



Znaleziono 5 wyników
Wróć do „Tokarka EMCO 342 Sinumerik 810T Problem z programem”
- 11 lut 2016, 20:29
- Forum: Siemens Sinumerik CNC
- Temat: Tokarka EMCO 342 Sinumerik 810T Problem z programem
- Odpowiedzi: 15
- Odsłony: 7197
- 10 lut 2016, 17:39
- Forum: Siemens Sinumerik CNC
- Temat: Tokarka EMCO 342 Sinumerik 810T Problem z programem
- Odpowiedzi: 15
- Odsłony: 7197
Witam ponownie. Dalej walczę z moją emco. Mam pytanie jak z poziomu pulpitu zacisnąć wrzeciono i je otworzyć? Próbowałem wejść przez uberspeichern i w zwichenspeicher pod m wpisuje 25 albo 26 ale nie ma reakcji. Jeśli manualnie wysteruje w szafie zawory to wtedy chwyt działa. Czy należy wpisać jakieś dane w settingdaten tak jak miało to miejsce w przypadku obrotów wrzeciona ?
[ Dodano: 2016-02-11, 12:58 ]
Kolejny problem. Po napisaniu krótkiego programu wyrzuca mi błąd:
3000 1N 5 allgem. Programmierfehler.
Panowie jestem juz załamany, może ktoś z okolic szczecina chciałby to obejrzeć i zobaczyć o co chodzi, zapłacę oczywiście.
[ Dodano: 2016-02-11, 12:58 ]
Kolejny problem. Po napisaniu krótkiego programu wyrzuca mi błąd:
