



Bardzo dziekuje za odpowiedz - troszke rozjasnila problem choc nie mam jeszcze na nie rozwiazania.
Poki co na forum Solidcama zapytalem o dzielenie kola na czesci - mam nadzieje ze SolidCam ma taka opcje. Kiedy planujesz wypuscic nowsza wersje ktora bierze pod uwage wykonanie pelnego kola?
Jesli chodzi o G41/G42, niestety jestem zbyt poczatkujacym uzytkownikiem frezarki by odpowiedziec na to pytanie. Wiem ze w solidcamie mozna wybrac w operacji profila czyli tej ktorej uzywam kompensacje prawa, lewa i center. Nie sprawdzalem tego jeszcze bo domyslna jest lewa, czy center nie werznie mi sie w frezowany obiekt na szerokosc promienia frezu.
Co do G54 G90 - nie wiem czy te komendy wykonuja sie ale zasadniczo reszta programow dziala dobrze wiec byc moze szczesliwie piko je ignoruje.
Tak czy inaczej dziekuje za szybka odpowiedz.
Znaleziono 4 wyniki
- 26 paź 2016, 23:02
- Forum: PikoCNC
- Temat: BŁĘDY w Piko
- Odpowiedzi: 264
- Odsłony: 41535
- 25 paź 2016, 21:44
- Forum: PikoCNC
- Temat: BŁĘDY w Piko
- Odpowiedzi: 264
- Odsłony: 41535
Witam serdecznie.
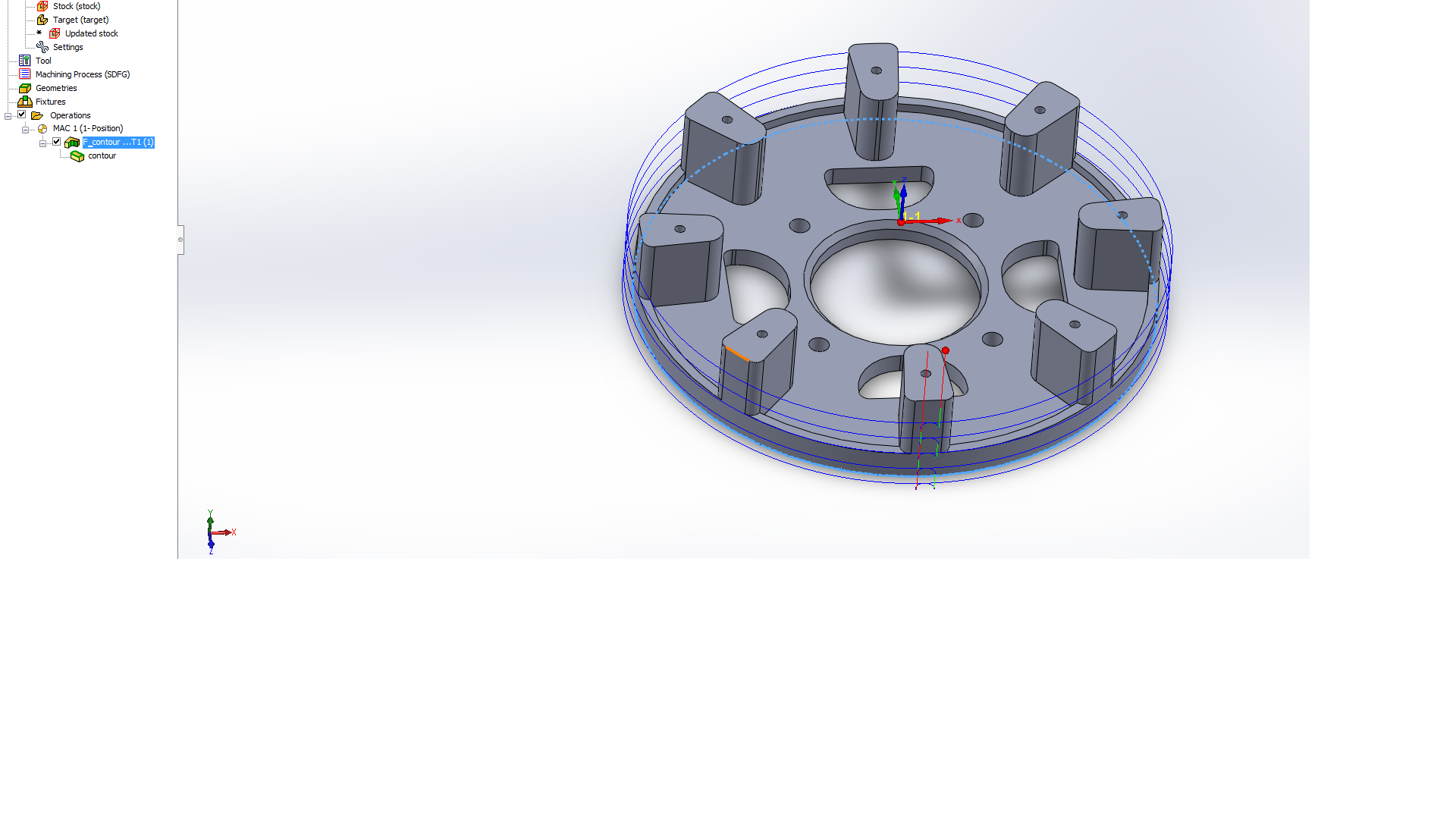
Mam nastepujacy problem. Uzywam SolidCama do generowania Gcodu do piko. Uzywam postprocessora gMilling_3x lub pikoCNC_3x. Wygenerowalem sciezke typu profile aby wyciac caly obiekt z materialu. Symulacja sciezek wyglada tak:
Wygenerowany kod z SolidCama wyglada tak:
Celowo zmienilem recznie w tym kodzie G41 D1 i G42 D2 na G41 R1 i G42 R2 zgodnie z sugestia jaka znalazlem tutaj na forum. W przeciwnym wypadku piko nie pozwala zaladowac gcodu informujac o bledzie (poprzednia wersja ktora mialem zainstalowana nie wyswietlala tego monitu).
Efekt po wgraniu kodu do piko wyglada tak:

