



Znaleziono 10 wyników
Wróć do „Wiercenie - jak głęboko?”
- 08 lis 2019, 23:06
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
W międzyczasie już 10 tys gwintów zrobione, wierciłem wszystko "na raz"
- 20 paź 2019, 19:17
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
Co do 2 zdania- tak wiertło trzyma średnicę i tak gwinty wychodzą dobre.
- 20 paź 2019, 11:26
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
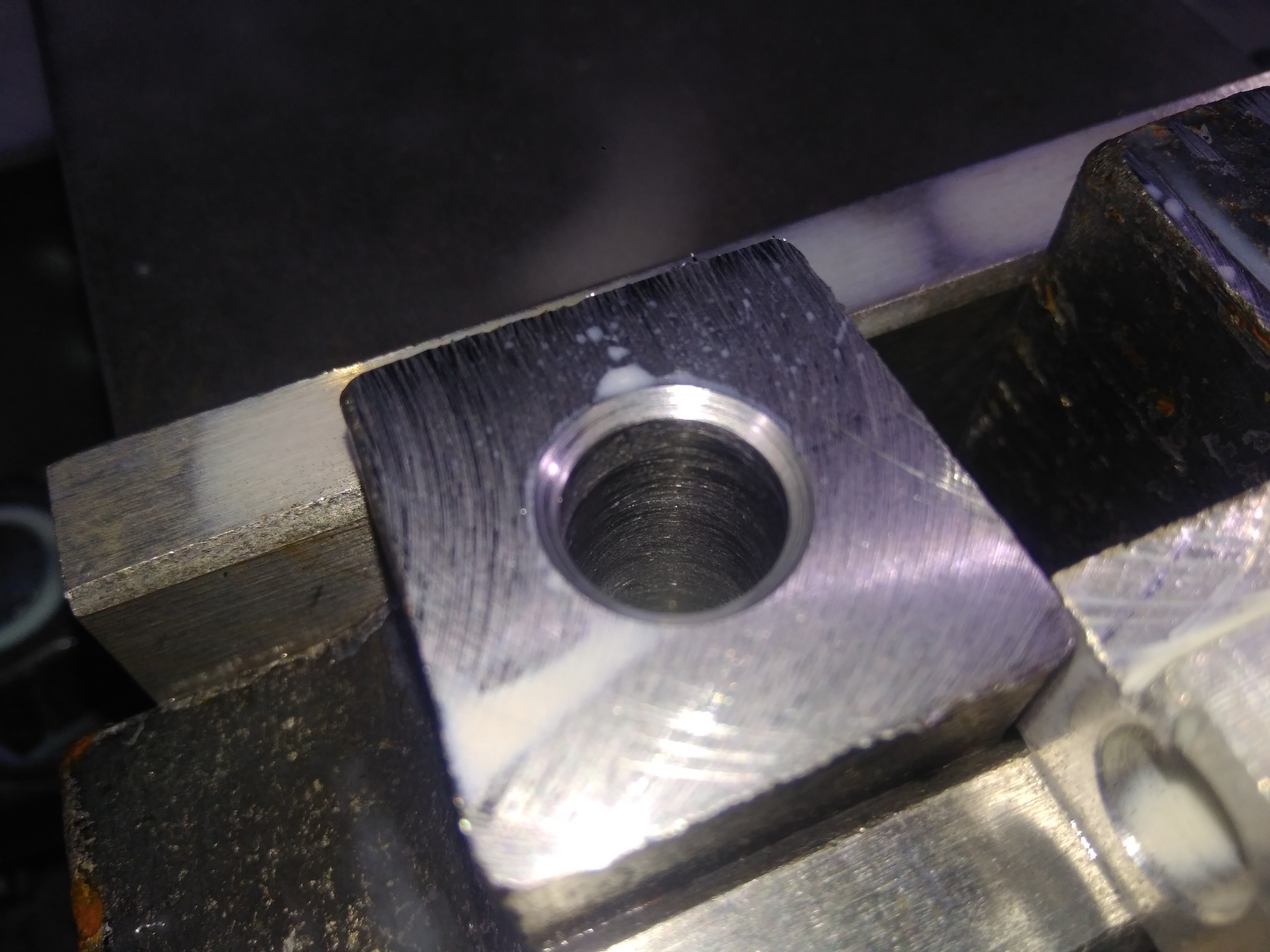
Witam, po 800 wywierconych otworach powierzchnia wygląda tak :
Porównując z poprzednim zdjęciem to duża różnica w jakości. Czym to może być spowodowane? Wiertło źle naostrzone z fabryki wyszło i po przytępieniu jest takie jakie powinno być od początku?
