



Witam
"Hej.
Aaa ! to ja myślałem o tej drugiej serii fotek.
No i pytanie - jak na tej płytce układ całkuje ?
Ciekawe jak wygląda przebieg po optoizolacji - o ile jest ?
pzd.
"
Tak tak, chodzi o tę 2 serię fotek (to częstotliwości z LPT komputera).
Jak ten układ na płytce całkuje- nie mam najmniejszego pojęcia, od producenta coś się dowiadywać to strata czasu.
Optoizolacja podobno jest ale jaki ma wpływ to nie wiem.
Zastanawiam się czy to nie jest "urok" Macha, bo zauważyłem że ma swoje "widzimisie" czyli różnie działa w zależności od włączenia komputera.
Kolejnym krokiem to będzie zainstalowanie Linux CNC i próba diagnostyki tymi samymi narzędziami, wrzuce wyniki za parę dni..
Jaką wersję linuxaCNC polecacie? (stabilność i współpraca z LPT).
Znaleziono 19 wyników
Wróć do „Sterowanie wrzecionem”
- 16 gru 2018, 20:54
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
- 16 gru 2018, 19:59
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam. Po tygodniowej przerwie wracam do tematu.
Zakupiłem prosty oscyloskop do samodzielnego montażu.
Link: https://sklep.avt.pl/oscyloskop-cyfrowy ... ntazu.html
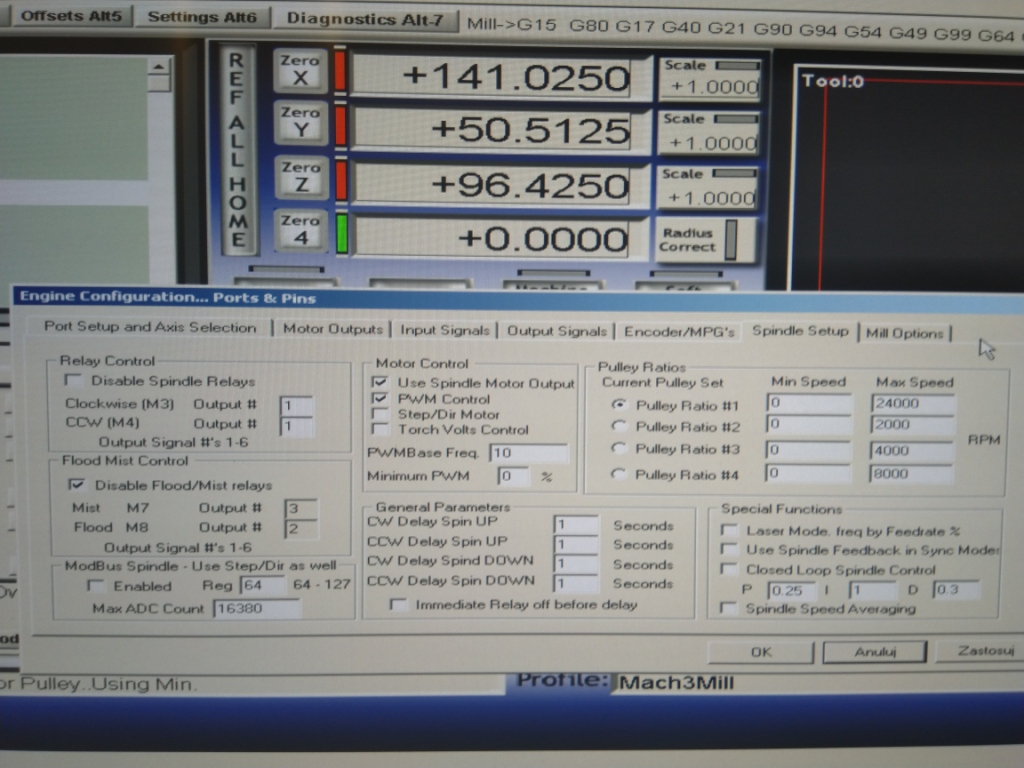
W pierwszej kolejności zdiagnozowałem port LPT czyli wyjście 16 najpierw przy ustawieniu PWM:
Odczyty mają sens: ustawienie obrotów kolejno dla 0, 1000, 6000, 12000, 18000 i 23000 RPM:
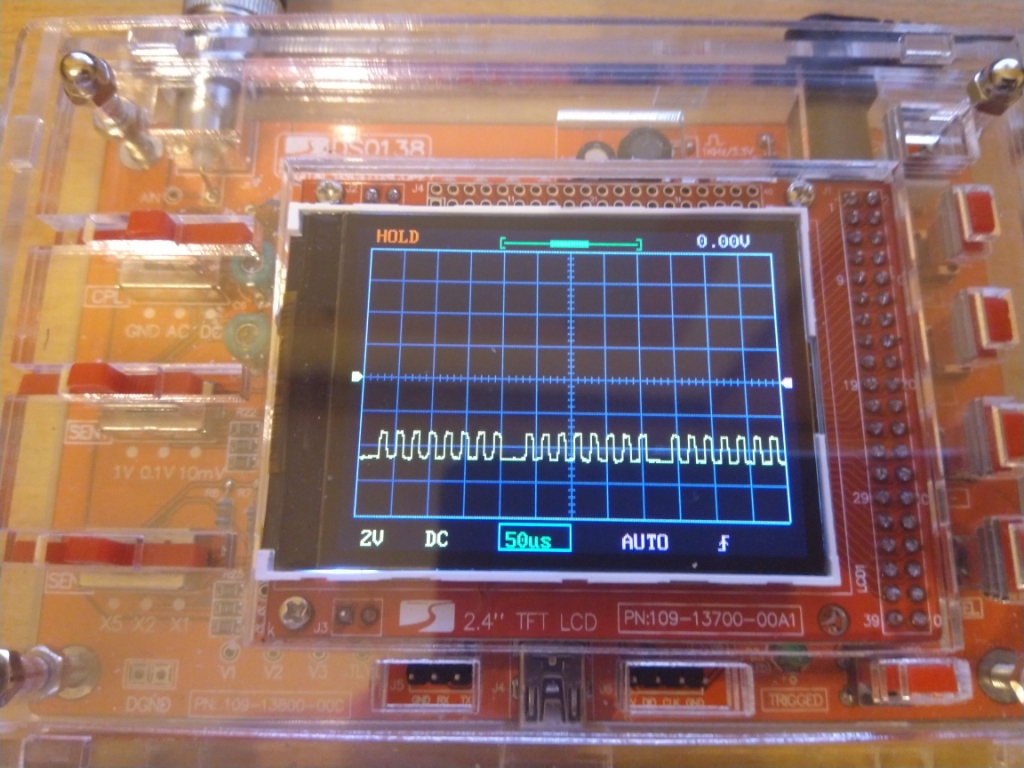
Zdjęcia z oscyloskopu pokazujące stopień wypełnienia sygnału:
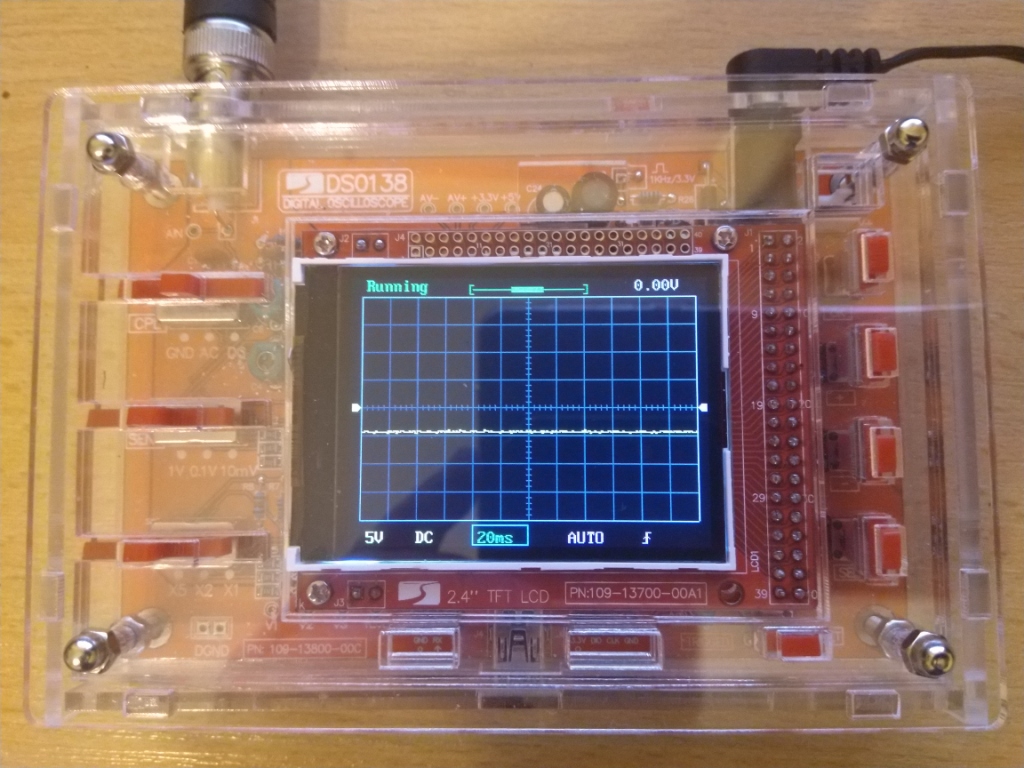
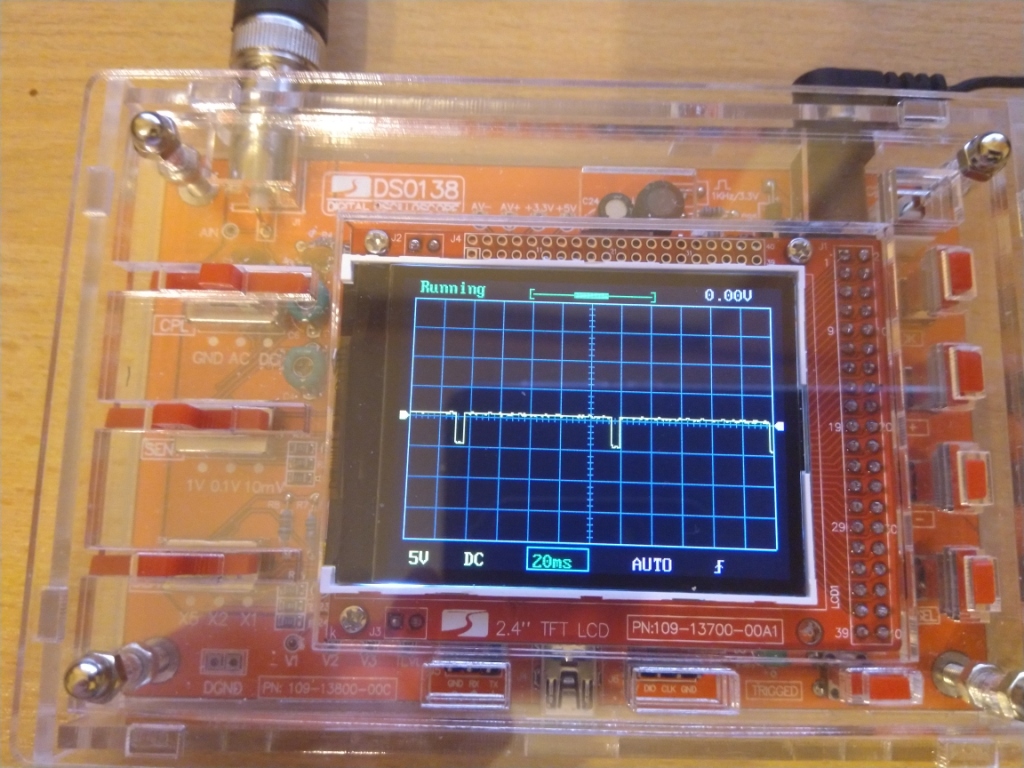
Sygnały wypełnienia "mniej wiecej" zgadzają się z ustawieniami czyli 12000 RPM (50% zakresu) daje z wyglądu 50% wypełnienia (podobnie dla innych ustawien). W tym przypadku nie mam zastrzeżeń do portu LPT.
