



Sory Panowie że tak odgrzebuje temat,ale nie chce tworzyć nowego.
Może mi ktoś wyjaśnić w której linijce pliku axis musze dokonać zmian żeby zmienić przypisane klawisze?
Chodzi o to że obecnie ruch osi X mam pod klawiszami góra/dół, a osi Y lewo/prawo. Chciałbym to zamienić miejscami bo obecnie pracuję na ploterze frezującym w pracy i i przyzwyczaiłem się do jego sterowania, a u mnie akurat jest to na odwrót i łatwo się pomylić :/
Da rade to jakoś prosto zmienić?
Pozdrawiam!
Znaleziono 15 wyników
Wróć do „Linuxcnc i sterownik ZELRP”
- 23 mar 2017, 23:15
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
- 12 mar 2016, 22:39
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
A który parametr odpowiada za prędkość G0 w linuxcnc?
Bo z tego co sprawdzałem przy prędkości 700mm/min nie gubi kroków, taka prędkość jest ustawiona po włączeniu programu. Wyżej już zaczyna gubić kroki. Max prędkość możliwą do ustawienia w programie mam 1080 mm/min i wtedy już gubi kroki i zero dokładności.
Jeśli G0 jedzie z prędkością 1080 to było by to zrozumiałe czemu przestawia punkt zero.
'
Pozdrawiam
Bo z tego co sprawdzałem przy prędkości 700mm/min nie gubi kroków, taka prędkość jest ustawiona po włączeniu programu. Wyżej już zaczyna gubić kroki. Max prędkość możliwą do ustawienia w programie mam 1080 mm/min i wtedy już gubi kroki i zero dokładności.
Jeśli G0 jedzie z prędkością 1080 to było by to zrozumiałe czemu przestawia punkt zero.
'
Pozdrawiam
- 11 mar 2016, 19:35
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
Panowie! Dzisiaj chciałem wyciąć element na gotowo ale uznałem że sprawdzę go przed pracą w materiale właściwym. No i z tego co zauważyłem nie jest to problem z mechaniką tylko z kodem lub ustawieniami, a mianowicie wszystko dobrze idzie gdy w kodzie jest G1, i maszyna jedzie z prędkością 300mm/min. W pewnym momencie z G1 robi się G0 i maszyna ma jechać do punktu 0,0 ale chyba powinna jechać z większym posuwem?? a ona dalej jedzie z prędkością 300mm/min. Tym samym nie dojeżdża do bazy i zaczyna pracę z innego punktu przez co detal jest przesunięty. Po poprawieniu G0 na G1 wszystko wykonuje pięknie.
Teraz pytanie czy to ze przed zmiana na G0 niema w kodzie zmiany posuwu na to wpływa? Czy linuxcnc nie powinien sam wiedzieć , że przy G0 ma się poruszać ruchem szybkim? Jeśli powinien to znaczy że coś mam złe ustawione :// może ktoś podpowiedzieć ?
Edit: Zmieniłem w kodzie na nakrętki wszystkie G0 na G1 i problem zniknął
Jednak dalej ciekawi mnie dlaczego na G0 nie jedzie szybciej niż na G1 ??
Teraz pytanie czy to ze przed zmiana na G0 niema w kodzie zmiany posuwu na to wpływa? Czy linuxcnc nie powinien sam wiedzieć , że przy G0 ma się poruszać ruchem szybkim? Jeśli powinien to znaczy że coś mam złe ustawione :// może ktoś podpowiedzieć ?
Edit: Zmieniłem w kodzie na nakrętki wszystkie G0 na G1 i problem zniknął
Jednak dalej ciekawi mnie dlaczego na G0 nie jedzie szybciej niż na G1 ??
- 09 mar 2016, 19:22
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
Zjawiam się ponownie z nowym problemem ;/
Chcę wyfrezować kilkadziesiąt kieszeni w kształcie nakrętki M8. Zrobiłem standardowo projekt w corel, później w aspire trajektorię i śmigało, jednak okazało się że wymiar jest nie taki jak trzeba (troszkę za mało w projekcie dałem).