Porównując z poprzednim zdjęciem to duża różnica w jakości. Czym to może być spowodowane? Wiertło źle naostrzone z fabryki wyszło i po przytępieniu jest takie jakie powinno być od początku?
- 16 paź 2019, 13:49
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
Mój błąd co do posuwu, oczywiście miałem na myśli mam/obr
- 16 paź 2019, 12:39
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
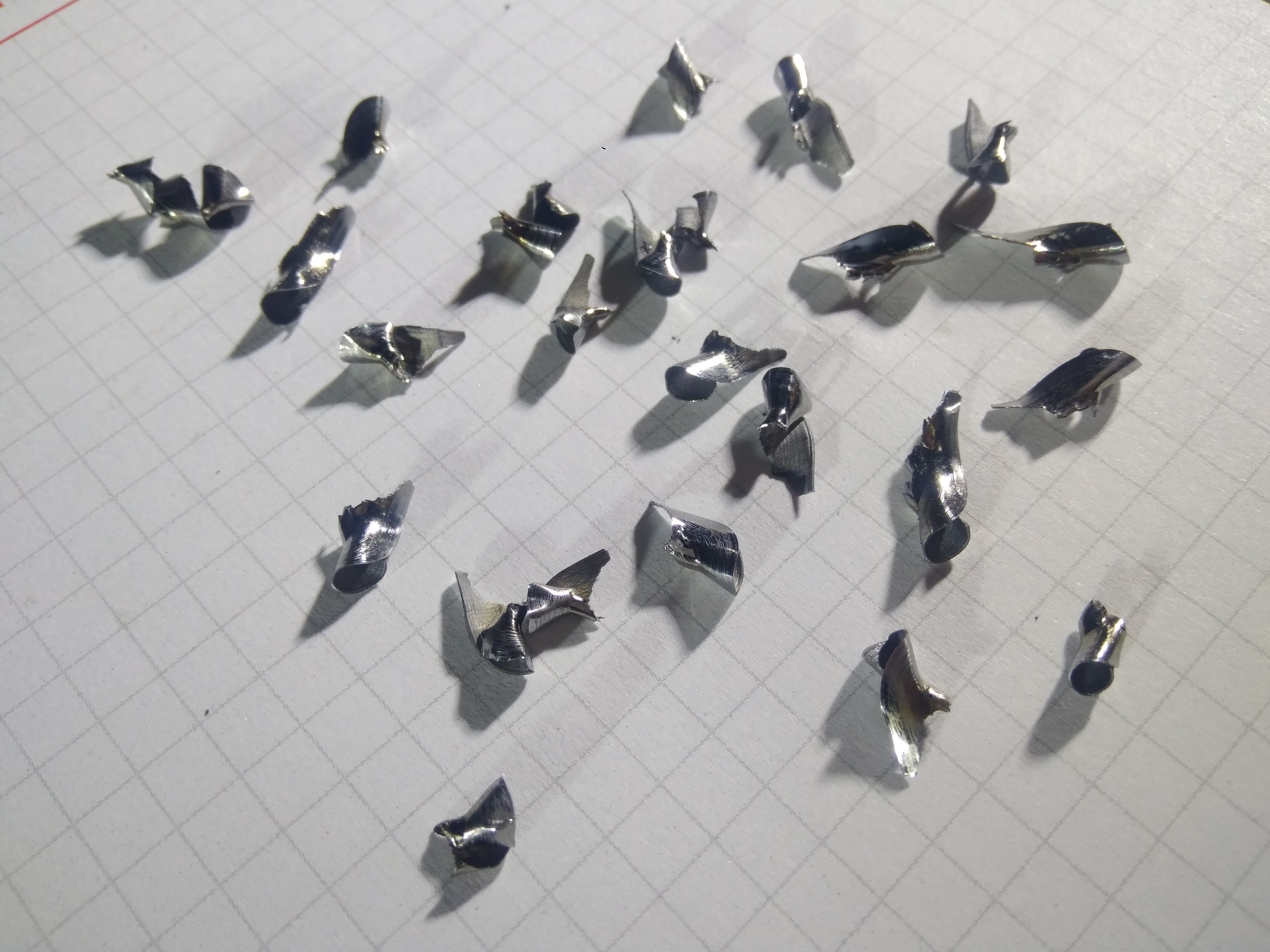
Guhring super line. Przy posuwach 0.2 lub większych nie łamało wióra, wiertło wyrzucało 5cm wstęgi.
