Witam,
Mam pytanie odnośnie obróbki indeksowanej (przynajmniej narazie) i tak rozgryzając g-kody doszedłem do pewnych wniosków, ale chciałbym je potwierdzić

Transformacje ROT (AROT), TRANS (ATRANS) powodują mi rotacje i przemieszenie aktywnego układu współrzędnych (np.G54) ale
nie orientują narzędzia.
Transformacja poprzez CYCLE800, która de-facto składa się z TRANS, AROT, ATRANS i TRAORI przemieszcza, obraca układ współrzędnych oraz ustawia narzędzie do aktywnej płaszczyzny - "śledzi" jego przemieszczenie. Czyli jak było Z100 w G17 to po cyklu narzędzie bedę miał takżę na G17 i Z100 i zorientowane w osi "Z".
Więc, mamy taki rysunek (najprostszy przykład z poradnika Sinumerika)
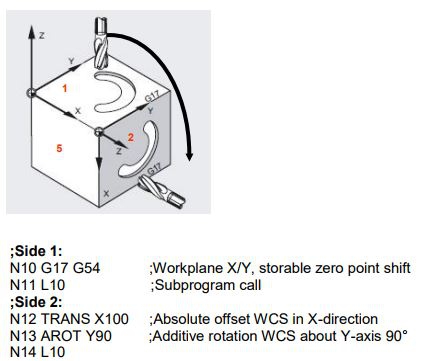
Czy dobrze rozumiem że w tym wypadku by obrobić ściankę "2" w podprogramie (tutaj L10) muszę mieć jakoś orientowanie narzędzia do płaszczyzny G17, np. TOROTZ albo A0 B0 C0 ? Bo sam TRANS i AROT
nie spowoduje mi skręcenia stołu/narzędzia (kwestia rodzaju maszyny) fizycznie.
Przy wykorzystaniu cyklu 800 (odpowiednio zdefiniowanego) zamiast "TRANS X100; AROT 90" w podprogramach nie będę musiał już orientować narzędzia gdyż orientację powoduje mi sam cykl.
Podczas obróbki 2-giej ścianki z wyżej przywołanego rysunku, na ekranie maszyny przy MKS będę poruszał się w Y i Z zaś po przejściu na WKS będę widział ruchy w X i Y ( zakładamy, że MKS ma taki sam układ osi jak G54 ten u góry, oraz obróbkę 2,5D).
pozdrawiam,