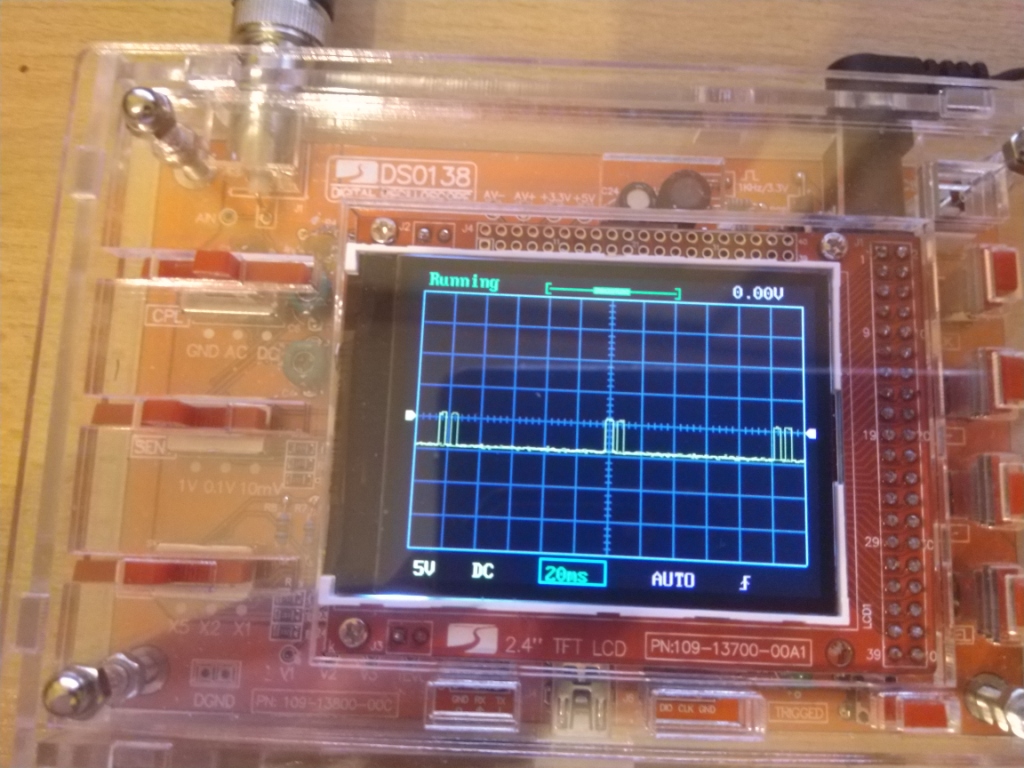
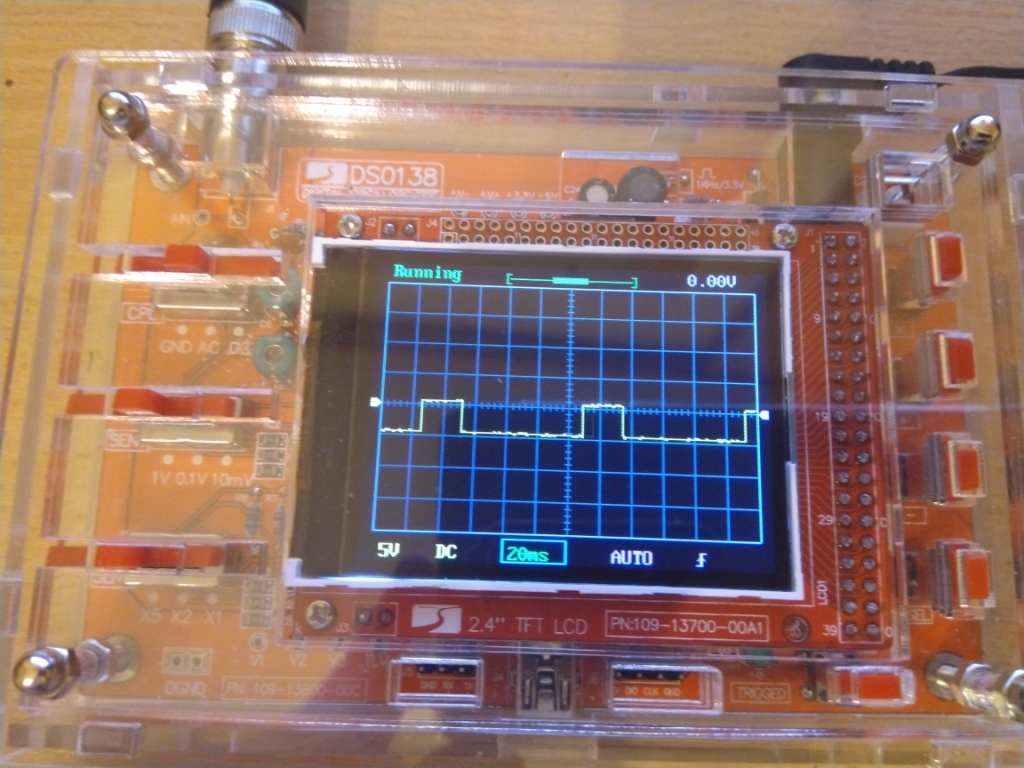
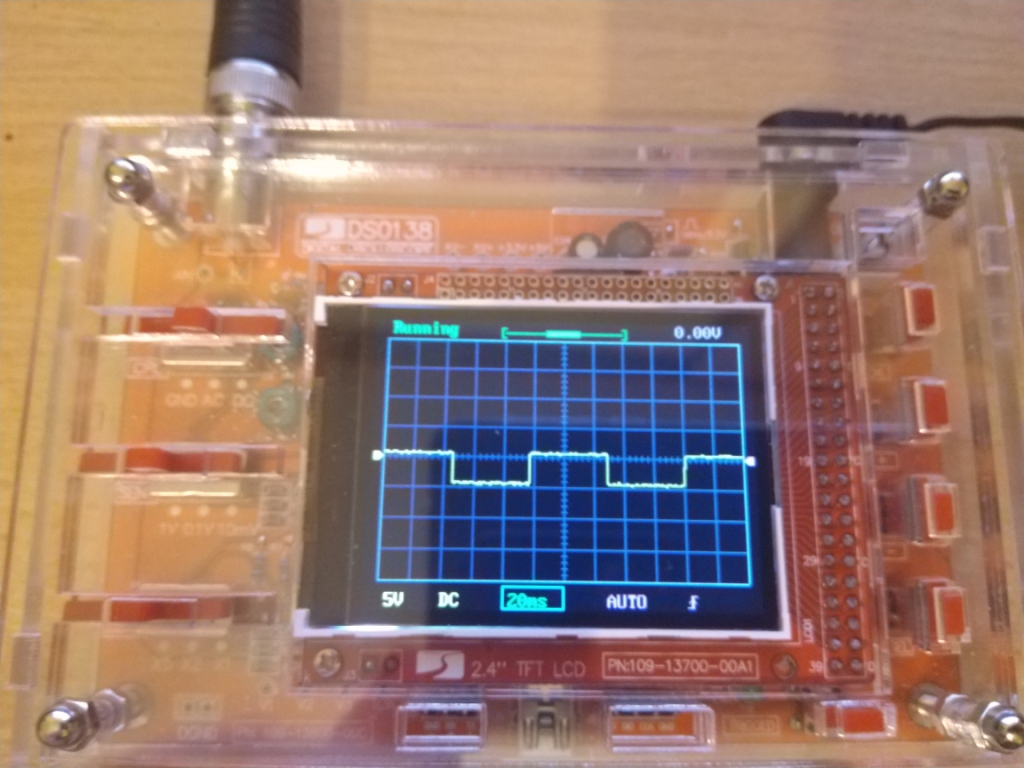
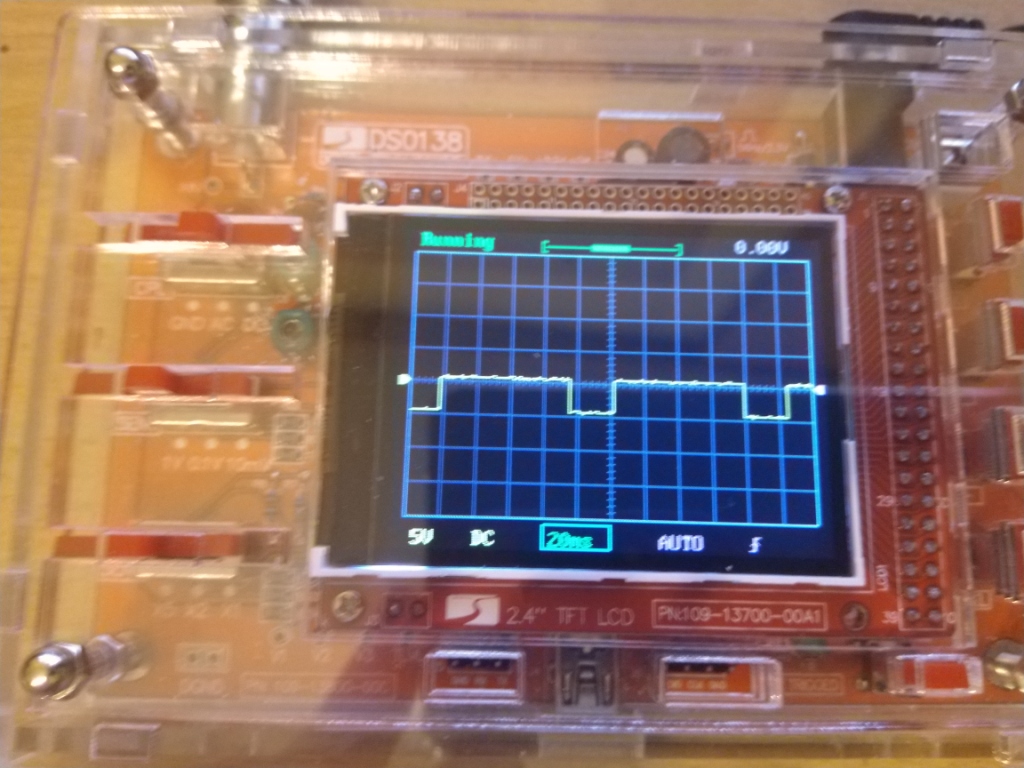
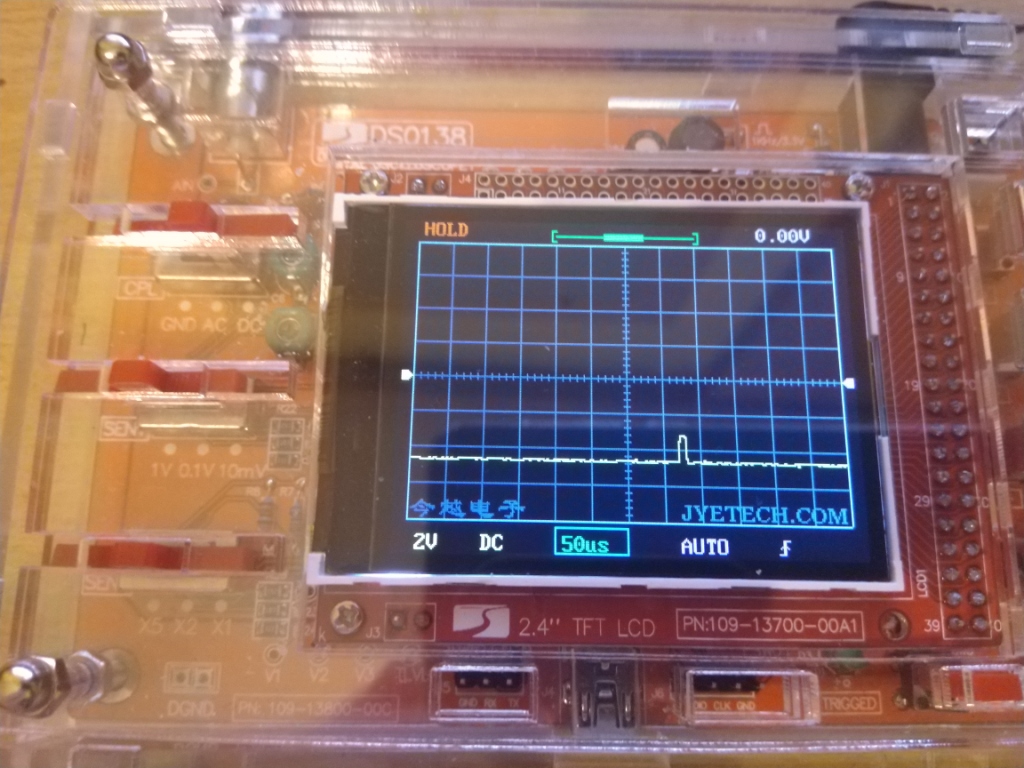
W kolejnym kroku sprawdziłem wyjście 16 portu LPT przy ustawieniu Macha na "STep/Dir" czyli częstotliwość. Odczyty