- 16 paź 2019, 12:06
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
Tak, niewdzięczny materiał do obróbki. Jeśli chodzi o posuw to mały w stosunku do zaleceń producenta bo w katalogu ponad 0.3 znalazłem
- 16 paź 2019, 11:24
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
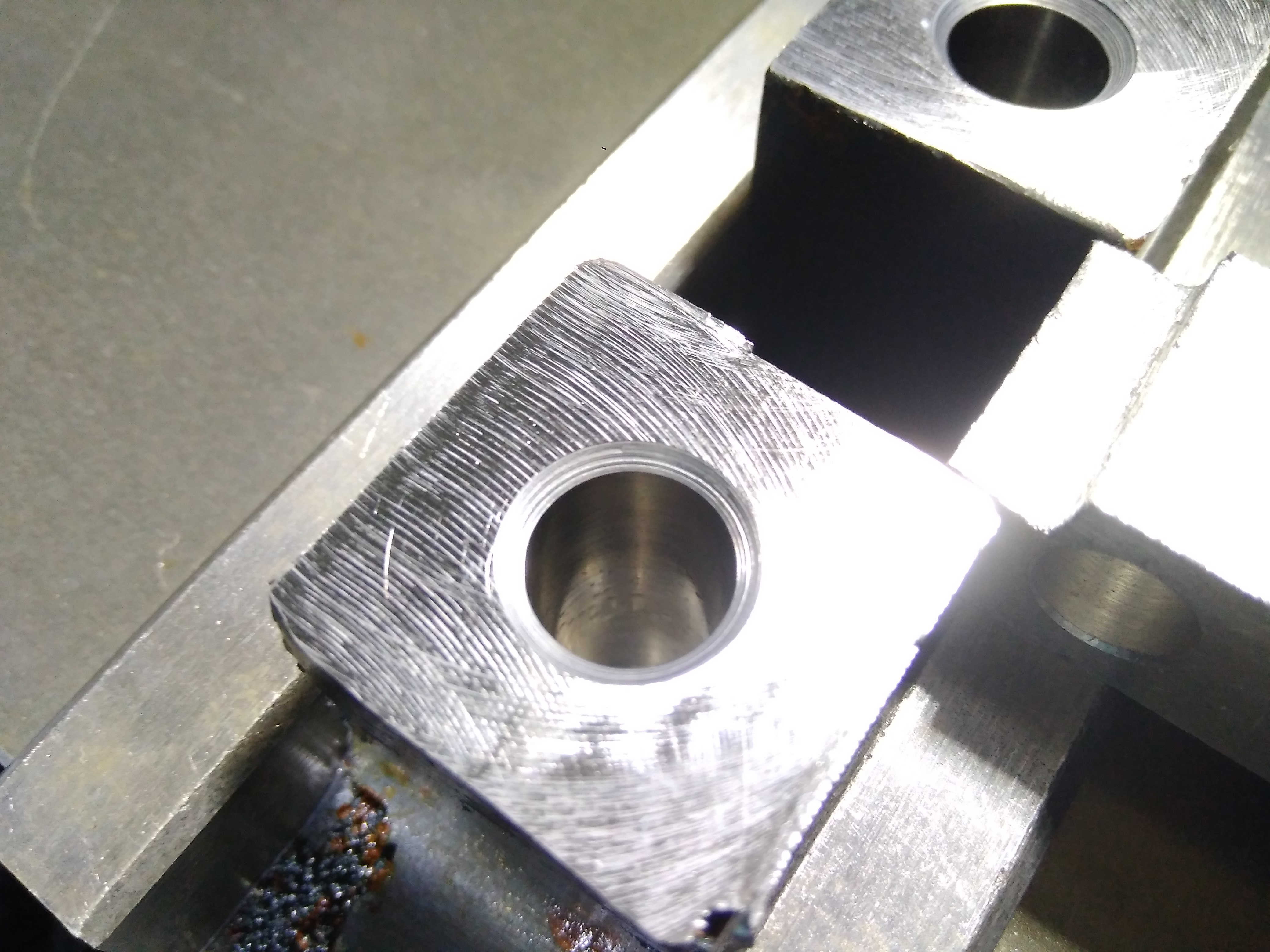
Witam, wiercenie dopiero się rozpoczęło. Próbowałem różnych parametrów - Vc od 55 do 75 i posuw od 0.12 do 0.22. Najlepiej łamie wióra przy dużych obrotach i małym posuwie Vc 70 fz 0.12 chociaż jakość otworów jest słaba i przy wierceniu mam jakieś dziwne odgłosy, może maszyna ma luzy...? Bicie narzędzia 0.01mm.
- 05 wrz 2019, 22:15
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
Ok, dzięki za informację.
- 05 wrz 2019, 17:48
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Re: Wiercenie - jak głęboko?
Dzięki za odpowiedź. Minimalny odjazd masz na myśli ok 0.1-0.2 mm ?
Zakup Weldona mam w planach. Nie mogę nigdzie znaleźć co to takiego oprawka WN, możesz podrzucić jakiś link?
Zakup Weldona mam w planach. Nie mogę nigdzie znaleźć co to takiego oprawka WN, możesz podrzucić jakiś link?
- 05 wrz 2019, 17:16
- Forum: Narzędzia - frezy, noże, gwintowniki etc
- Temat: Wiercenie - jak głęboko?
