No i wlasnie ruszyla. Dzisiaj spedzilem doooobre kilkanasie godzin i przetestowalem sporo roznych ustawien i ... no i jest prawie OK.maciek95k pisze:Ta konfiguracja powinna ruszyć.
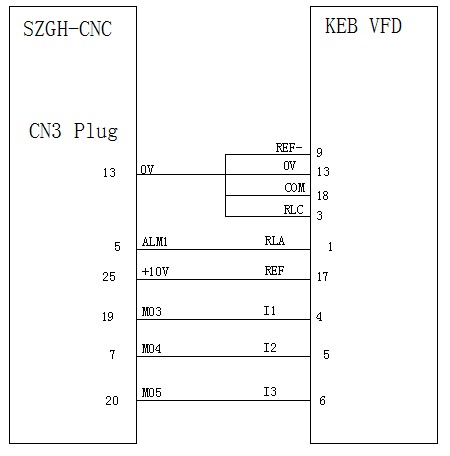
Chyba najwazniejsze to bylo zrozumienie ze X1.19 dziala jako ZEZWOLENIE NA START. Nie wiem jeszcze jak podawac sygnal STOP i czy jest on niezbedny, czy moze tylko brak sygnalu mozna potraktowac jako wylaczenie wrzeciona? Nie jestem automatykiem i fajnie jak by ktos kto ma wiedze w tym temacie sie wypowiedzial.
A pisze ze "prawie OK" dlatego ze:
Przelaczylem sie na styki X1.10 i X1.11 jak sugerowales i to co kosztowalo najwiecej czasu zeby dojsc do tego to ... styk X1.19 zwarlem z 0V na stale. Bez problemu w trybie MANUAL reguluje napiecie 0 do 10V i podaje na X1.17. Gdy recznie podaje 0V na styk X1.10 albo X1.11 to mam obroty wrzeciona odpowiednio regulowane napieciem podawanym na X1.17. Warunek to zwarcie X1.19. Jeszcze nie sprawdzalem czy tylko przy starcie czy musi byc caly czas zwarte do 0V.
Teraz to reczne zwieranie kabelkow X1.10/11/19 musze "zlecic" w sposob inteligentny sterownikowi, z czym nie bedzie problemu. Bardziej chodzi o madre zatrzymywanie wrzeciona.
A teraz ciekawostka dnia. Juz wiadomo ze da sie wgrac plik DXF bezposrednio do sterownika, ale jak to zrobic? Ponizej pelna wersja w oryginale odpowiedzi prosto z Chin:
"copy 2d dxf file to cnc,press "-" key after select this file on CNc,which will generate g code program directly"
Potwierdzam ze dziala ale nie mialem narazie czasu sie pobawic z tym. Napewno narazie generuje mi b. duze pliki. Ale jest swiatelko w tunelu bo ja np sporo wycinam elementow po obrysie ktore rysuje w AutoCadzie wlasnie w 2D.
Mysle ze nie jednej osobie moze sie przydac taka forma wspolpracy ze sterownikiem