3000 1N 5 allgem. Programmierfehler.
Panowie jestem juz załamany, może ktoś z okolic szczecina chciałby to obejrzeć i zobaczyć o co chodzi, zapłacę oczywiście.
- 08 lut 2016, 20:41
- Forum: Siemens Sinumerik CNC
- Temat: Tokarka EMCO 342 Sinumerik 810T Problem z programem
- Odpowiedzi: 15
- Odsłony: 7197
Mój program wygląda tak:
%MPF 1
N10 G18 G90 G71
N20 G54
N30 G59 Z115
N40 M05
N45 G00 X100 Z100
N50 T2 D1
N60 G00 X-5 Z-53
N70 M25
N80 M00
N90 M26
N100 G00 X-25 Z-50
N110 G00 Z-55
N120 G95 F0.3
N130 M04 S600
N140 G01 X0.1
N150 G00 Z100
N160 T5 D10
N170 G95 F0.3
N180 M03 S1000
N190 G00 X0 Z-53
N200 G01 Z-103
N210 G01 Z-53
N220 G00 Z50
N230 T7 D12
N240 G00 X0 Z-52
N250 G95 F0.7
N260 M03 S10
N270 G01 Z-60
N280 M05
N290 G01 Z0
N300 M04 S10
N310 G01 Z2
N320 G00 X50 Z100
N330 L1 P9
N040 G00 X50 Z100
N370 M30
%SPF1
N10 T2 D1
N20 G95 F0.3
N30 M04 S600
N40 G90 G00 X-25 Z-107.5
N50 G01 X-14
N60 G01 X22
N70 G91 G00 Z6.062
N80 G01 X3.5 Z-6.062
N90 G01 Z-0.05
N100 G90 G01 X0.1
N110 G00 X0 Z0
N115 M05
N120 T5 D10
N122 G95 F0.3
N082 M03 S1000
N180 G00 X0 Z-105.5
N190 G91 G01 Z-53
N200 G01 Z53