Zrobiłem nowy projekt i nową trajektorię z tymi samymi parametrami i po wrzuceniu na maszynę robi jedną warstwę ok, później druga i każda kolejna jest lekko przesunięta w osi X. Frezuję frezem 1,5mm. Postprocesor cały czas ten sam, parametry też, nawet zmniejszyłem posuw, ale nic to nie dało ;o Można pomyśleć że maszyna się gubi, ale na starym projekcie (tym troszkę za małym) wychodzi wszystko dobrze, dokładnie tak jak to zaplanowałem.
Ma ktoś pomysł co to może być?
Dodam że inne detale wychodzą tak jak powinny więc chyba konfigurację maszyny można wykluczyć?
Czy parametr współbieżnie/ Przeciwbieżnie może mieć znaczenie w tej sytuacji?
pozdrawiam
Chcę wyfrezować kilkadziesiąt kieszeni w kształcie nakrętki M8. Zrobiłem standardowo projekt w corel, później w aspire trajektorię i śmigało, jednak okazało się że wymiar jest nie taki jak trzeba (troszkę za mało w projekcie dałem).
Zrobiłem nowy projekt i nową trajektorię z tymi samymi parametrami i po wrzuceniu na maszynę robi jedną warstwę ok, później druga i każda kolejna jest lekko przesunięta w osi X. Frezuję frezem 1,5mm. Postprocesor cały czas ten sam, parametry też, nawet zmniejszyłem posuw, ale nic to nie dało ;o Można pomyśleć że maszyna się gubi, ale na starym projekcie (tym troszkę za małym) wychodzi wszystko dobrze, dokładnie tak jak to zaplanowałem.
Ma ktoś pomysł co to może być?
Dodam że inne detale wychodzą tak jak powinny więc chyba konfigurację maszyny można wykluczyć?
Czy parametr współbieżnie/ Przeciwbieżnie może mieć znaczenie w tej sytuacji?
pozdrawiam
- 20 lut 2016, 10:25
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
Tak, kwadrat wycina w dobrym wymiarze.
Inne scale ponieważ w X mam śrubę trapezową 16x4 a w Y i Z 12x3
Spróbuje tak jak mówisz ze zwykłym G03 i dam znać, na Machu miałem bardzo podobny problem i okazało się ze postprocesor był niepoprawny.
[ Dodano: 2016-02-20, 14:37 ]
Problem rozwiązany w sumie nie wiem do końca co zrobiłem że działa ale jest dobrze, pozmienialem trochę w pliku ini i jest git 
Przy posuwie większym niż 700 chyba się gubi i powstaje tak samo jak wczesniej. Jednak postprocesor g code mm w ASPIRE działa dobrze
pozdrawiam
Inne scale ponieważ w X mam śrubę trapezową 16x4 a w Y i Z 12x3
Spróbuje tak jak mówisz ze zwykłym G03 i dam znać, na Machu miałem bardzo podobny problem i okazało się ze postprocesor był niepoprawny.
[ Dodano: 2016-02-20, 14:37 ]
Problem rozwiązany
Przy posuwie większym niż 700 chyba się gubi i powstaje tak samo jak wczesniej. Jednak postprocesor g code mm w ASPIRE działa dobrze
pozdrawiam
- 19 lut 2016, 21:51
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
Witam ponownie, komputer już podłączony pod maszynę, skonfigurowany tak że na prostych jako tako sobie radzi, ale już koła to dla niego wyższa poprzeczka i za cholerę nie chcą się wyfrezować kieszeni w kształcie koła :/
Skonfigurowałem najbardziej podobnie do tego co miałem w machu i co działało, ale nie wychodzą. Zmieniałem już parametry SCALE, Max acceleration, Max velovity i nic nie udało mi się naprawić. Postprocesor w CAM-ie też zmieniałem. Próbowałem na g-code mm (*tap) i na pobranym z tej strony http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Cam_post do Vectric i jest bez zmian.
