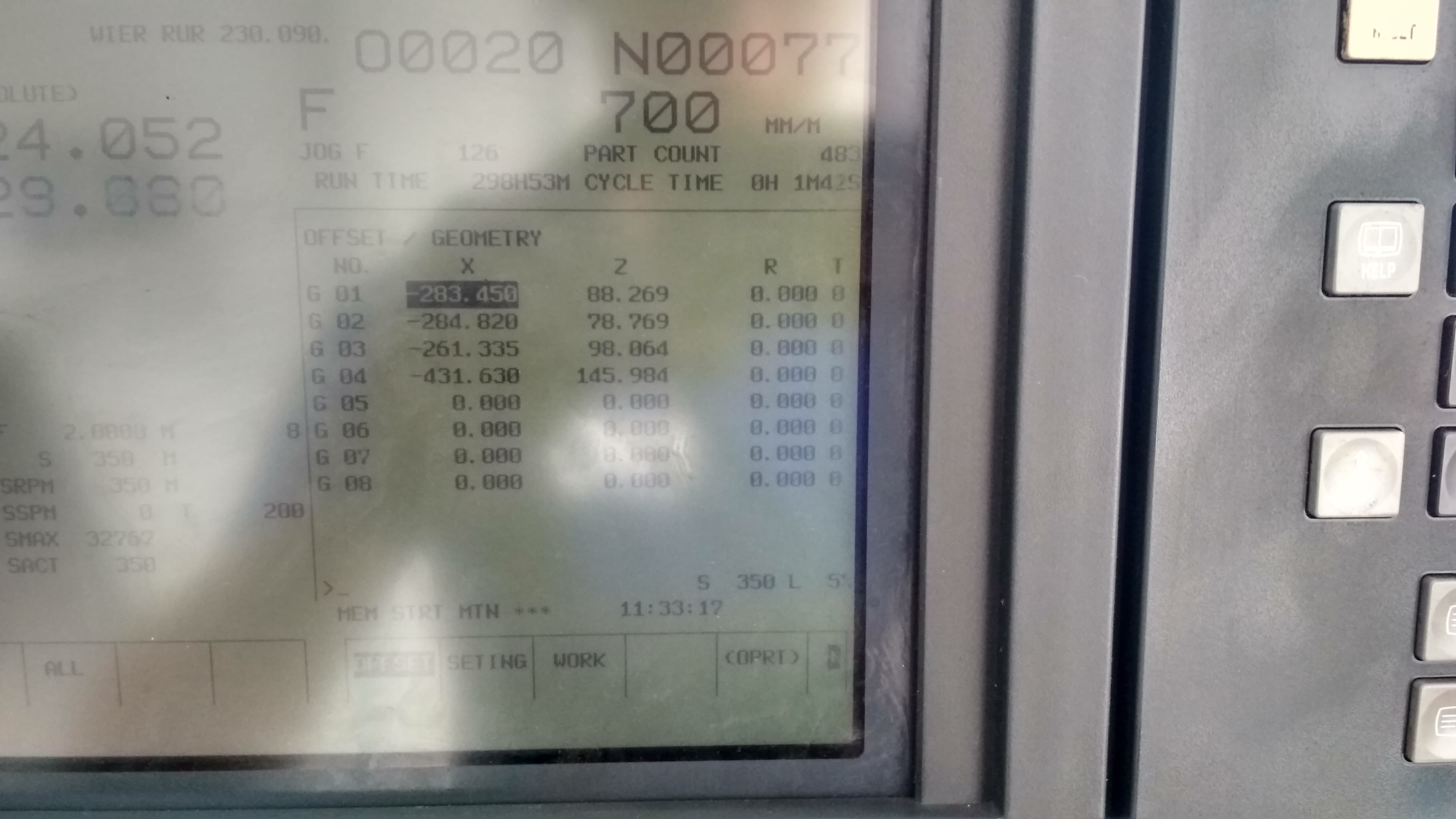
Maszyna Mori seiki sl150 stojąc przed maszyną wrzeciono po lewej ,obroty M3, nóż prawy
Tabelka offsetów ,tipów,i promieni.