N210 G90 G00 Z100
N220 T7 D12
N230 G00 X0 Z-105.5
N240 G95 F0.7
N250 M03 S10
N260 G91 G01 Z-12
N270 M05
N280 G90 G00 Z113
N290 M04 S10
N000 G91 G01 Z14
N000 G90 G00 X25 Z100
N370 M17
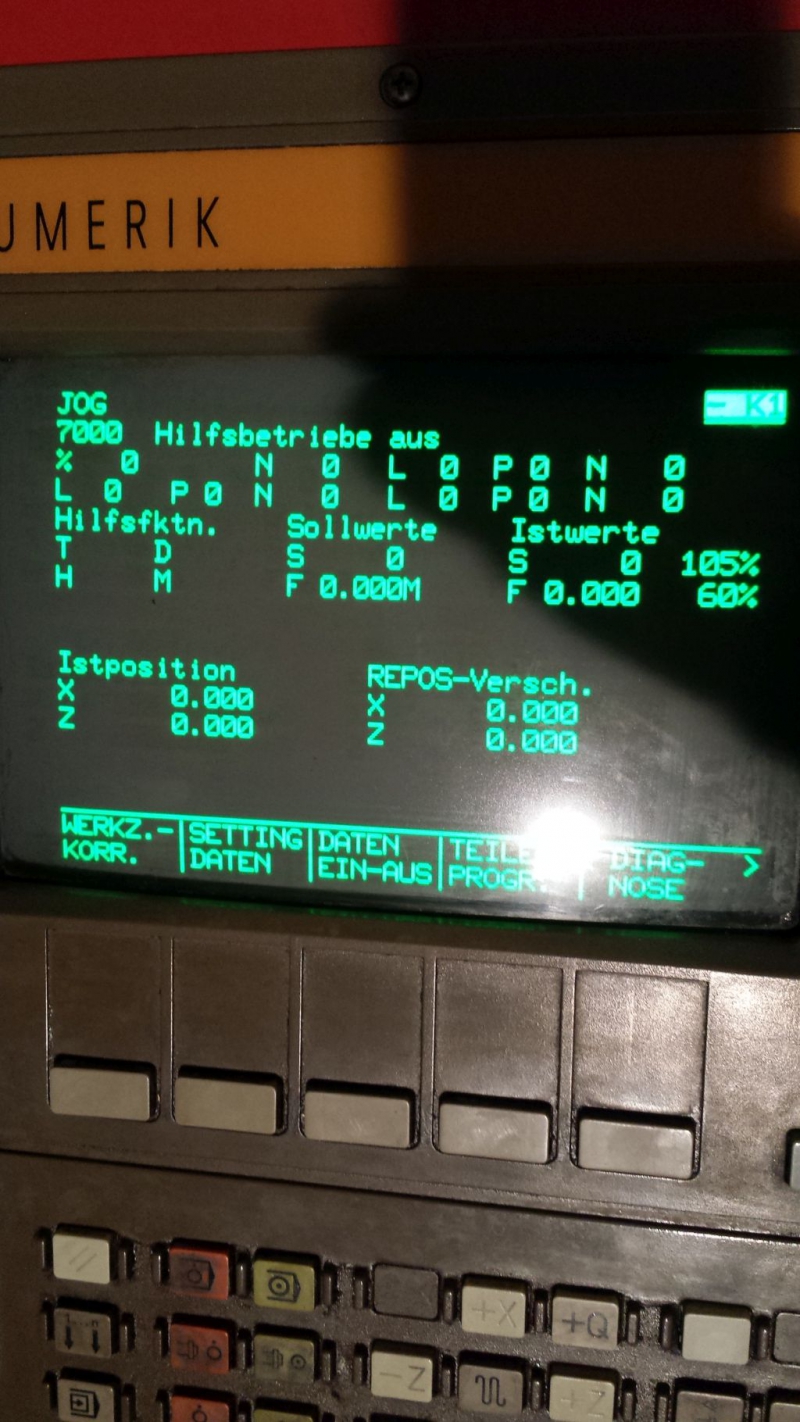
Jeśli chodzi o symulacje, rozmawiałem z człowiekiem, który robi na takiej tokarce i u niego ta funkcja działa, możliwe że nie oryginalnie. Mój ref. point ma wartości jak na foto poniżej
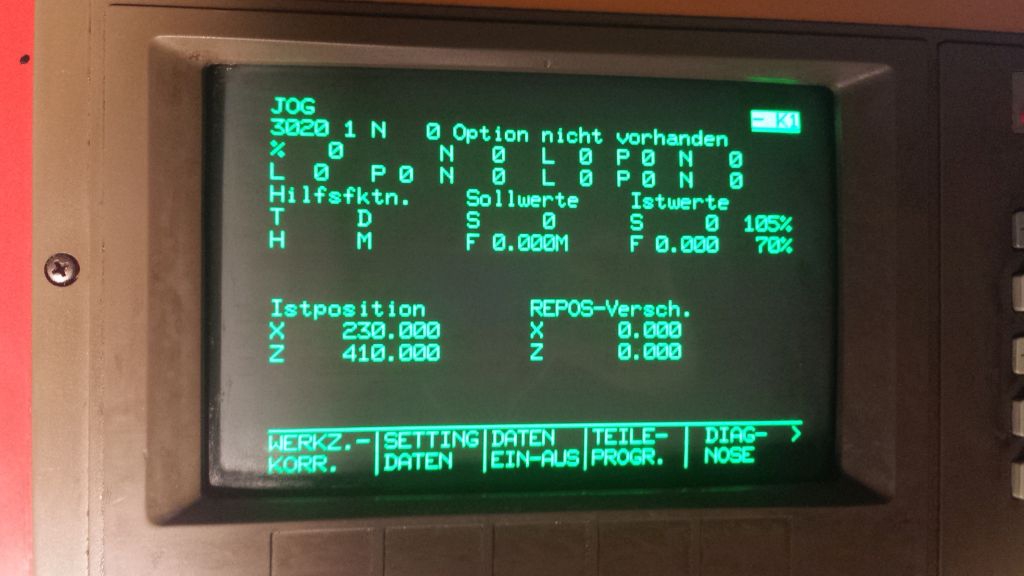
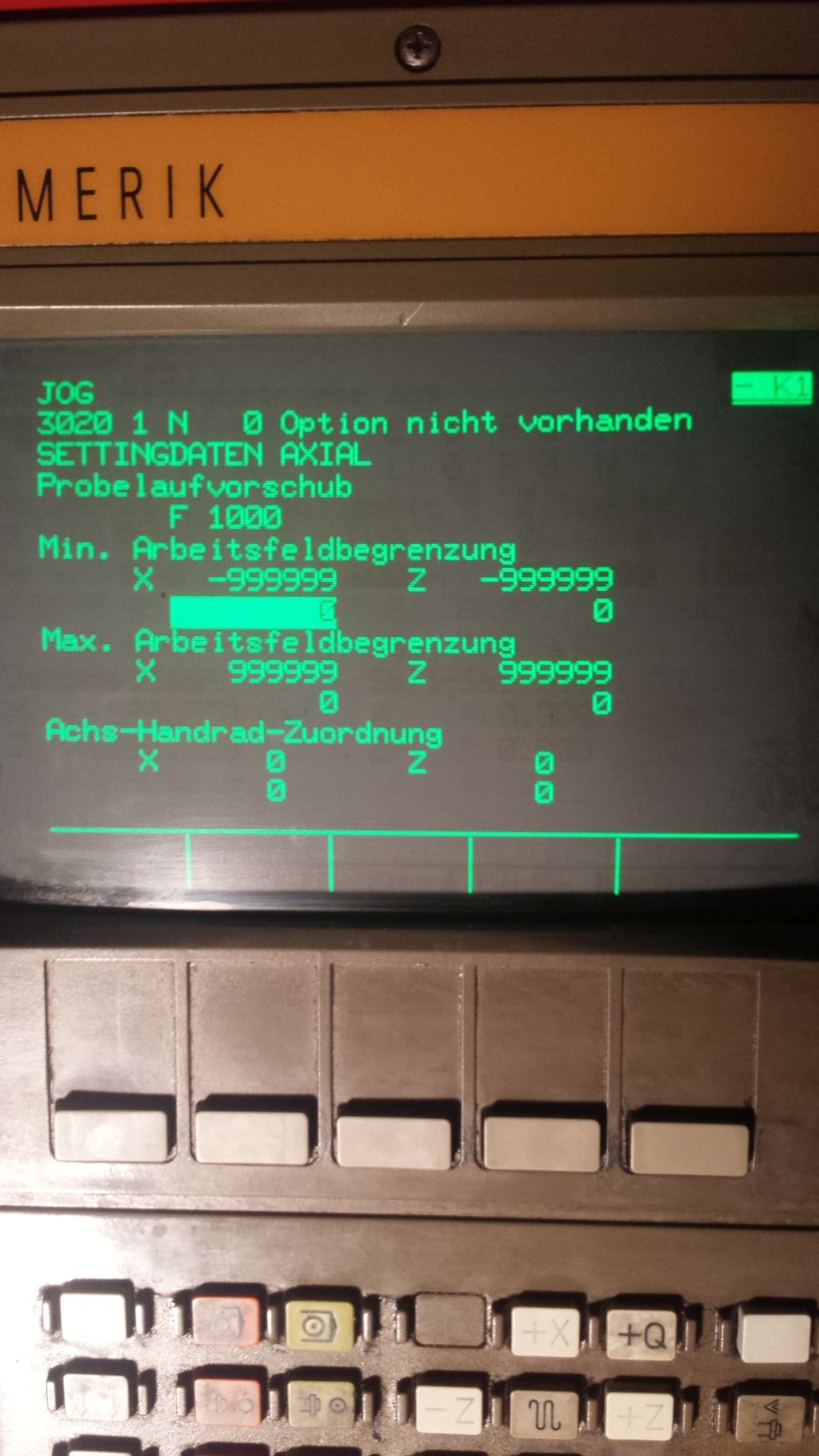
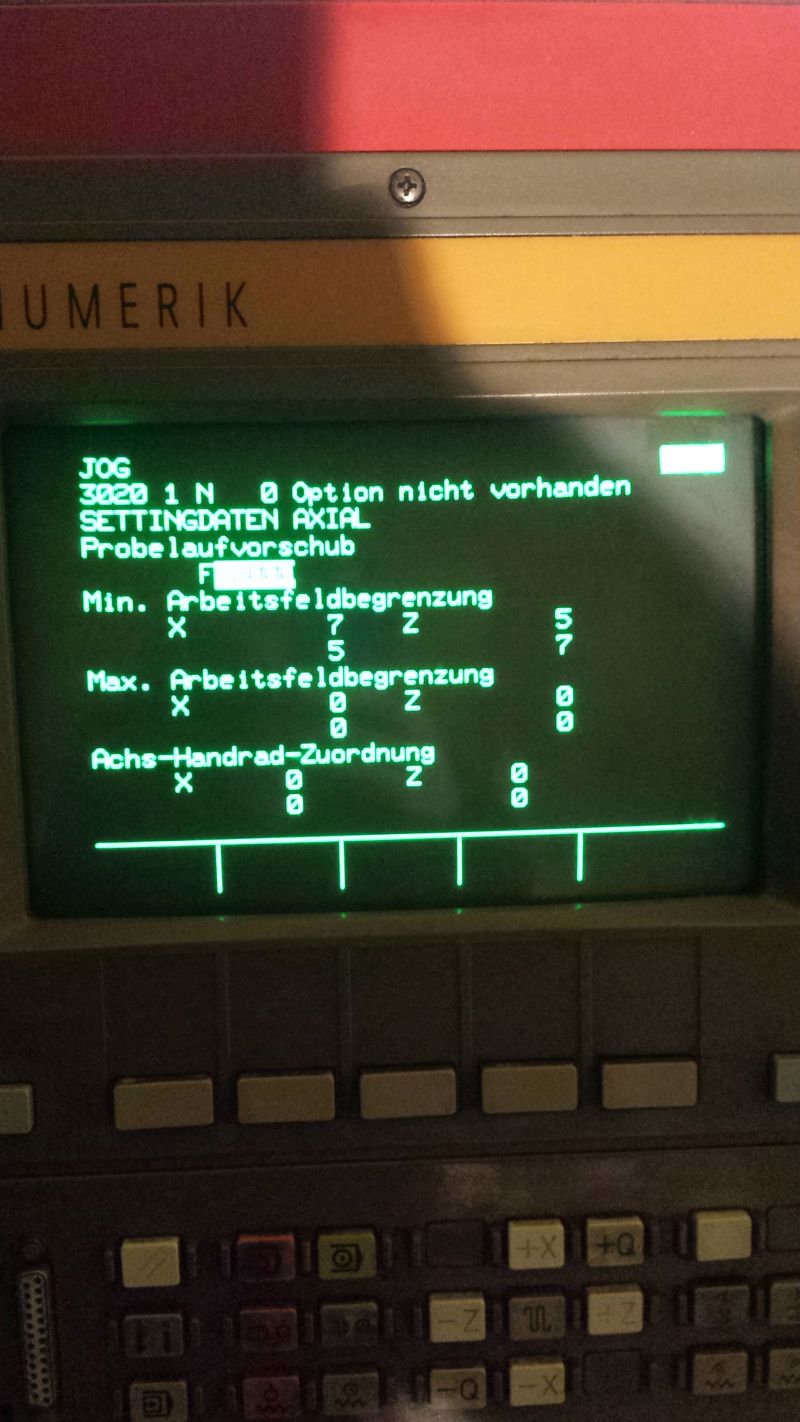
-X dojeżdża do takiej wartości jak -15.600 a -Z nie dochodzi do krańcówki bo przywali w obudowe i wartość wynosi 141.650 a wygląda to tak:

Rozumiem, że jako ograniczenie pola roboczego należy wprowadzić właśnie te dane? Nasuwa mi się kolejne pytanie czemu w tych parametrach jest dodatkowe pole gdzie aktualnie widać zero, bo po wprowadzeniu tych danych niestety dalej mam ten sam błąd.
Może moje pytania są głupie, ale wcześniej pracowałem przy zwykłych tokarkach, a numeryk to dla mnie nowość i nie wszystko z tych materiałów o sinumeriku jest dla mnie zrozumiałe.