z oscyloskopu mniej więcej zgadzały się z ustawieniami: jednakże dla 18000 i 24000 były pewne "rozbieżności" w pikach na oscyloskopie.
Dla 0 RPM:
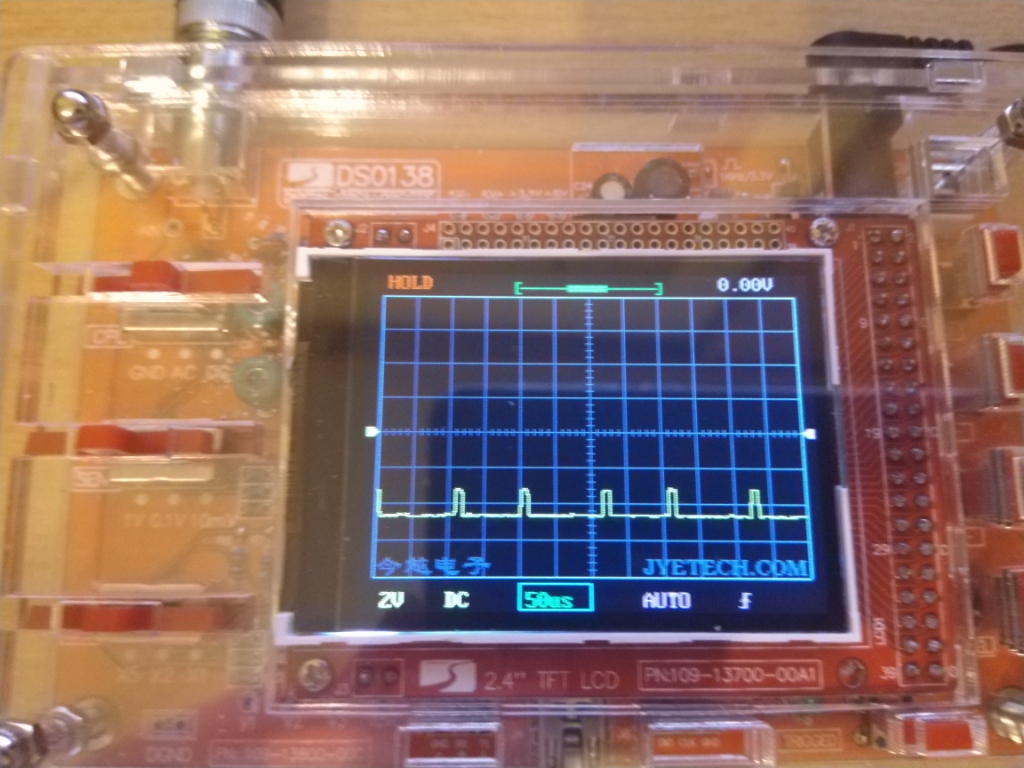
Dla 1000 RPM:
Dla 6000 RPM:
Dla 12000 RPM:
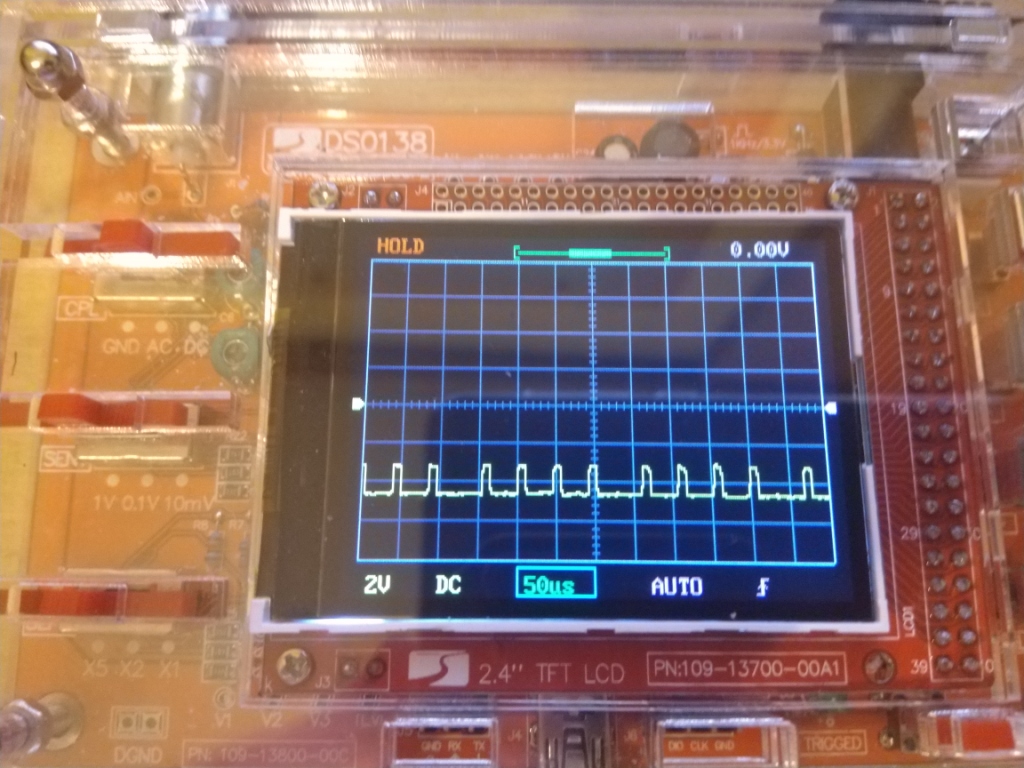
Dla 18000 RPM: pierwsze rozbieżności - odstępy pomiędzy pikami nie są takie same
