



Kiedy się można spodziewać? W ogóle chciałbym prosić o dopisanie do newslettera: [email protected]
Znaleziono 9 wyników
Wróć do „Problem z segregowaniem procesów obróbki.”
- 12 maja 2017, 22:55
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
- 08 maja 2017, 21:24
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
Podłączyłem dziś płytkę do pomiaru wysokości materiału i po pierwszych testach wpadłem w prawdziwy zachwyt - nowe życie.
Home faktycznie się przydadzą do zastosowania z soft limitami. Jutro zamawiam krańcówki.
Czujnik wysokości narzędzia też się przyda jak najbardziej.
Tylko teraz pytanie:
Jeśli zaintaluję krańcówki home to czy po ręcznej zmianie narzędzia da się ustawić tak, by nie wykonywała najazdu na home tylko sam pomiar narzędzia? Trzeba coś wyrzucić z makra?
Chciałbym też podłączyć sobie pada do sterowania osiami, a czytałem, że bez krańcówek tylko to działa. Czy Home się podłącza gdzieś indziej?
Home faktycznie się przydadzą do zastosowania z soft limitami. Jutro zamawiam krańcówki.
Czujnik wysokości narzędzia też się przyda jak najbardziej.
Tylko teraz pytanie:
Jeśli zaintaluję krańcówki home to czy po ręcznej zmianie narzędzia da się ustawić tak, by nie wykonywała najazdu na home tylko sam pomiar narzędzia? Trzeba coś wyrzucić z makra?
Chciałbym też podłączyć sobie pada do sterowania osiami, a czytałem, że bez krańcówek tylko to działa. Czy Home się podłącza gdzieś indziej?
- 07 maja 2017, 21:11
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
PikoCNC i PikoCAM to zaiste dzieło geniuszu  Są świetne.
Są świetne.
Mam jednak jeszcze jedno pytanie co do obsługi. Chcę sobie zmontować na szybko czujnik pomiaru wysokości materiału w formie płytki laminatu PCB np. Poczytałem instrukcję i rozumiem, że podłączam go pod krańcówkę osi Z, tak, że jeden przewód idzie od GND na płytce, a drugi do IN przypisanego do krańcówki Z.
Pytanie: jak po zamontowaniu materiału i frezu z poziomu programu zmierzyć ten materiał? Nie mam krańcówki, a jedyna opcja jaką widziałem to bazowanie Z, gdzie najpierw jedzie na krańcówkę, potem pomiar narzędzia, a na końcu materiał.
Czy jeśli w ustawieniach zaznaczę że zamontowany jest tylko czujnik wysokości materiału to po wywołaniu bazowania osi pojedzie tylko w dół do czujnika?
Jak uruchomić ten pomiar? Nie widzę na to skrótu ani przycisku na ekranie.
Pomóżcie, bo dobija mnie już pomiar za pomocą kartki papieru
Mam jednak jeszcze jedno pytanie co do obsługi. Chcę sobie zmontować na szybko czujnik pomiaru wysokości materiału w formie płytki laminatu PCB np. Poczytałem instrukcję i rozumiem, że podłączam go pod krańcówkę osi Z, tak, że jeden przewód idzie od GND na płytce, a drugi do IN przypisanego do krańcówki Z.
Pytanie: jak po zamontowaniu materiału i frezu z poziomu programu zmierzyć ten materiał? Nie mam krańcówki, a jedyna opcja jaką widziałem to bazowanie Z, gdzie najpierw jedzie na krańcówkę, potem pomiar narzędzia, a na końcu materiał.
Czy jeśli w ustawieniach zaznaczę że zamontowany jest tylko czujnik wysokości materiału to po wywołaniu bazowania osi pojedzie tylko w dół do czujnika?
Jak uruchomić ten pomiar? Nie widzę na to skrótu ani przycisku na ekranie.
Pomóżcie, bo dobija mnie już pomiar za pomocą kartki papieru
- 16 kwie 2017, 23:25
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
- 16 kwie 2017, 22:04
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
Nie, te kody są w absolutnym. Juz wszystko jasne, po prostu ubzdurałem sobie, że przed uruchomieniem kolejnego kodu muszę maszynę zaparkować na starcie. Ale już wiem, że nie 
Jednak jak ustawić Piko, żeby funkcją "jedź do" przejechać do Z-50 (słownie minus 50mm). Wyłączyć Soft limity dla Z? Bo chyba wpisywałem tam pole robocze i może dlatego nie chce jechać poniżej zera, aby nie walnąć w materiał?
Jednak jak ustawić Piko, żeby funkcją "jedź do" przejechać do Z-50 (słownie minus 50mm). Wyłączyć Soft limity dla Z? Bo chyba wpisywałem tam pole robocze i może dlatego nie chce jechać poniżej zera, aby nie walnąć w materiał?