Czyli ma sie nijak do projektu w solidcamie. To dziwne bo wczesniejsze projekty byly dokladnie odzwierciedlane w piko i frezowaly bez problemu.
Gdzie tkwi blad i czy to blad piko, postprocessora, moj czy czego? Czy da sie to jakos poprawic?
Pozdrawiam,
Darek.
Mam nastepujacy problem. Uzywam SolidCama do generowania Gcodu do piko. Uzywam postprocessora gMilling_3x lub pikoCNC_3x. Wygenerowalem sciezke typu profile aby wyciac caly obiekt z materialu. Symulacja sciezek wyglada tak:
Wygenerowany kod z SolidCama wyglada tak:
Kod: Zaznacz cały
%
O1000 (SHREDDER2-5)
N100 (COMPENSATION-WEAR)
N102 (REV-0.70)
N104 (OCT-25-2016-9:27:40PM)
N106 (TOOL 1 - DIA 6.)
N1 G90 G17 G40 G80 G00
N108 M06 T1 ()
N110 (F-contour)
N112 G00 G54 G90 X2.289 Y-82.04 S3500 M03
N114 G43 H1 Z120.
N116 S4000
N118 Z25.
N120 Z2.
N122 G01 Z-6. F300.
N124 G41 R1 X2.54 F800.
N126 G03 X0. Y-79.5 I-2.54 J0.
N128 G02 X0. Y-79.5 I0. J79.5
N130 X-0.5 Y-79.4984 I0. J79.5
N132 G03 X-3.0559 Y-82.0224 I-0.016 J-2.5399
N134 G01 G40 X-2.8049 Y-82.024
N136 Z-12. F300.
N138 G42 R1 X-3.0559 Y-82.0224 F800.
N140 G02 X-0.5 Y-79.4984 I2.5399 J-0.016
N142 G03 X0. Y-79.5 I0.5 J79.4984
N144 X0. Y-79.5 I0. J79.5
N146 G02 X2.54 Y-82.04 I0. J-2.54
N148 G01 G40 X2.289
N150 Z-18. F300.
N152 G41 R1 X2.54 F800.
N154 G03 X0. Y-79.5 I-2.54 J0.
N156 G02 X0. Y-79.5 I0. J79.5
N158 X-0.5 Y-79.4984 I0. J79.5
N160 G03 X-3.0559 Y-82.0224 I-0.016 J-2.5399
N162 G01 G40 X-2.8049 Y-82.024
N164 Z-24. F300.
N166 G42 R1 X-3.0559 Y-82.0224 F800.
N168 G02 X-0.5 Y-79.4984 I2.5399 J-0.016
N170 G03 X0. Y-79.5 I0.5 J79.4984
N172 X0. Y-79.5 I0. J79.5
N174 G02 X2.54 Y-82.04 I0. J-2.54
N176 G01 G40 X2.289
N178 Z-30. F300.