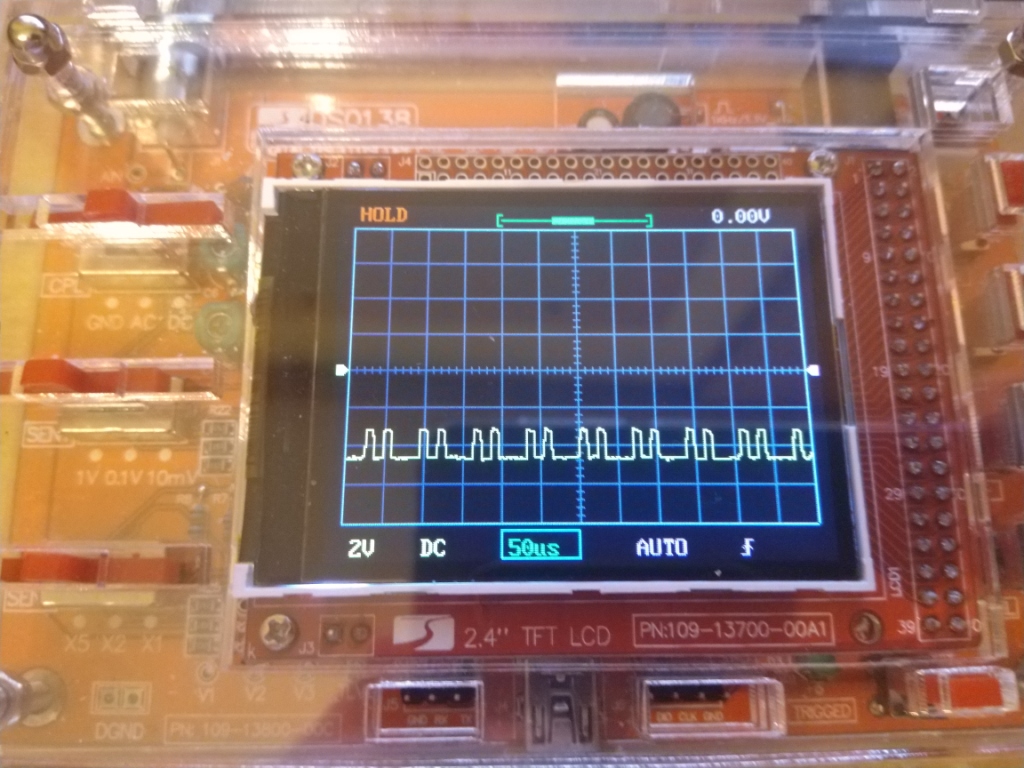
Dla 24000 RPM: to samo - nie równe odstępy między pikami.
Po podłączeniu sterowania "Step/Dir (czestotliwość) na sterownik ProfiCNC i podpięciu do falownika z wrzecionem były te same objawy falowania obrotów jak poprzednio opisywałem.