- 16 kwie 2017, 19:02
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
Hmm, może źle się wyraziłem. Teraz np. będę frezował jedno dzieło, które składa się z 9 osobnych plików z g-codem.RobWan pisze:Tylko po co?MrCluster pisze:Nie mogę sobie poradzić z obsługą polecania, które w Machu kryło się pod przyciskiem "GOTO ZERO". Po jego naciśnięciu maszyna jechała ładnie do X0, Y0, a następnie do Z0.
Masz jakiś program przygotowany do pracy, ustawisz zero materiału i koniec.
Praca na żywo z g-kodem, to niepotrzebne umartwianie się.
Robert
Maszyna skończy jeden i chcę, żeby mi wróciła dokładnie do punktu X0, Y0 i Z0, aby rozpocząć obróbkę kolejnego. No i problem polega na tym, że wraca do X0, Y0, ale już nie chce do Z0.
Chodzi mi tylko o to
- 16 kwie 2017, 16:08
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
Ja mam z kolei inne pytanie.
Nie mogę sobie poradzić z obsługą polecania, które w Machu kryło się pod przyciskiem "GOTO ZERO". Po jego naciśnięciu maszyna jechała ładnie do X0, Y0, a następnie do Z0.
W PikoCNC jest oczywiście skrót Ctrl+X i on działa dla X0, Y0, ale już nie mogę zmusić programu do powrotu do Z0..
Są trzy przypadki, które mnie męczą:
1. Zeruję wszystkie osie na materiale, jadę w inny punkt stołu i po naciśnięciu Ctrl+X wraca mi do X0,Y0, ale już nie do Z0. Z ustawia się nad materiałem, ostatnio około 1,134mm. Jedź do nie pomaga, nie reaguje.
2. Ostatnio frezowałem "ręcznie" rowki na stole. Po wyzerowaniu osi, pojechałem do X550. Po naciśnięciu Ctrl+X wrócił do X0, ale Z się podniosła do Z1,134. Za każdym razem musiałem zerować oś ręcznie.
3. Zeruję osie. Oś Z ustawiam 50mm nad materiałem i zeruję. Puszczam próbne frezowanie na chwilę, jeśli wszystko ok, to chciałbym za pomocą np. "Jedź do" zjechać do Z-50 i zacząć frezować. Ale program nie pozwala, brak reakcji i znów muszę ręcznie zerować oś Z.
Jak mogę sobie poradzić z tą osią Z?
Nie mogę sobie poradzić z obsługą polecania, które w Machu kryło się pod przyciskiem "GOTO ZERO". Po jego naciśnięciu maszyna jechała ładnie do X0, Y0, a następnie do Z0.
W PikoCNC jest oczywiście skrót Ctrl+X i on działa dla X0, Y0, ale już nie mogę zmusić programu do powrotu do Z0..
Są trzy przypadki, które mnie męczą:
1. Zeruję wszystkie osie na materiale, jadę w inny punkt stołu i po naciśnięciu Ctrl+X wraca mi do X0,Y0, ale już nie do Z0. Z ustawia się nad materiałem, ostatnio około 1,134mm. Jedź do nie pomaga, nie reaguje.
2. Ostatnio frezowałem "ręcznie" rowki na stole. Po wyzerowaniu osi, pojechałem do X550. Po naciśnięciu Ctrl+X wrócił do X0, ale Z się podniosła do Z1,134. Za każdym razem musiałem zerować oś ręcznie.
3. Zeruję osie. Oś Z ustawiam 50mm nad materiałem i zeruję. Puszczam próbne frezowanie na chwilę, jeśli wszystko ok, to chciałbym za pomocą np. "Jedź do" zjechać do Z-50 i zacząć frezować. Ale program nie pozwala, brak reakcji i znów muszę ręcznie zerować oś Z.
Jak mogę sobie poradzić z tą osią Z?
- 01 kwie 2017, 23:19
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
- 30 mar 2017, 23:32
- Forum: PikoCNC
- Temat: Problem z segregowaniem procesów obróbki.
- Odpowiedzi: 21
- Odsłony: 3562
Problem z segregowaniem procesów obróbki.
Dziś dotarł do mnie PikoCNC "E" oraz przejściówka od Zelrp. Uruchomiłem i wszystko chodzi pięknie, choć po Machu i CamBam musiałem się trochę oswoić. Teraz już uważam, że jest super.