%MPF 1
N10 G18 G90 G71
N20 G54
N30 G59 Z115
N40 M05
N45 G00 X100 Z100
N50 T2 D1
N60 G00 X-5 Z-53
N70 M25
N80 M00
N90 M26
N100 G00 X-25 Z-50
N110 G00 Z-55
N120 G95 F0.3
N130 M04 S600
N140 G01 X0.1
N150 G00 Z100
N160 T5 D10
N170 G95 F0.3
N180 M03 S1000
N190 G00 X0 Z-53
N200 G01 Z-103
N210 G01 Z-53
N220 G00 Z50
N230 T7 D12
N240 G00 X0 Z-52
N250 G95 F0.7
N260 M03 S10
N270 G01 Z-60
N280 M05
N290 G01 Z0
N300 M04 S10
N310 G01 Z2
N320 G00 X50 Z100
N330 L1 P9
N040 G00 X50 Z100
N370 M30
%SPF1
N10 T2 D1
N20 G95 F0.3
N30 M04 S600
N40 G90 G00 X-25 Z-107.5
N50 G01 X-14
N60 G01 X22
N70 G91 G00 Z6.062
N80 G01 X3.5 Z-6.062
N90 G01 Z-0.05
N100 G90 G01 X0.1
N110 G00 X0 Z0
N115 M05
N120 T5 D10
N122 G95 F0.3
N082 M03 S1000
N180 G00 X0 Z-105.5
N190 G91 G01 Z-53
N200 G01 Z53
N210 G90 G00 Z100