W tej chwili maszyna kieszeń w kształcie koła wykonuje tak jak na zdjęciach, z różnymi parametrami w pliku .ini
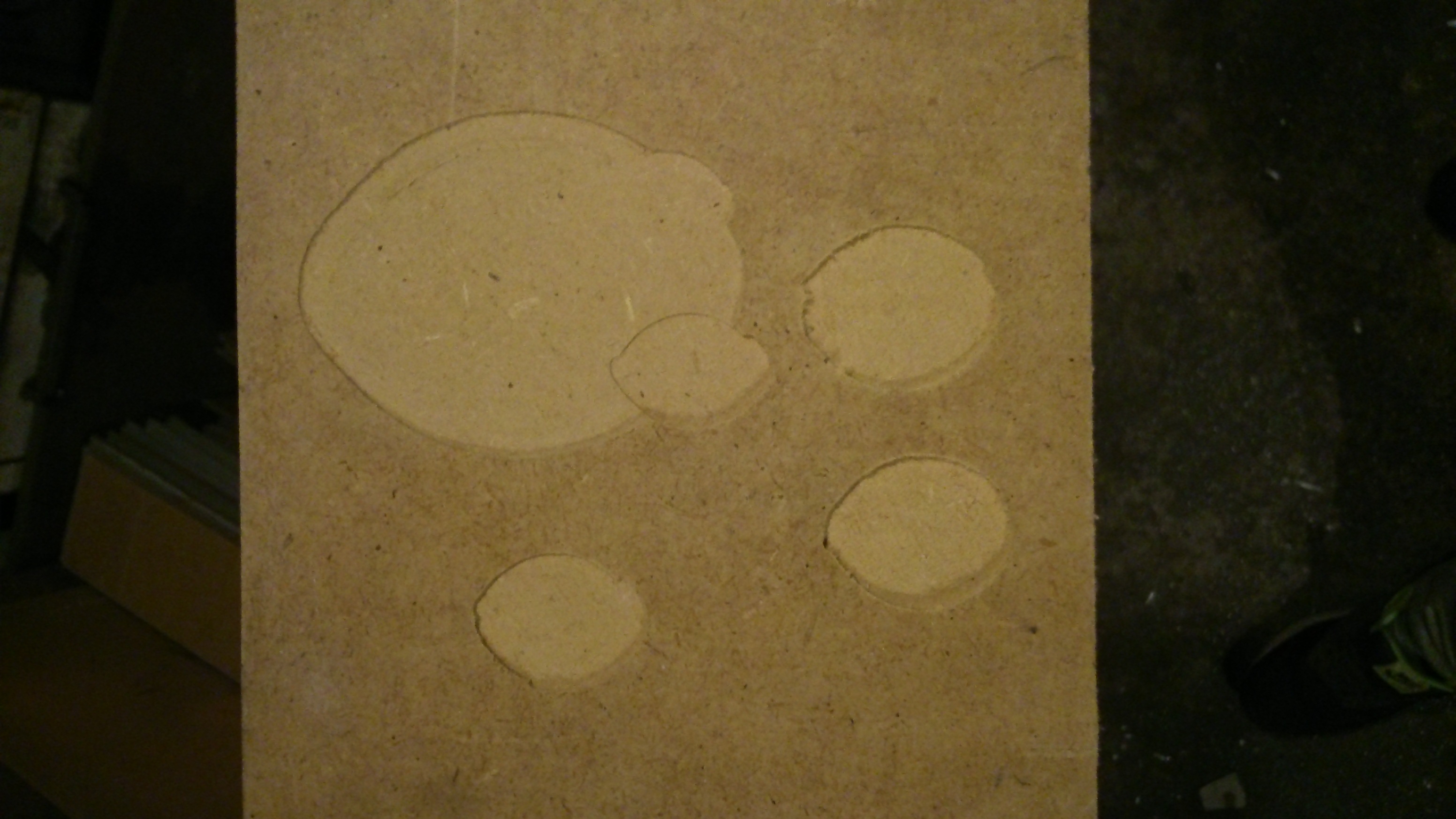

Nie mam pojęcia o co jej chodzi? Wszystko jest w zakresie roboczym stołu, silniki na prostych się nie gubią, dźwiękowo chodzą ładnie i nie ma żadnych dziwnych odgłosów ;o
W załącznikach daję plik .ini, .hal i kody z cam-a których używałem bo bez sensu wklejać to wszystko i wydłużać posty.