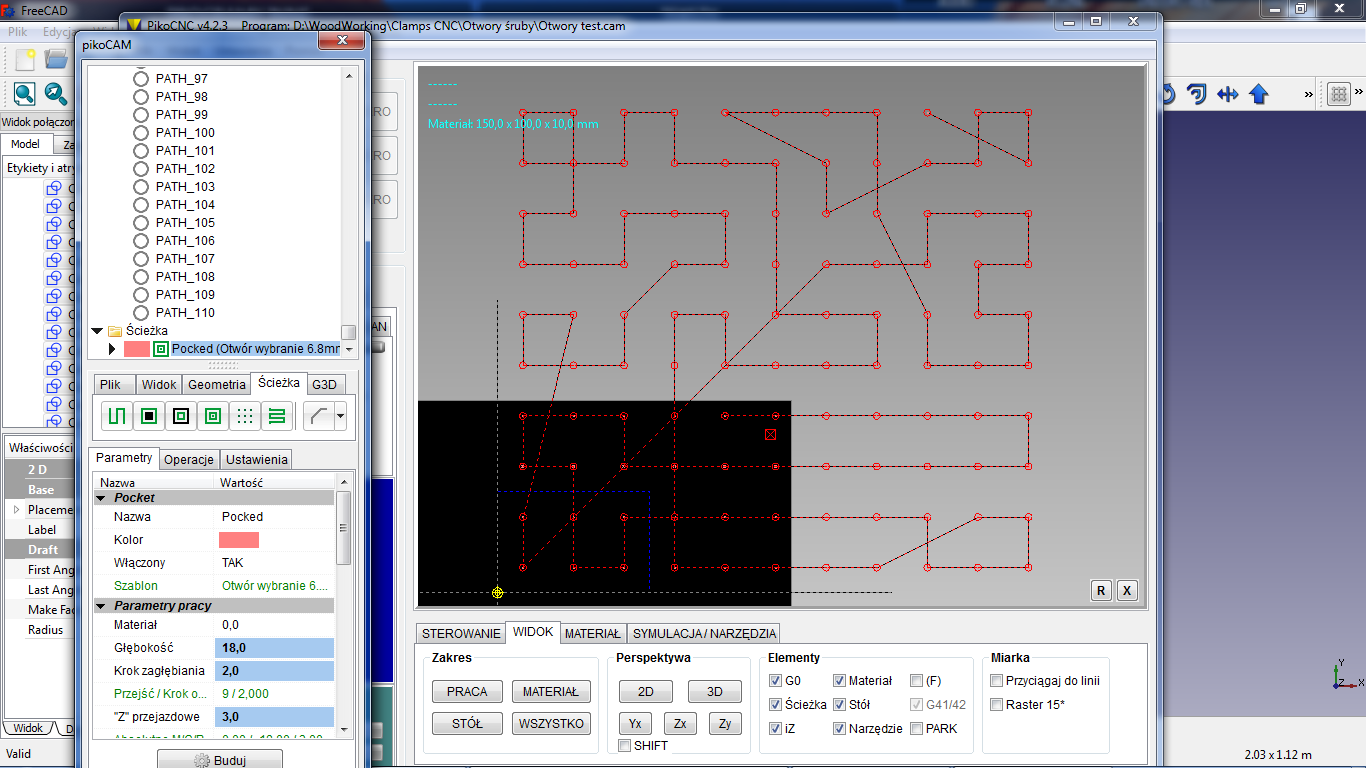
Mam tylko jeden problem. Otóż wykonałem w FreeCAD siatkę otworów 11x11szt.
Po wgraniu DXF do PicoCAM, zaznaczyłem wszystkie otwory i wybrałem Kieszeń jako obróbkę.