N220 T7 D12
N230 G00 X0 Z-105.5
N240 G95 F0.7
N250 M03 S10
N260 G91 G01 Z-12
N270 M05
N280 G90 G00 Z113
N290 M04 S10
N000 G91 G01 Z14
N000 G90 G00 X25 Z100
N370 M17
Jeśli chodzi o symulacje, rozmawiałem z człowiekiem, który robi na takiej tokarce i u niego ta funkcja działa, możliwe że nie oryginalnie. Mój ref. point ma wartości jak na foto poniżej
-X dojeżdża do takiej wartości jak -15.600 a -Z nie dochodzi do krańcówki bo przywali w obudowe i wartość wynosi 141.650 a wygląda to tak:
Rozumiem, że jako ograniczenie pola roboczego należy wprowadzić właśnie te dane? Nasuwa mi się kolejne pytanie czemu w tych parametrach jest dodatkowe pole gdzie aktualnie widać zero, bo po wprowadzeniu tych danych niestety dalej mam ten sam błąd.
Może moje pytania są głupie, ale wcześniej pracowałem przy zwykłych tokarkach, a numeryk to dla mnie nowość i nie wszystko z tych materiałów o sinumeriku jest dla mnie zrozumiałe.
- 07 lut 2016, 17:13
- Forum: Siemens Sinumerik CNC
- Temat: Tokarka EMCO 342 Sinumerik 810T Problem z programem
- Odpowiedzi: 15
- Odsłony: 7197
Dziękuję za odpowiedź  . Nie napisałem jakie jest pole robocze tej tokarki, bo nie wiem. Jeśli byłbyś skłonny mi powiedzieć jak je ustalić to jutro to zrobię. Czy pole robocze to obszar od wrzeciona do punktu referencyjnego? Jutro wrzuce dane które mi podałeś i zobaczę czy ruszy symulacja. Wieczorem napiszę jak poszło.
. Nie napisałem jakie jest pole robocze tej tokarki, bo nie wiem. Jeśli byłbyś skłonny mi powiedzieć jak je ustalić to jutro to zrobię. Czy pole robocze to obszar od wrzeciona do punktu referencyjnego? Jutro wrzuce dane które mi podałeś i zobaczę czy ruszy symulacja. Wieczorem napiszę jak poszło.