Pozdrawiam i myślę, że ktoś miał podobny problem i podpowie w czym grzebać żeby działało tak jak powinno
Skonfigurowałem najbardziej podobnie do tego co miałem w machu i co działało, ale nie wychodzą. Zmieniałem już parametry SCALE, Max acceleration, Max velovity i nic nie udało mi się naprawić. Postprocesor w CAM-ie też zmieniałem. Próbowałem na g-code mm (*tap) i na pobranym z tej strony http://wiki.linuxcnc.org/cgi-bin/wiki.pl?Cam_post do Vectric i jest bez zmian.
W tej chwili maszyna kieszeń w kształcie koła wykonuje tak jak na zdjęciach, z różnymi parametrami w pliku .ini
Nie mam pojęcia o co jej chodzi? Wszystko jest w zakresie roboczym stołu, silniki na prostych się nie gubią, dźwiękowo chodzą ładnie i nie ma żadnych dziwnych odgłosów ;o
W załącznikach daję plik .ini, .hal i kody z cam-a których używałem bo bez sensu wklejać to wszystko i wydłużać posty.
Pozdrawiam i myślę, że ktoś miał podobny problem i podpowie w czym grzebać żeby działało tak jak powinno
- 18 lut 2016, 15:42
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
- 17 lut 2016, 22:01
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
- 17 lut 2016, 21:47
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
- 12 lut 2016, 20:35
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linuxcnc i sterownik ZELRP
- Odpowiedzi: 30
- Odsłony: 10133
Zrobiłem konfigurację od nowa, trochę pozmieniałem i jak narazie pracuje dobrze, w programie nie oszukuje i nie wydaje dziwnych dźwięków, jeździ tyle ile ma jechać.
Chciałem zrobić okrągłą kieszeń, zrobiłem projekt w ASPIRE i zapisałem w mm.tap tak jak radził ktoś na forum. Maszyna śmiga, ale do ok 500 linii kodu a potem wyskakuje "błąd w pozycji napędu 1". Na forum znalazłem jeden temat o tym i zmieniłem SCALE na 667 żeby nie było przecinków ale nic to nie dało. Temu też jest winny komputer?
Domyślam się że może maszyna się gubi i przez to się wyłącza?
Na zmniejszonym posuwie jest to samo
pozdrawiam
EDIT : poczytałem trochę i spróbuję pozmieniać jeszcze parametry ferror i zacznę szukać nowego komputera bo chyba nic z tego nie będzie na tym sprzęcie ;/
EDIT2: Kupiłem gx270 i jak przyjdzie będę testował, mam nadzieję że wszystko będzie już ok.
Chciałem zrobić okrągłą kieszeń, zrobiłem projekt w ASPIRE i zapisałem w mm.tap tak jak radził ktoś na forum. Maszyna śmiga, ale do ok 500 linii kodu a potem wyskakuje "błąd w pozycji napędu 1". Na forum znalazłem jeden temat o tym i zmieniłem SCALE na 667 żeby nie było przecinków ale nic to nie dało. Temu też jest winny komputer?
Domyślam się że może maszyna się gubi i przez to się wyłącza?
Na zmniejszonym posuwie jest to samo
pozdrawiam
EDIT : poczytałem trochę i spróbuję pozmieniać jeszcze parametry ferror i zacznę szukać nowego komputera bo chyba nic z tego nie będzie na tym sprzęcie ;/
EDIT2: Kupiłem gx270 i jak przyjdzie będę testował, mam nadzieję że wszystko będzie już ok.






