



Vc daje 250m/min - przepraszam mój blad bo napisalem samo S wiec sie zle zrozumieliśmy. Myslę ze kwestię narzędzia mogę wykluczyć bo na innej "robocie" nie ma żadnych problemów z nim. Hmm może w takim wypadku za dużą mam tą predkosc skrawania...jasiu... pisze: ↑19 kwie 2018, 19:59A czy narzędzie jest w osi? Czy nóż przypadkiem nie oberwał i teraz płytka tocząc nie trze o materiał spodem? Może płytka wykonuje otwór, który jest za mały dla niej, bo takie zużycie obserwuje się przy tak zwanym "zabieraniu du_ą". Przy średnicy 58 jest to niestety możliwe, szczególnie jeśli nóż jest przekrzywiony po dzwonie. Później, po wytoczeniu na 100 tego już może nie być.
Na tą płytkę ja daję 160 m/min. Przy średnicy 58 daje to 879 obrotów/min. Przy roztoczeniu do 100 wychodzi 510.
Ty dajesz S250, to bardzo mało. 80 m/min dla 100 mm, ale tylko 45 m/min przy 58. To jest zakres, kiedy masz jeszcze narost. Masz jakąś rurkę, podającą chłodzenie na płytkę? Podejrzewam, że tak. To daj jakieś 500-600 obrotów i zobacz, jakie wióry z płytki spływają.
ap i posuw bym zostawił, jak pójdzie dobrze, to posuw bym zwiększył do 0.25, powinno brać jeszcze lepiej.
Znaleziono 3 wyniki
Wróć do „Wykruszenia płytki - toczenie”
- 19 kwie 2018, 20:22
- Forum: Obróbka metali
- Temat: Wykruszenia płytki - toczenie
- Odpowiedzi: 5
- Odsłony: 1449
Re: Wykruszenia płytki - toczenie
- 19 kwie 2018, 19:45
- Forum: Obróbka metali
- Temat: Wykruszenia płytki - toczenie
- Odpowiedzi: 5
- Odsłony: 1449
- 19 kwie 2018, 19:21