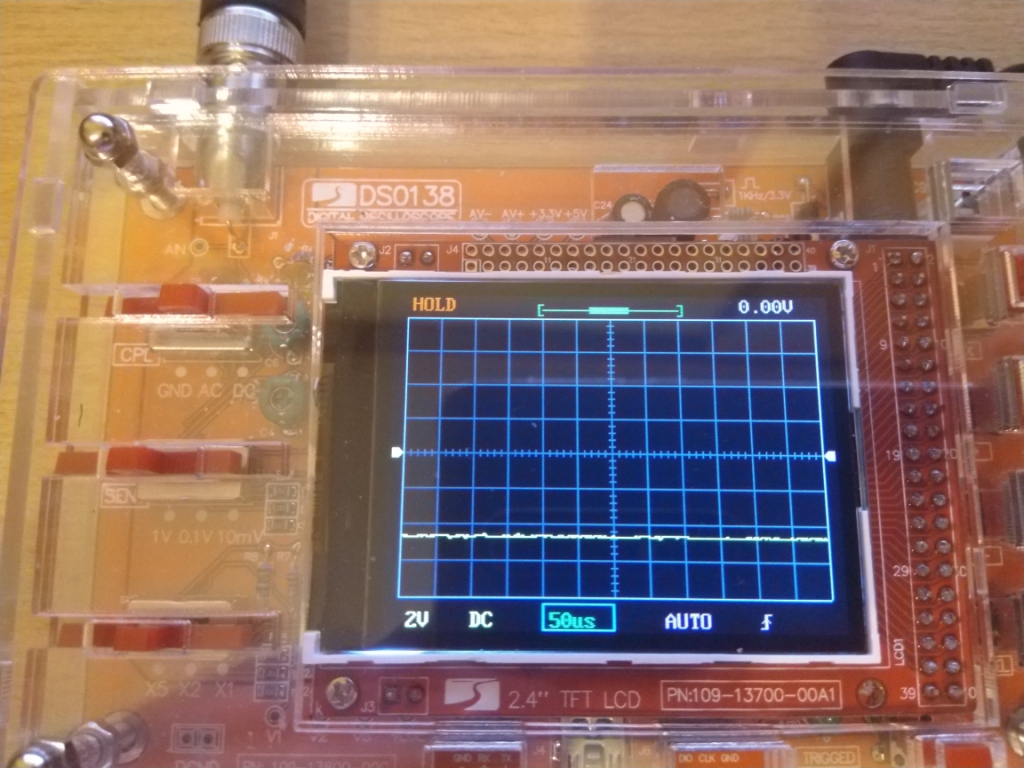
Sterownik ProfiCNC wg producenta ma wbudowany konwerter czestotliwość na PWM 0-10V jednak wykonując pomiary napięcia na wyjściu uzyskałem bardzo nieliniową zależność (tak jak też opisałem w poprzednim poście). Po podpięciu tegoż prostego oscyloskopu aby dowiedzieć się o stopniu wypełnienia sygnału, nic nie uzyskałem z pomiarów, nawet przy różnych zakresach próbkowania - jakieś przypadkowe piki które nijak się mają do tych które podawał port LPT przy ustawieniu w machu sterowania PWM.
Ogólny wniosek (mogę też się mylić), ten konwerter F>PWM na sterowniku ProfiCNC to jakaś chyba techniczna pomyłka, albo to jakaś niedoróbka albo bardzo czułe na "zakłócenia".
Zastanawiam się jeszcze nad jedną przyczyną, mianowicie te nierównomierne picki z oscyloskopu dla 18000 i 24000 (obrazki powyżej) czy przypadkiem nie są powodem tych falowań i ogólnie błędnego działania tego konwertera F>PWM . Czy ktoś z użytkowników robił pomiary LPT przy sterowaniu z LinuxCNC ?
Zakupiłem prosty oscyloskop do samodzielnego montażu.
Link: https://sklep.avt.pl/oscyloskop-cyfrowy ... ntazu.html
W pierwszej kolejności zdiagnozowałem port LPT czyli wyjście 16 najpierw przy ustawieniu PWM:
Odczyty mają sens: ustawienie obrotów kolejno dla 0, 1000, 6000, 12000, 18000 i 23000 RPM:
Zdjęcia z oscyloskopu pokazujące stopień wypełnienia sygnału:
Sygnały wypełnienia "mniej wiecej" zgadzają się z ustawieniami czyli 12000 RPM (50% zakresu) daje z wyglądu 50% wypełnienia (podobnie dla innych ustawien). W tym przypadku nie mam zastrzeżeń do portu LPT.
W kolejnym kroku sprawdziłem wyjście 16 portu LPT przy ustawieniu Macha na "STep/Dir" czyli częstotliwość. Odczyty z oscyloskopu mniej więcej zgadzały się z ustawieniami: jednakże dla 18000 i 24000 były pewne "rozbieżności" w pikach na oscyloskopie.
Dla 0 RPM:
Dla 1000 RPM:
Dla 6000 RPM:
Dla 12000 RPM:
Dla 18000 RPM: pierwsze rozbieżności - odstępy pomiędzy pikami nie są takie same
Dla 24000 RPM: to samo - nie równe odstępy między pikami.
Po podłączeniu sterowania "Step/Dir (czestotliwość) na sterownik ProfiCNC i podpięciu do falownika z wrzecionem były te same objawy falowania obrotów jak poprzednio opisywałem.
Sterownik ProfiCNC wg producenta ma wbudowany konwerter czestotliwość na PWM 0-10V jednak wykonując pomiary napięcia na wyjściu uzyskałem bardzo nieliniową zależność (tak jak też opisałem w poprzednim poście). Po podpięciu tegoż prostego oscyloskopu aby dowiedzieć się o stopniu wypełnienia sygnału, nic nie uzyskałem z pomiarów, nawet przy różnych zakresach próbkowania - jakieś przypadkowe piki które nijak się mają do tych które podawał port LPT przy ustawieniu w machu sterowania PWM.
Ogólny wniosek (mogę też się mylić), ten konwerter F>PWM na sterowniku ProfiCNC to jakaś chyba techniczna pomyłka, albo to jakaś niedoróbka albo bardzo czułe na "zakłócenia".
Zastanawiam się jeszcze nad jedną przyczyną, mianowicie te nierównomierne picki z oscyloskopu dla 18000 i 24000 (obrazki powyżej) czy przypadkiem nie są powodem tych falowań i ogólnie błędnego działania tego konwertera F>PWM . Czy ktoś z użytkowników robił pomiary LPT przy sterowaniu z LinuxCNC ?
- 05 gru 2018, 22:09
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam
pokury, adam Fx: pisząc sterownik miałem na myśli nie sterownik LPT tylko sterownik CNC.
Macha 3 zainstalowałem ze wszystkimi zaleceniami i restartami, system Win XP 32 bit też zoptymalizowany.
Kamsson: mam trochę inny falownik niż twój, jeśli podeślesz manual do swojego to podglądnę sobie czego dotyczą twoje parametry 1,44, 70 i odnajdę odpowiedniki w swoim falowniku.
Zamówiłem odpowiednią aparaturę i konwerter PWM na analog 1-10V, wiec za parę dni coś się więcej wyjaśni.
Dziękuję Panowie za trafne sugestie.
pokury, adam Fx: pisząc sterownik miałem na myśli nie sterownik LPT tylko sterownik CNC.
Macha 3 zainstalowałem ze wszystkimi zaleceniami i restartami, system Win XP 32 bit też zoptymalizowany.
Kamsson: mam trochę inny falownik niż twój, jeśli podeślesz manual do swojego to podglądnę sobie czego dotyczą twoje parametry 1,44, 70 i odnajdę odpowiedniki w swoim falowniku.
Zamówiłem odpowiednią aparaturę i konwerter PWM na analog 1-10V, wiec za parę dni coś się więcej wyjaśni.
Dziękuję Panowie za trafne sugestie.
- 05 gru 2018, 09:29
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam "Pokury"
Tak wiem że może być sianie błędami od LPT choć komputer to stara stacja robocza HP x4000, powinna być dokładna.
Bardziej obstawiam na sterownik, no ale rzeczywiście muszę to sprawdzić oscyloskopem.
Dzięki za informację. Czy "555" to jakiś układ scalony ? Czy masz schemat takiego układu ?
Tak wiem że może być sianie błędami od LPT choć komputer to stara stacja robocza HP x4000, powinna być dokładna.