- Odpowiedzi: 25
- Odsłony: 3528
Wiercenie - jak głęboko?
Witam,
Będę miał do wywiercenia kilka tysięcy otworów pod gwinty M12 i M16 w stali S355 na głębokość odpowiednio 32 i 36 mm. Wiercił będę na centrum obróbczym, narzędzia mocowane w tulejki ER. Wiertła i gwintowniki Guhring. Moje pytanie brzmi - jak głęboko wiercicie wiertłami VHM monolitami ( na raz) jeśli nie macie na maszynie chłodzenia przez wrzeciono? Tutaj będzie to głębokość ok 3d. Dla węglików nie powinno się stosować łamania wióra/ wysuwania ponad materiał ale z drugiej strony przy tej głębokości mogą być już problemy z chłodzeniem i odprowadzaniem wióra.
Pozdrawiam
Będę miał do wywiercenia kilka tysięcy otworów pod gwinty M12 i M16 w stali S355 na głębokość odpowiednio 32 i 36 mm. Wiercił będę na centrum obróbczym, narzędzia mocowane w tulejki ER. Wiertła i gwintowniki Guhring. Moje pytanie brzmi - jak głęboko wiercicie wiertłami VHM monolitami ( na raz) jeśli nie macie na maszynie chłodzenia przez wrzeciono? Tutaj będzie to głębokość ok 3d. Dla węglików nie powinno się stosować łamania wióra/ wysuwania ponad materiał ale z drugiej strony przy tej głębokości mogą być już problemy z chłodzeniem i odprowadzaniem wióra.
Pozdrawiam