- 06 lut 2016, 07:26
- Forum: Siemens Sinumerik CNC
- Temat: Tokarka EMCO 342 Sinumerik 810T Problem z programem
- Odpowiedzi: 15
- Odsłony: 7197
Tokarka EMCO 342 Sinumerik 810T Problem z programem
Witam. Na forum jestem już jakiś czas jako "cichy obserwator". Niestety nie znalazłem działu do przywitania się więc zrobię to tu.
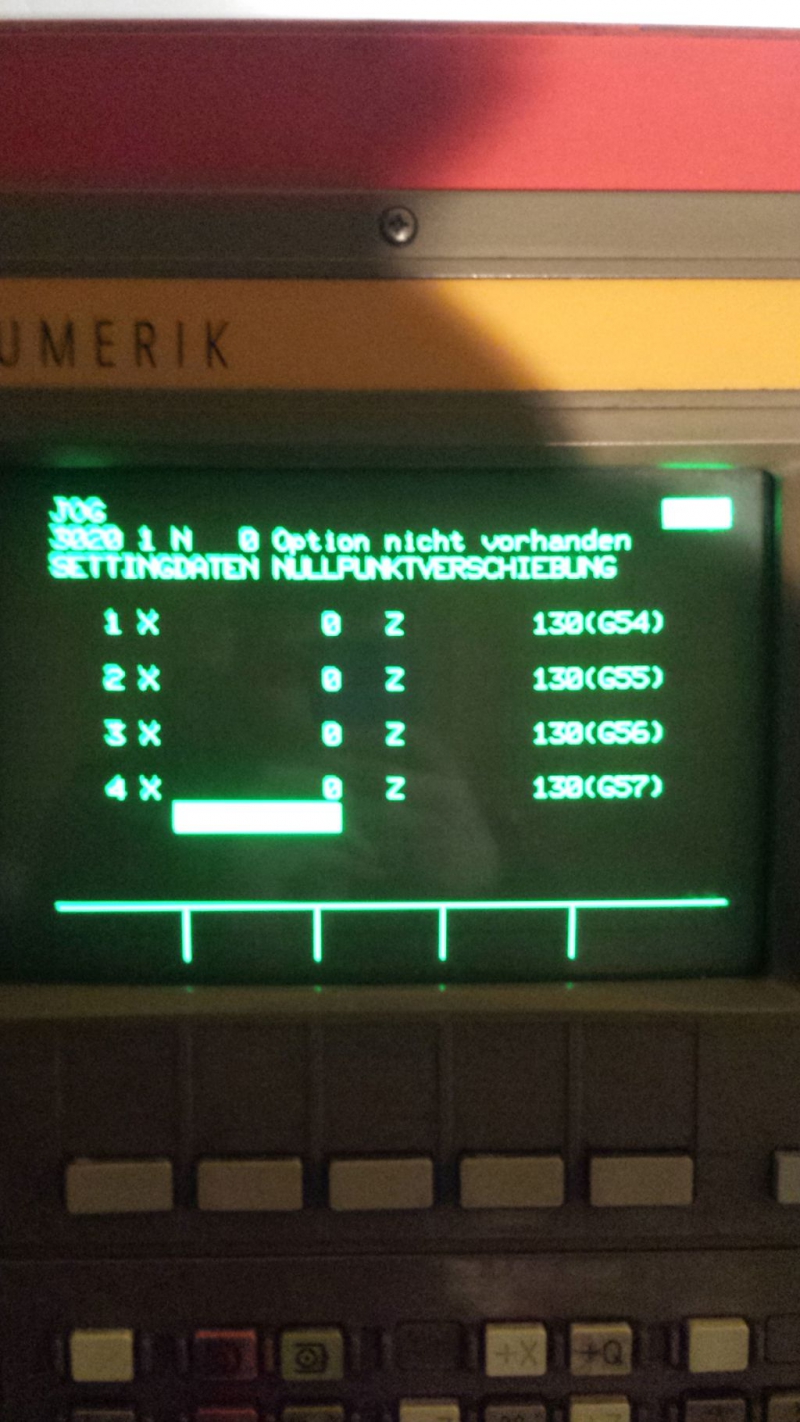
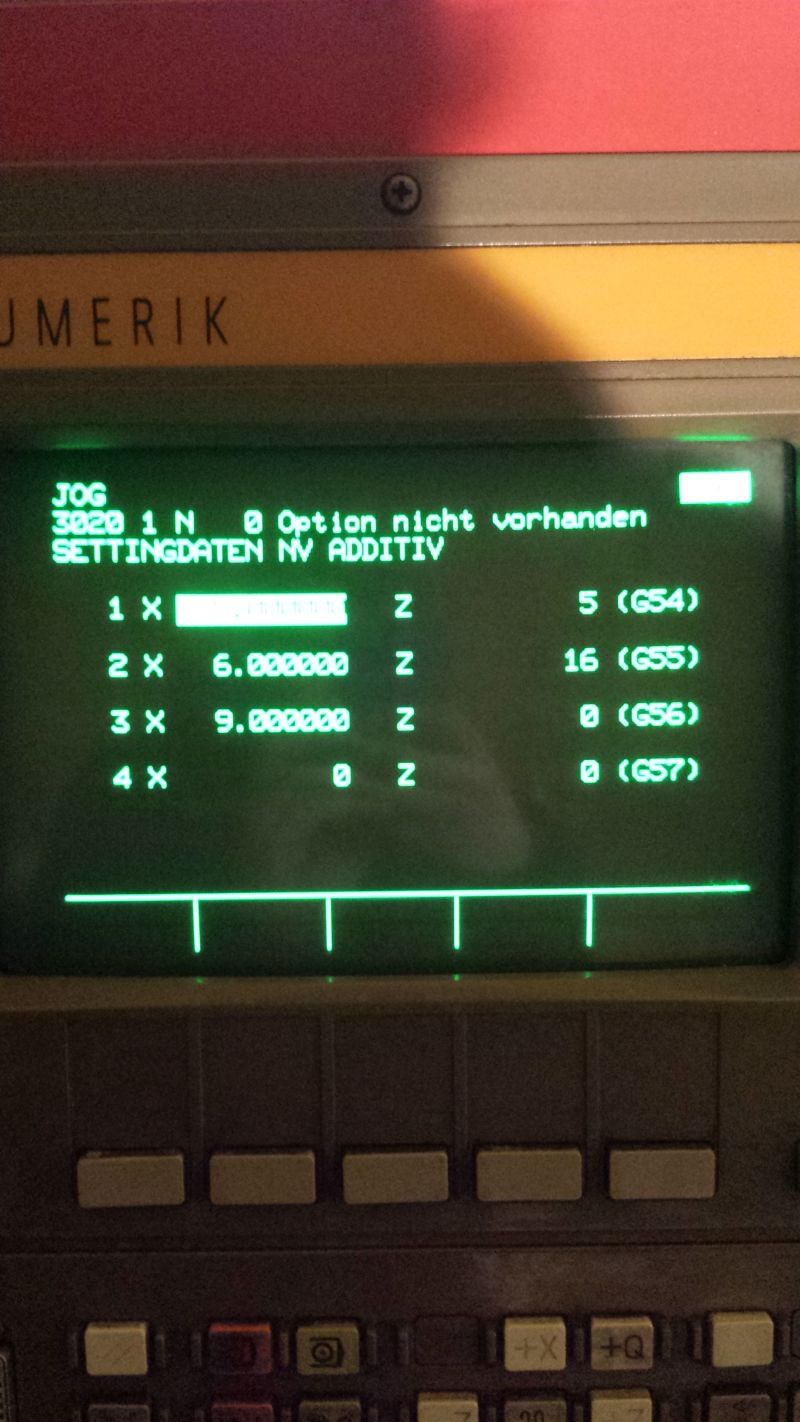
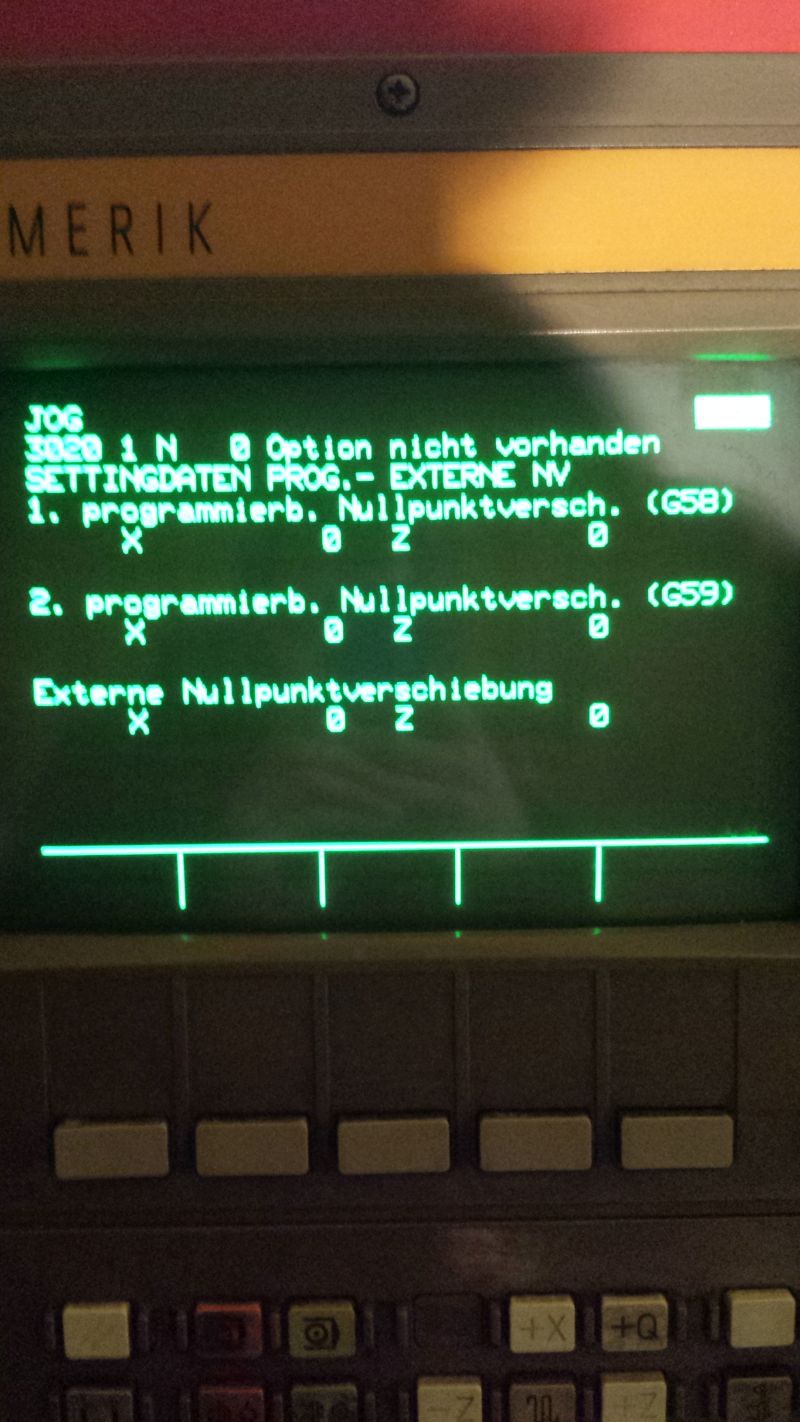
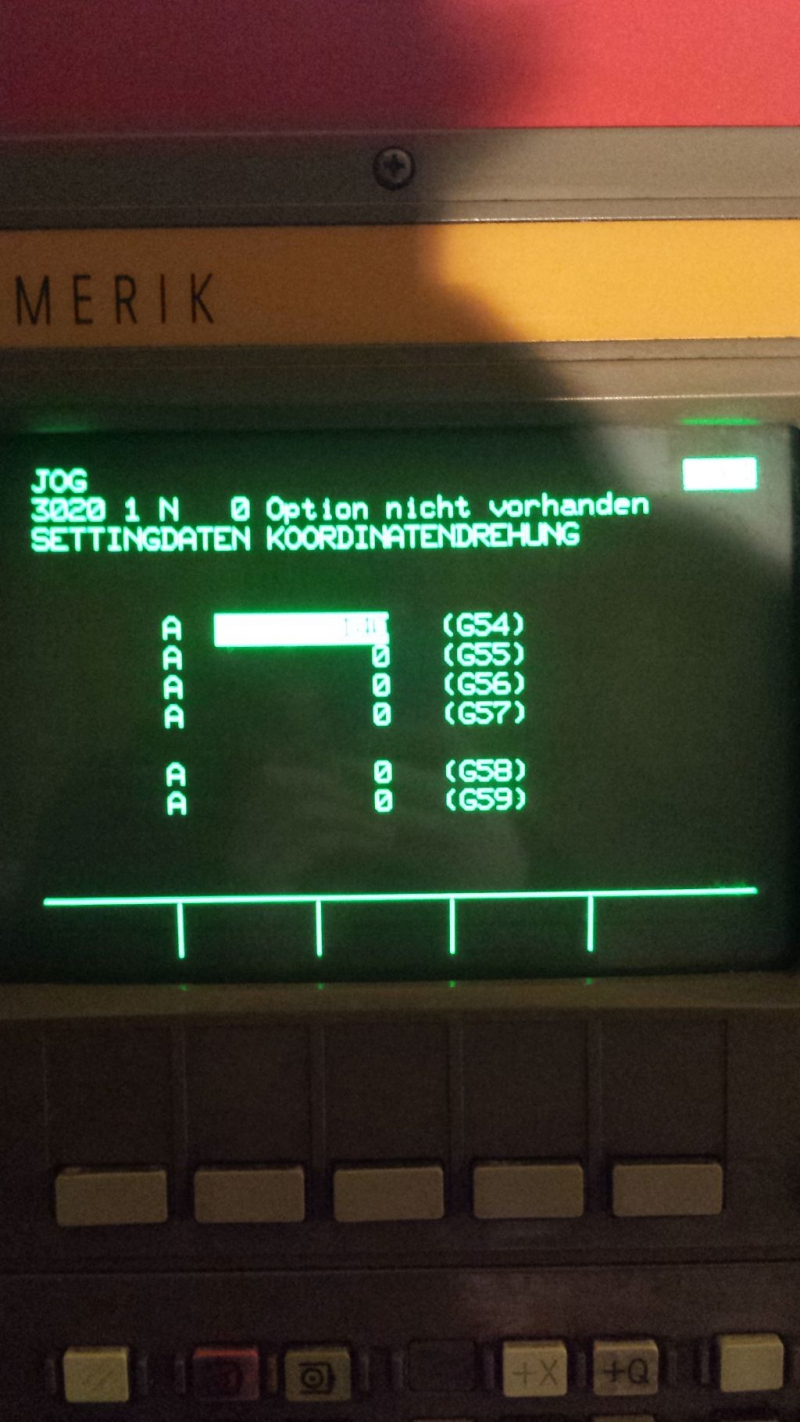
Proszę o pomoc w uruchomieniu tokarki jak w tytule. Tokarkę kupiłem uszkodzoną i walczę z nią już kilka tygodni. Aktualnie obrabiarka jest już sprawna od strony fizycznej, jednak dalej