Bardziej obstawiam na sterownik, no ale rzeczywiście muszę to sprawdzić oscyloskopem.
Dzięki za informację. Czy "555" to jakiś układ scalony ? Czy masz schemat takiego układu ?
- 04 gru 2018, 20:40
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Dodane 1 godzina 48 minuty 45 sekundy:
Witam ponownie
Jest mały połowiczny postęp.
Ustawiłem sterowanie wrzecionem poprzez opcję Step/Dir motor", "Pulley Ratio" od 7000 do 24000 [RPM]
Wyjście 16 z płyty sterownika zaczął siać konkretnymi wartościami, jednakże nie są to stabilne wartości i charakterystyka jest mocno nie liniowa, dlatego wrzeciono działa bardzo niestabilnie (pływanie obrotów).
w zakresie od 0 do 6000 RPM > 0 V
7000 RPM > 0.1 [V]
8000 0.25 [V]
9000 0.6 [V]
10000 2.4 [V]
11000 4.1 [V]
12000 5.5 [V]
13000 6.6 [V]
14000 8.1 [V]
15000 8.1 [V]
16000 8 [V]
17000 8.4 [V]
18000 8.4 [V]
19000 9.3 [V]
20000 9.7[V]
21000 9.8 [V]
22000 9.3 [V]
23000 9.7[V]
24000 9.5 [V]
Każda z tych podanych wartości nie była stabilna, wahania na multimetrze były znaczące +/- 1V
Co może być przyczyną tych niestabilności?
Czy falownik ma jakieś opcje aby to niwelować ?
Z góry dziękuję za jakąkolwiek pomocną odpowiedź.
Oto manual do mojego falownika:
Witam ponownie
Jest mały połowiczny postęp.
Ustawiłem sterowanie wrzecionem poprzez opcję Step/Dir motor", "Pulley Ratio" od 7000 do 24000 [RPM]
Wyjście 16 z płyty sterownika zaczął siać konkretnymi wartościami, jednakże nie są to stabilne wartości i charakterystyka jest mocno nie liniowa, dlatego wrzeciono działa bardzo niestabilnie (pływanie obrotów).
w zakresie od 0 do 6000 RPM > 0 V
7000 RPM > 0.1 [V]
8000 0.25 [V]
9000 0.6 [V]
10000 2.4 [V]
11000 4.1 [V]
12000 5.5 [V]
13000 6.6 [V]
14000 8.1 [V]
15000 8.1 [V]
16000 8 [V]
17000 8.4 [V]
18000 8.4 [V]
19000 9.3 [V]
20000 9.7[V]
21000 9.8 [V]
22000 9.3 [V]
23000 9.7[V]
24000 9.5 [V]
Każda z tych podanych wartości nie była stabilna, wahania na multimetrze były znaczące +/- 1V
Co może być przyczyną tych niestabilności?
Czy falownik ma jakieś opcje aby to niwelować ?
Z góry dziękuję za jakąkolwiek pomocną odpowiedź.
Oto manual do mojego falownika:
- 02 gru 2018, 19:20
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam
Pogrzebałem trochę na youtubie i znalazłem filmik na którym jest dokładnie mój falownik.
Minuta 6. końcówka AVI została połączona z wyjściem 10V poprzez opornik 1K.. Czy to jest w jakiś sposób wzmocnienie napięcia sygnału z płyty sterownika ?
Pogrzebałem trochę na youtubie i znalazłem filmik na którym jest dokładnie mój falownik.
Minuta 6. końcówka AVI została połączona z wyjściem 10V poprzez opornik 1K.. Czy to jest w jakiś sposób wzmocnienie napięcia sygnału z płyty sterownika ?
- 01 gru 2018, 18:05
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam
Wlasnie czytam wasze linki. Oj gdyby Mach3 miał takie proste rozwiązania jak LinuxCNC, pewnie już bym frezował z automatu
Wlasnie czytam wasze linki. Oj gdyby Mach3 miał takie proste rozwiązania jak LinuxCNC, pewnie już bym frezował z automatu
- 01 gru 2018, 13:16
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witaj
Gdy ustawie PWM base freq na 100 to napięcie na pinie 16 jest bardzo niskie, 100-110 mV
Próbowałem w Mach3 powiązać pin16 z 14 tak aby zapodawać sygnał od chłodzenia, ale coś się nie udało, napięcia na pinie 16 stałe.
Poczekam aż Profi CNC przyśle skonfigurowany plik xml.
Gdy ustawie PWM base freq na 100 to napięcie na pinie 16 jest bardzo niskie, 100-110 mV
Próbowałem w Mach3 powiązać pin16 z 14 tak aby zapodawać sygnał od chłodzenia, ale coś się nie udało, napięcia na pinie 16 stałe.
Poczekam aż Profi CNC przyśle skonfigurowany plik xml.
- 01 gru 2018, 12:18
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam
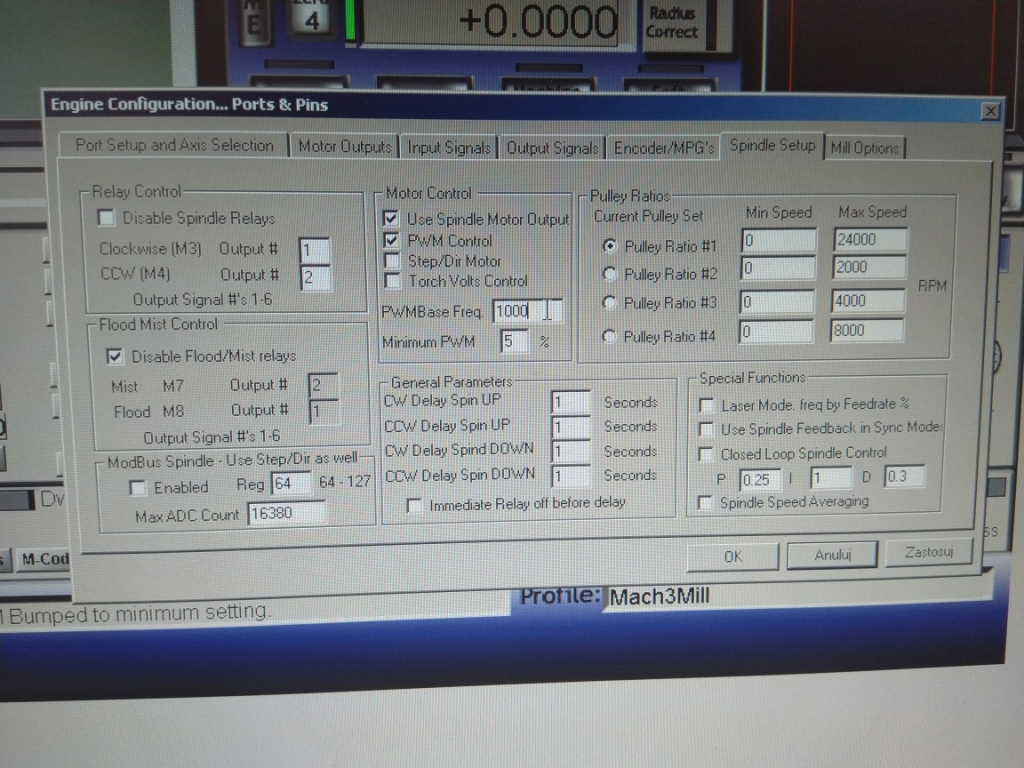
Sprawdziłem jeszcze raz pusty wypięty LPT i dla ostawień: PWM control oraz PWM base freq = 1000 Hz uzyskałem pomiary:
0 RPM 0.06V
6000 R|PM - 1.38 V
12000 RPM - 2.51 V
18000 RPM - 3.65 V
24000 RPM - 4.42 V
natomiast po podłączeniu LPT do płytki sterującej, wyjście na wrzeciono pin16 pokazywało stany:
0 RPM - 0 V
1000 RPM - 1.07 V
wszystko powyżej 1000 RPM - to samo napięcie czyli 1.07 V
To napięcie 1.07 V jest powiązane z PWM base freq = 1000 Hz
jeśli zwiększę PWM base freq na 4166 (max dla Macha) to napięcie będę miał około 4.95 V
I teraz nie wiem jak to zinterpretować, czy mach jeszcze nie skalibrowany (wrzeciono) czy elektronika walnięta...
