



Palnik to p-141 dysza 1 mm.
Jeśli chodzi o folie to było cięte bez niej.
Znaleziono 3 wyniki
Wróć do „Problem z cięciem nierdzewki 2 mm”
- 14 sty 2017, 20:34
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problem z cięciem nierdzewki 2 mm
- Odpowiedzi: 9
- Odsłony: 2246
- 13 sty 2017, 20:37
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problem z cięciem nierdzewki 2 mm
- Odpowiedzi: 9
- Odsłony: 2246
- 13 sty 2017, 16:19
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problem z cięciem nierdzewki 2 mm
- Odpowiedzi: 9
- Odsłony: 2246
Problem z cięciem nierdzewki 2 mm
Witam serdecznie,
nie potrafię dobrać odpowiednich parametrów do cięcia w blasze ze stali nierdzewnej 2 mm.
Pierwszy raz mam do czynienia z nierdzewką i czuję się przez nią pokonany Nie ważne jakie parametry ustawię wychodzi mi mniej więcej coś takiego:
Nie ważne jakie parametry ustawię wychodzi mi mniej więcej coś takiego:
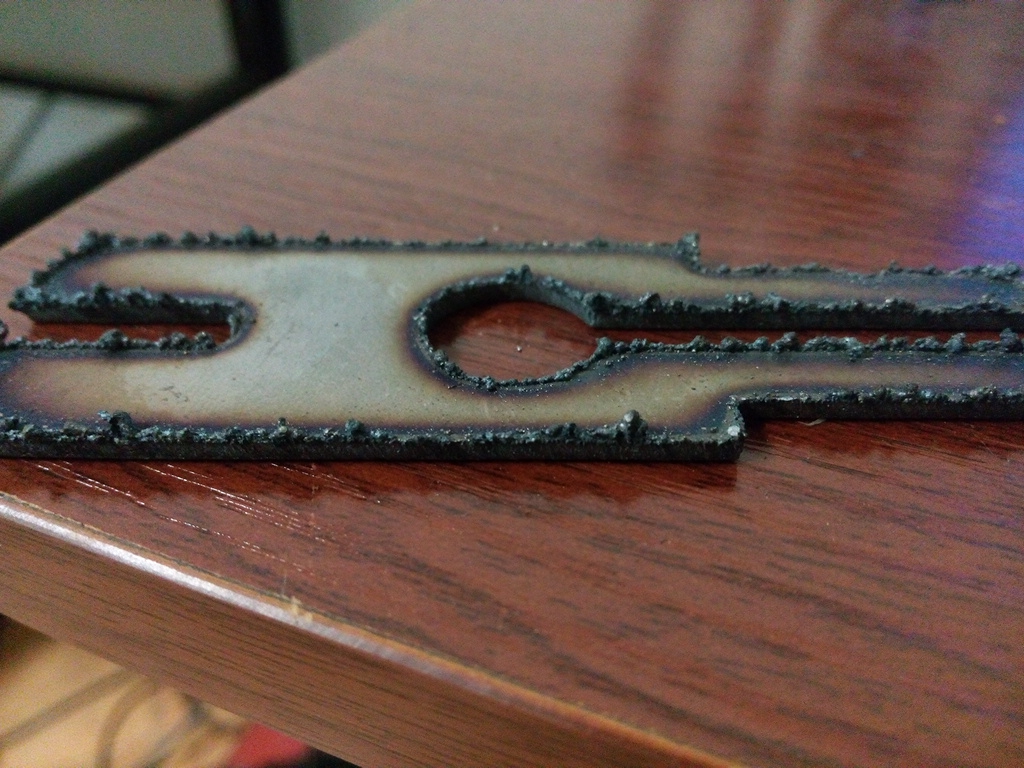
Parametry przy zdjęciu
45A, posów 1000mm/s, napięcie 80V, ihs 0,2, czas przebicia 1s. ciśnienie 5-6 bar. Używam shermana c90.
W akcie desperacji sprawdzałem prędkości w zakresie od 500 do 3000mm/s, napięcie od 50 do 150V ... itd. Za każdym razem zostają smarki
Poratujcie jakimiś sugestiami
nie potrafię dobrać odpowiednich parametrów do cięcia w blasze ze stali nierdzewnej 2 mm.
Pierwszy raz mam do czynienia z nierdzewką i czuję się przez nią pokonany
Parametry przy zdjęciu
45A, posów 1000mm/s, napięcie 80V, ihs 0,2, czas przebicia 1s. ciśnienie 5-6 bar. Używam shermana c90.
W akcie desperacji sprawdzałem prędkości w zakresie od 500 do 3000mm/s, napięcie od 50 do 150V ... itd. Za każdym razem zostają smarki
Poratujcie jakimiś sugestiami