N180 G41 R1 X2.54 F800.
N182 G03 X0. Y-79.5 I-2.54 J0.
N184 G02 X0. Y-79.5 I0. J79.5
N186 X-0.5 Y-79.4984 I0. J79.5
N188 G03 X-3.0559 Y-82.0224 I-0.016 J-2.5399
N190 G01 G40 X-2.8049 Y-82.024
N192 G00 Z25.
N194 M05
N196 G00 G28 G91 Z0
N198 G00 G28 G91 X-15.0 Y0.
N200 G90
N202 M06 T1
N204 M30
%
Efekt po wgraniu kodu do piko wyglada tak:
Czyli ma sie nijak do projektu w solidcamie. To dziwne bo wczesniejsze projekty byly dokladnie odzwierciedlane w piko i frezowaly bez problemu.
Gdzie tkwi blad i czy to blad piko, postprocessora, moj czy czego? Czy da sie to jakos poprawic?
Pozdrawiam,
Darek.
- 06 wrz 2016, 21:38
- Forum: PikoCNC
- Temat: BŁĘDY w Piko
- Odpowiedzi: 264
- Odsłony: 41535
Dzieki - sprobuje. Czy mozna gdzies znalezc w necie pomoc do piko i wytlumaczenie wszystkich przyciskow? Bo w samym programie nie ma, nie znalazlem tez na stronie a w paru tematach mam zwyczajnie watpliwosci...
U mnie wysokosc bezpieczna wynosi 50, dojazdowa 1 a predkosc schodzenia - 300. Za co odpowiedzialne sa poszczegolne parametry?
Czy masz pomysl czemu w ogole piko wykonuje ten ruch? Rozumiem ze zablokuje jego przedzial zmieniajac wartosci pola o ktorym napisales, ale to wciaz nie rozwiazuje problemu czemu tak sie dzieje..
U mnie wysokosc bezpieczna wynosi 50, dojazdowa 1 a predkosc schodzenia - 300. Za co odpowiedzialne sa poszczegolne parametry?
Czy masz pomysl czemu w ogole piko wykonuje ten ruch? Rozumiem ze zablokuje jego przedzial zmieniajac wartosci pola o ktorym napisales, ale to wciaz nie rozwiazuje problemu czemu tak sie dzieje..
- 06 wrz 2016, 14:00
- Forum: PikoCNC
- Temat: BŁĘDY w Piko
- Odpowiedzi: 264
- Odsłony: 41535
Witam,
Moj problem polega na tym ze wrzeciono sterowane przez piko w poczatkowej fazie wykonuje jakby ruch bazujacy, ktory w ogole nie istnieje w gcodzie.
Przykladowo mam gcode:
Nie byloby to zasadniczo problemem gdyby nie fakt, ze potrafi czasem wyjsc maszyna poza zakres i wylacza sie na krancowce nim jeszcze zacznie prace mimo ze caly program zawiera sie w dostepnym przedziale. Poprzez ten ruch, ktory nigdzie nie istnieje mam przez to spory problem:(
Czy ktos spotkal sie z tym i wie jak to rozwiazac?
Pozdrawiam,
Kalreg.
Moj problem polega na tym ze wrzeciono sterowane przez piko w poczatkowej fazie wykonuje jakby ruch bazujacy, ktory w ogole nie istnieje w gcodzie.
Przykladowo mam gcode:
Maszyna ma wyzerowane wszystkie wartosci zarowno materialu jak i maszyny na 0. Uruchamiam program i pierwsze co robi maszyna to zaczyna dodawac do osi Z na ok 180 (podnosi sie, ale zdawaloby sie do wartosci losowej) po czym opada do wartosci 50 i zaczyna wykonywac program. Jest to widoczne zarowno w pico jak i na maszynie.
%
G0 Z50
S10000 M3
G0 A0
G1 X100 Y100 F1000
G1 X0 Y20 F500
G1 X-50
G1 Y-20
G0 X-100 Y 100
G0 Z30
M30
Nie byloby to zasadniczo problemem gdyby nie fakt, ze potrafi czasem wyjsc maszyna poza zakres i wylacza sie na krancowce nim jeszcze zacznie prace mimo ze caly program zawiera sie w dostepnym przedziale. Poprzez ten ruch, ktory nigdzie nie istnieje mam przez to spory problem:(
Czy ktos spotkal sie z tym i wie jak to rozwiazac?
Pozdrawiam,
Kalreg.






