



Ten otwór musi umożliwić temu walcowi na przesunięcie się pod otwór na końcu głowicy.
Walec ma 4,55mm w podstawie i 4,6mm wysokości. Powinien móc się poruszać wewnątrz głowicy płynnie bez zbędnych oporów.
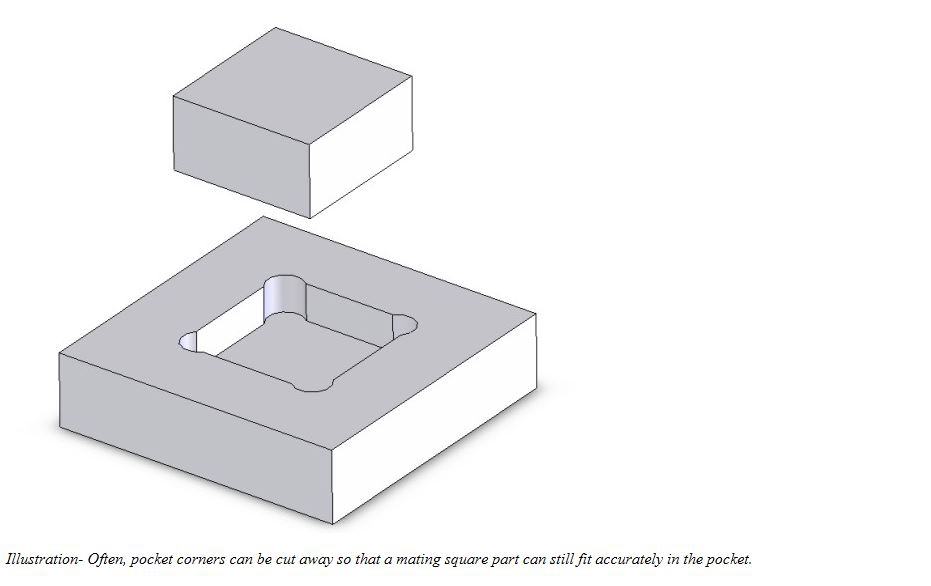
Jedyny krytyczny wymiar tego elementu to 5.1mm szerokości głowicy przy wyjściu na końcu i 6mm w podstawie.
To nie musi być idealny kwadrat ale walec musi przecisnąć się gładko bez oporów.
To całe zadanie, podawanie przez tłok tych walców do głowicy i do otworu 4,7mm wyjściowego.
Głowica jest przykręcona do zasobnika z walcami skąd już tłok go wypycha do głowicy.
A może w narożnikach najpierw wywiercić mini otworki 0,5mm ?
Dodatkowe pytanie,
Jaki minimalny promień trzeba zakładać dla frezowania w narożnikach?
A co by zmieniło, gdyby zrobić bez podłogi, głowica mogła by stać na podłodze od zasobnika. /przedłużyło by się podłogę zasobnika zastępując tę część podłogi w głowicy/.
Przy zastosowaniu podejścia typu: najpierw 4 otwory w narożnikach wiertłem 1,5mm.
Potem centralny otwór 4,7mm.
Zostaje materiał jak na rysunku tutaj:
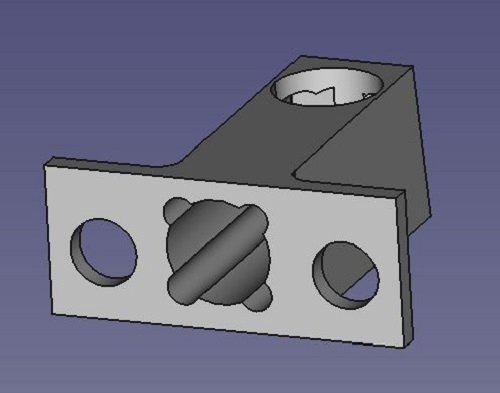
Te pozostałości można by już frezarką wyrównać?
[ Dodano: 2017-01-02, 10:48 ]
Szanowni Państwo, a może tak przerobioną głowicę da się już bez problemu wykonać na CNC?
Uprzejma prośba o rzucenie okiem na załączone rysunki i wymiarowanie.
Główna zmiana to pozbycie się podłogi która będzie pochodziła z przedłużenia zasobnika.