" OK ale jeśli dasz M3 i załączy się przekaźnik ale pin 16 skonfigurujesz nie jako PWM tylko jako np. chłodzenie czy lewe obroty i użyjesz M4 czy M8 (chłodzenie) w tedy na pine 16 uzyskasz tak jakby pełne wypełnienie i na wyjściu na falownik powinno pojawić się 10V jak wyłączysz M5 lub M9
zrób tak a się w ogóle przekonasz czy ta ich płytka działa i czy przy pełnym wypełnieniu bije do 10V "
Za chwile to sprawdzę i napiszę....
Sprawdziłem jeszcze raz pusty wypięty LPT i dla ostawień: PWM control oraz PWM base freq = 1000 Hz uzyskałem pomiary:
0 RPM 0.06V
6000 R|PM - 1.38 V
12000 RPM - 2.51 V
18000 RPM - 3.65 V
24000 RPM - 4.42 V
natomiast po podłączeniu LPT do płytki sterującej, wyjście na wrzeciono pin16 pokazywało stany:
0 RPM - 0 V
1000 RPM - 1.07 V
wszystko powyżej 1000 RPM - to samo napięcie czyli 1.07 V
To napięcie 1.07 V jest powiązane z PWM base freq = 1000 Hz
jeśli zwiększę PWM base freq na 4166 (max dla Macha) to napięcie będę miał około 4.95 V
I teraz nie wiem jak to zinterpretować, czy mach jeszcze nie skalibrowany (wrzeciono) czy elektronika walnięta...
" OK ale jeśli dasz M3 i załączy się przekaźnik ale pin 16 skonfigurujesz nie jako PWM tylko jako np. chłodzenie czy lewe obroty i użyjesz M4 czy M8 (chłodzenie) w tedy na pine 16 uzyskasz tak jakby pełne wypełnienie i na wyjściu na falownik powinno pojawić się 10V jak wyłączysz M5 lub M9
zrób tak a się w ogóle przekonasz czy ta ich płytka działa i czy przy pełnym wypełnieniu bije do 10V "
Za chwile to sprawdzę i napiszę....
- 01 gru 2018, 11:39
- Forum: Elektrowrzeciono
- Temat: Sterowanie wrzecionem
- Odpowiedzi: 58
- Odsłony: 22790
Re: Sterowanie wrzecionem
Witam. Kolejne kroki w ustawianiu wrzeciono-falownik-Mach3.
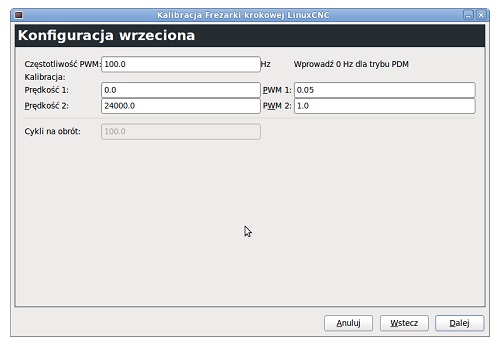
Zmieniłem opcje w Mach3 dla spindle na sterowanie PWM i ustawiłem "PWMbase freq" na 1000, ale przy tym ustawieniu wrzeciono rozkręca się tylko do 2394 [RPM] a napięcie na pinie 16 jest 1.08 [V]. Próbowałem robić kalibrację obrotów wg materiałów EBMia ale nie zmieniło się nic za wiele.

Maksymalna wartość PWMbase freq jaką mach3 przyjmuje to 4166.666 - pytanie, dlaczego?, czy to jakieś zabezpieczenie ?
Czy można to jakoś sprawnie skalibrować? Czy jest możliwe ręczne zmodyfikowanie pliku profilu macha 3 .xml tak aby recznie wpisać zakresy ?
Odnośnie L i H na LPT pin 16, dzwoniłem w tej sprawie do Profi CNC i odpowiedzieli mi ze zdziwieniem że cokolwiek udało mi się tam zmierzyć, twierdzili że LPT pin 16 to powinno się mierzyć oscyloskopem parametr czestotliwości.
NIe sądzę aby płytka była padnięta. Wysłałem im swój plik konfiguracyjny, mają odesłać zmodyfikowany i ustawiony pod Mach3, jak otrzymam będę porównywał ustawienia. Jak na razie udało mi się wycisnąć z płytki 3.95[V] na pini16 przy ustawieniu "PWMbase freq" na 4166 Hz
Zmieniłem opcje w Mach3 dla spindle na sterowanie PWM i ustawiłem "PWMbase freq" na 1000, ale przy tym ustawieniu wrzeciono rozkręca się tylko do 2394 [RPM] a napięcie na pinie 16 jest 1.08 [V]. Próbowałem robić kalibrację obrotów wg materiałów EBMia ale nie zmieniło się nic za wiele.
Maksymalna wartość PWMbase freq jaką mach3 przyjmuje to 4166.666 - pytanie, dlaczego?, czy to jakieś zabezpieczenie ?
Czy można to jakoś sprawnie skalibrować? Czy jest możliwe ręczne zmodyfikowanie pliku profilu macha 3 .xml tak aby recznie wpisać zakresy ?
Odnośnie L i H na LPT pin 16, dzwoniłem w tej sprawie do Profi CNC i odpowiedzieli mi ze zdziwieniem że cokolwiek udało mi się tam zmierzyć, twierdzili że LPT pin 16 to powinno się mierzyć oscyloskopem parametr czestotliwości.
NIe sądzę aby płytka była padnięta. Wysłałem im swój plik konfiguracyjny, mają odesłać zmodyfikowany i ustawiony pod Mach3, jak otrzymam będę porównywał ustawienia. Jak na razie udało mi się wycisnąć z płytki 3.95[V] na pini16 przy ustawieniu "PWMbase freq" na 4166 Hz