Oto efekt automatycznego segregowania procesów (niby fajnie wygląda, ale frez lata po polu jak głupi):
Zrobiłem więc tak, że zaznaczyłem po 11 otworów i dla każdego wiersza utworzyłem osobną obróbkę kieszeni. Efekt jest taki, że nie lata już w osi Y, ale w osi X nie zaczyna od pierwszego otworu (najbliższego X0 i Y0) tylko od dowolnego, jedzie potem w prawo, a na koniec wraca, i jedzie kilka otworów w lewo. Jest lepiej, ale też bez sensu. Idealna sytuacja jest pomiędzy wierszem 5 i 6:
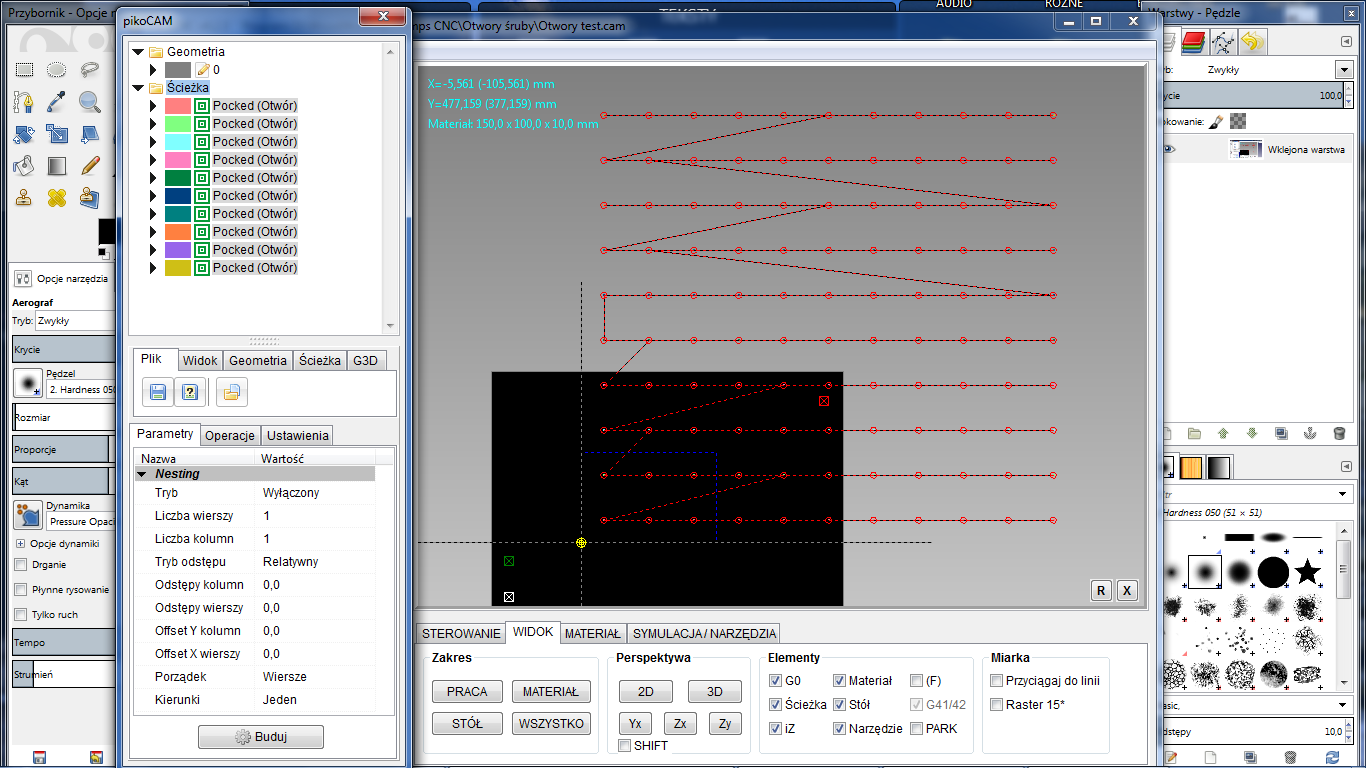
Czy jest jakiś sposób by posegregować procesy utworzone dla poszczególnych otworów, czy też może zmuszenie programu do jechania od lewej do prawej, a najlepiej potem od prawej do lewej w kolejnym wierszu? Tylko bez tworzenia procesów dla każdego otworu osobno
Na ploterze do folii w tym celu muszę np. w Inkscape segregować warstwy, ale i tak zawsze jedna litera jest wyrodna. Tutaj w ogóle nie wiem jak się za to zabrać.
Jeszcze jedno pytanie: jak zwiększyć to czarne pole robocze?
Mam tylko jeden problem. Otóż wykonałem w FreeCAD siatkę otworów 11x11szt.
Po wgraniu DXF do PicoCAM, zaznaczyłem wszystkie otwory i wybrałem Kieszeń jako obróbkę.
Oto efekt automatycznego segregowania procesów (niby fajnie wygląda, ale frez lata po polu jak głupi):
Zrobiłem więc tak, że zaznaczyłem po 11 otworów i dla każdego wiersza utworzyłem osobną obróbkę kieszeni. Efekt jest taki, że nie lata już w osi Y, ale w osi X nie zaczyna od pierwszego otworu (najbliższego X0 i Y0) tylko od dowolnego, jedzie potem w prawo, a na koniec wraca, i jedzie kilka otworów w lewo. Jest lepiej, ale też bez sensu. Idealna sytuacja jest pomiędzy wierszem 5 i 6:
Czy jest jakiś sposób by posegregować procesy utworzone dla poszczególnych otworów, czy też może zmuszenie programu do jechania od lewej do prawej, a najlepiej potem od prawej do lewej w kolejnym wierszu? Tylko bez tworzenia procesów dla każdego otworu osobno
Na ploterze do folii w tym celu muszę np. w Inkscape segregować warstwy, ale i tak zawsze jedna litera jest wyrodna. Tutaj w ogóle nie wiem jak się za to zabrać.
Jeszcze jedno pytanie: jak zwiększyć to czarne pole robocze?