- Forum: Obróbka metali
- Temat: Wykruszenia płytki - toczenie
- Odpowiedzi: 5
- Odsłony: 1449
Wykruszenia płytki - toczenie
Witam Panowie !
Mam problem z wytaczaniem stali C45 na tokarce TAE 45N.
Wytaczam wczesniej wywiercony otwór z srednicy 58 na 100 na długosci 110mm.
Parametry skrawania :
ap - 3mm
S - 250
f - 0.2
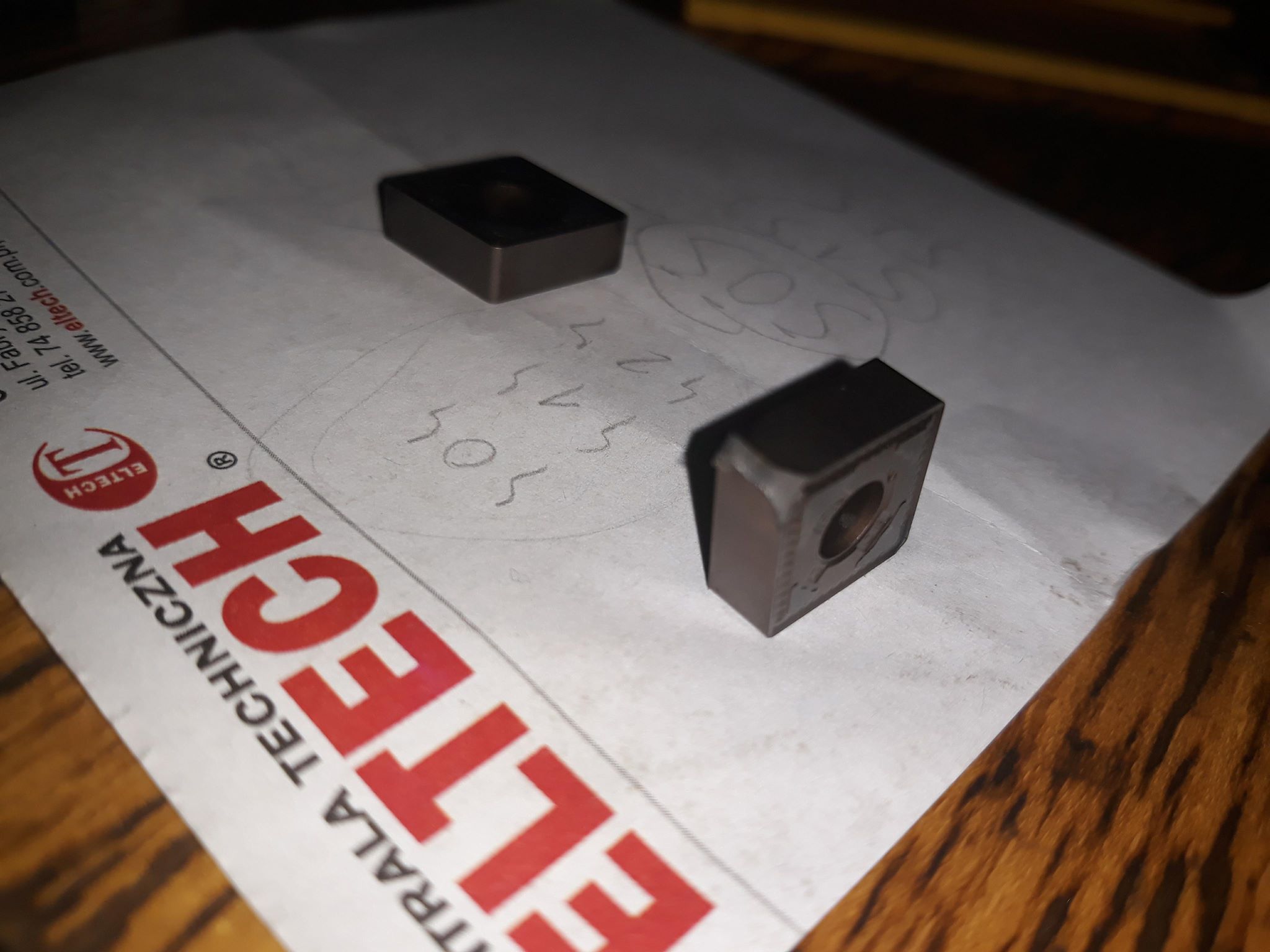
Problem polega na bardzo wysokim zużyciu plytek (jednym ostrzem moge zrobic max 4szt).
Kontrola wiora moge okreslic jako bardzo dobrą - dobrze sie lamie, nie ma wstęg.
Przetestowalem juz szereg plytek o roznej geometrii(dodatnie, ujemne), roznych gatunkach i parametrach- brak jakiejkolwiek poprawy zużycia. Póki co najlepiej spisują sie plytki CNMG 12 04 08 PF 1125 od Sandvika. Na zalaczonym zdjeciu widać zużycie - nie jest ono typowe, widać dobrze że cała krawędź się wylamuje.
Mam problem z wytaczaniem stali C45 na tokarce TAE 45N.
Wytaczam wczesniej wywiercony otwór z srednicy 58 na 100 na długosci 110mm.
Parametry skrawania :
ap - 3mm
S - 250
f - 0.2
Problem polega na bardzo wysokim zużyciu plytek (jednym ostrzem moge zrobic max 4szt).
Kontrola wiora moge okreslic jako bardzo dobrą - dobrze sie lamie, nie ma wstęg.
Przetestowalem juz szereg plytek o roznej geometrii(dodatnie, ujemne), roznych gatunkach i parametrach- brak jakiejkolwiek poprawy zużycia. Póki co najlepiej spisują sie plytki CNMG 12 04 08 PF 1125 od Sandvika. Na zalaczonym zdjeciu widać zużycie - nie jest ono typowe, widać dobrze że cała krawędź się wylamuje.