borykam się obsługą i programowaniem. Wiem że miała wgrane na nowo dane maszynowe po awarii baterii, te dane również posiadam gdyby ktoś potrzebował. W chwili obecnej próbuję uruchomić program, jednak co bym nie próbował za symulować sypie mi błędem 3020 z opisem
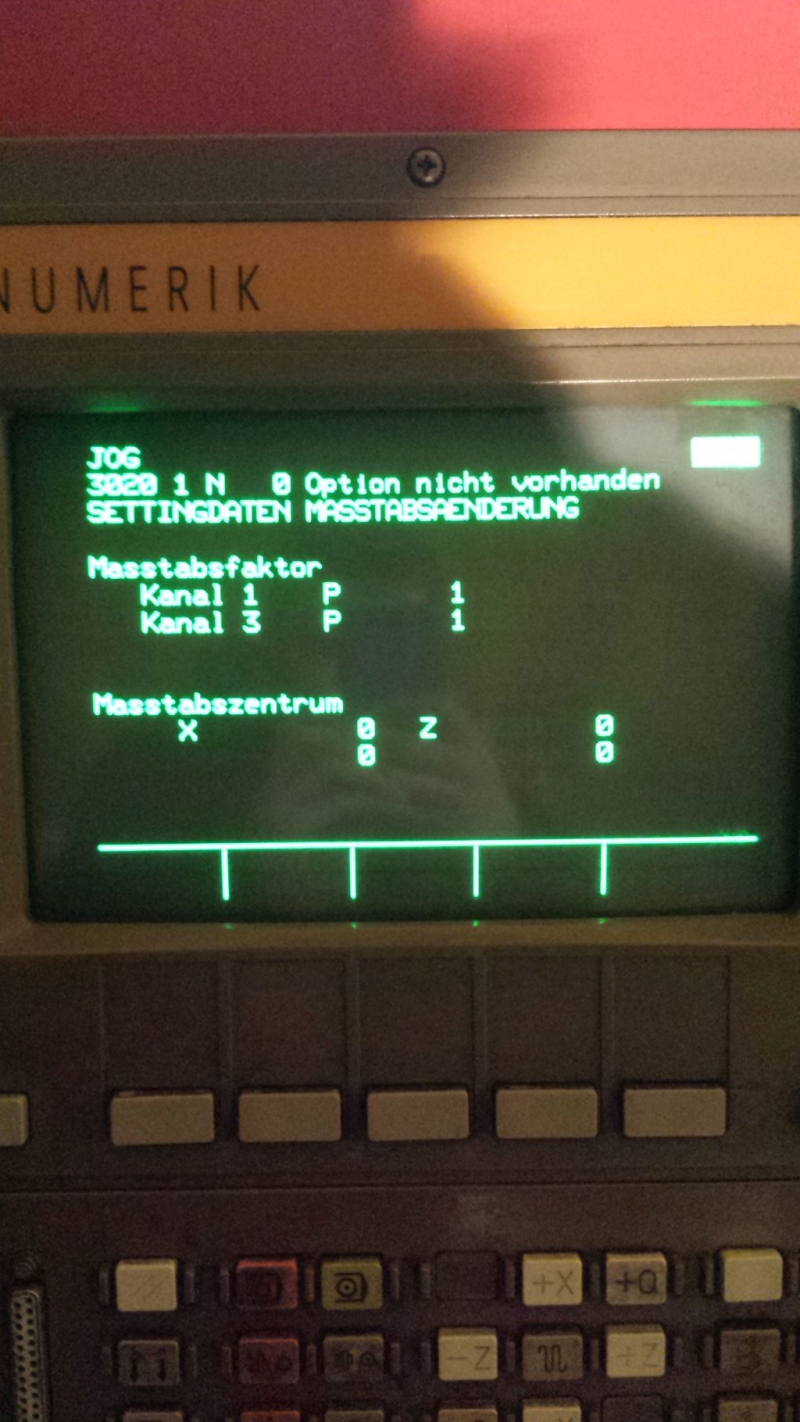
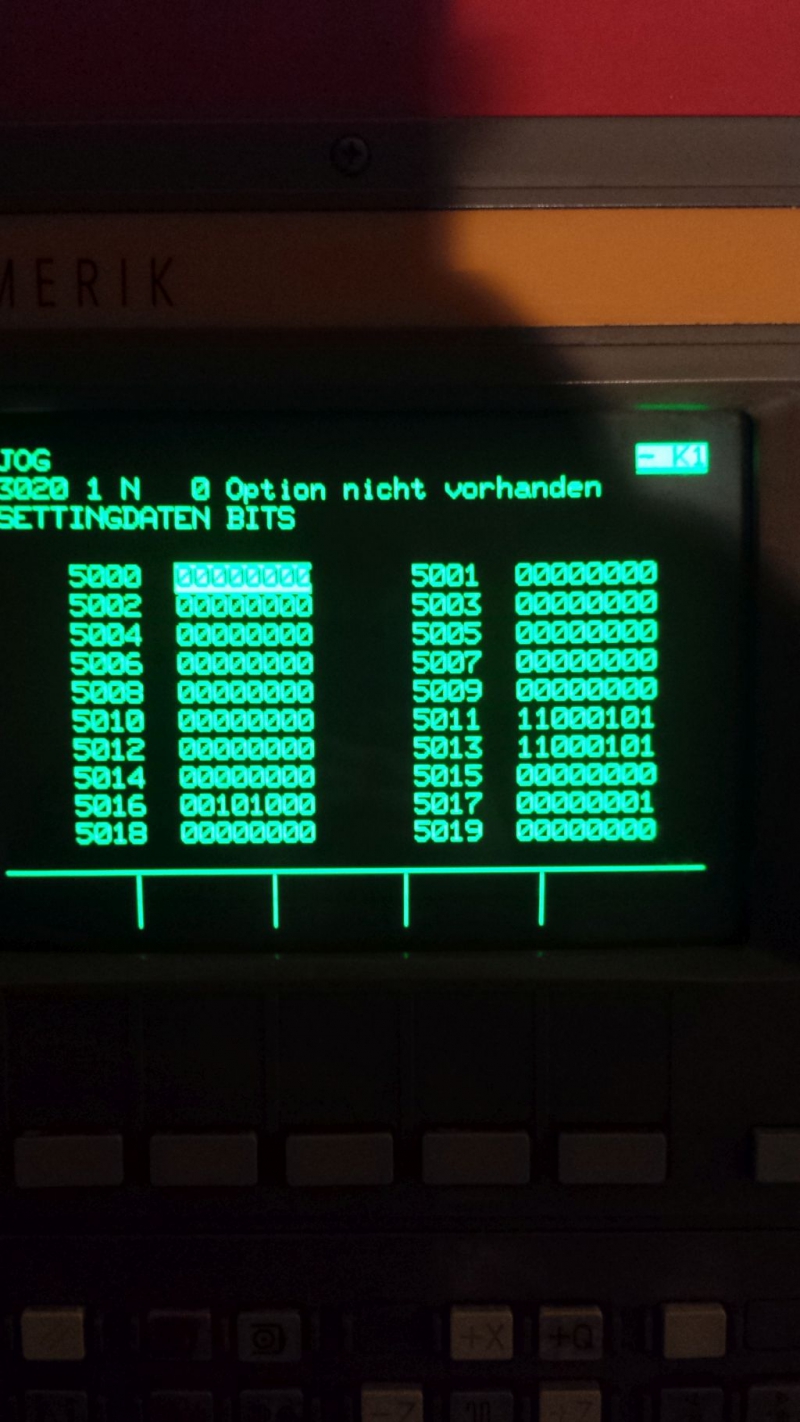
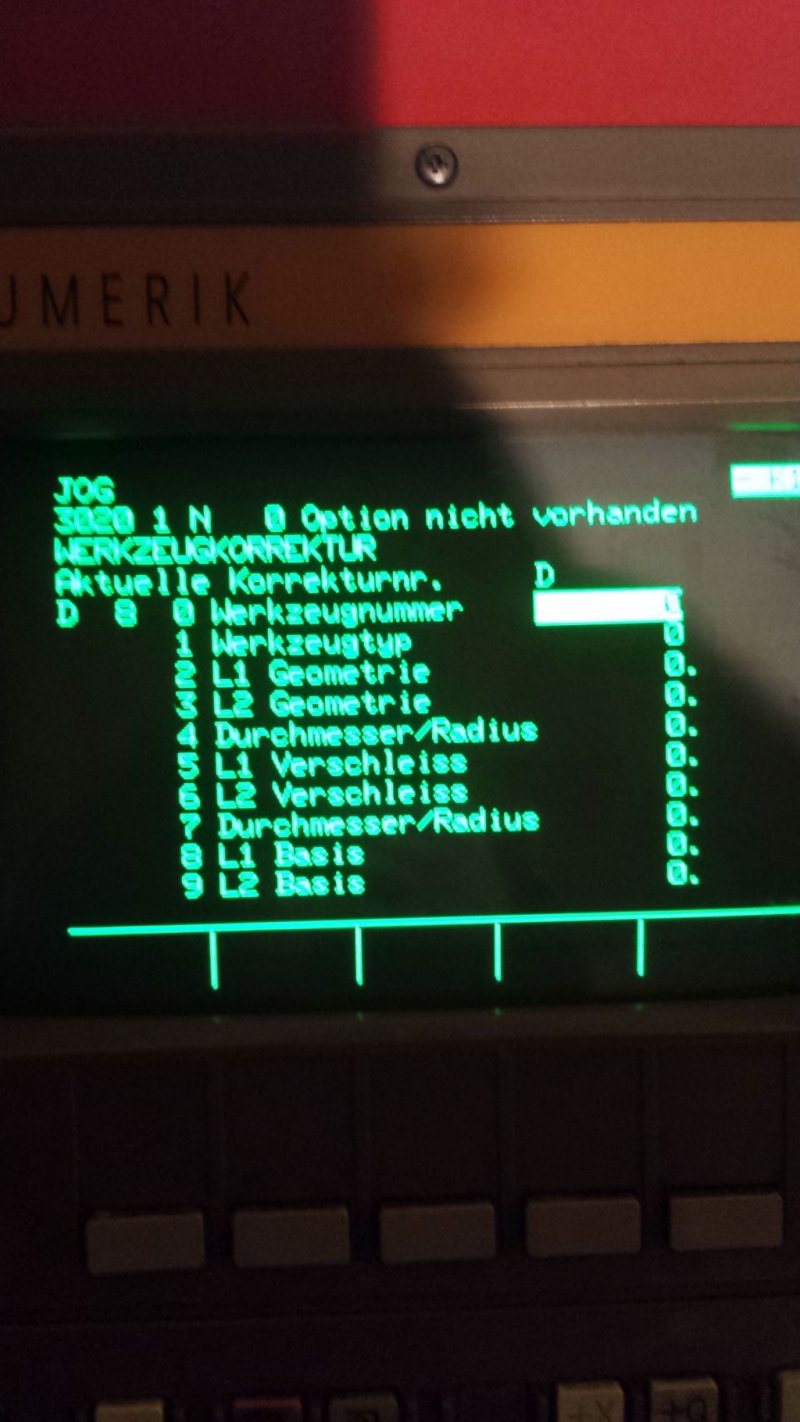
"3020 1 N 0 Option nicht vorhanden". Wydaje mi się to wina jakiś danych które nie zostały ustalone, gdyż jest to jej pierwsze uruchomienie. Podobnie miałem z wrzecionem, które nie chciało ruszyć gdyż nie były ustalone obroty maksymalne. Poniżej zamieszczam dane dotyczące rożnych wartości, może ktoś byłby na tyle pomocny aby wyjaśnić mi jak je ustalić albo jakie powinne być.
Pozdrawiam, Sidney
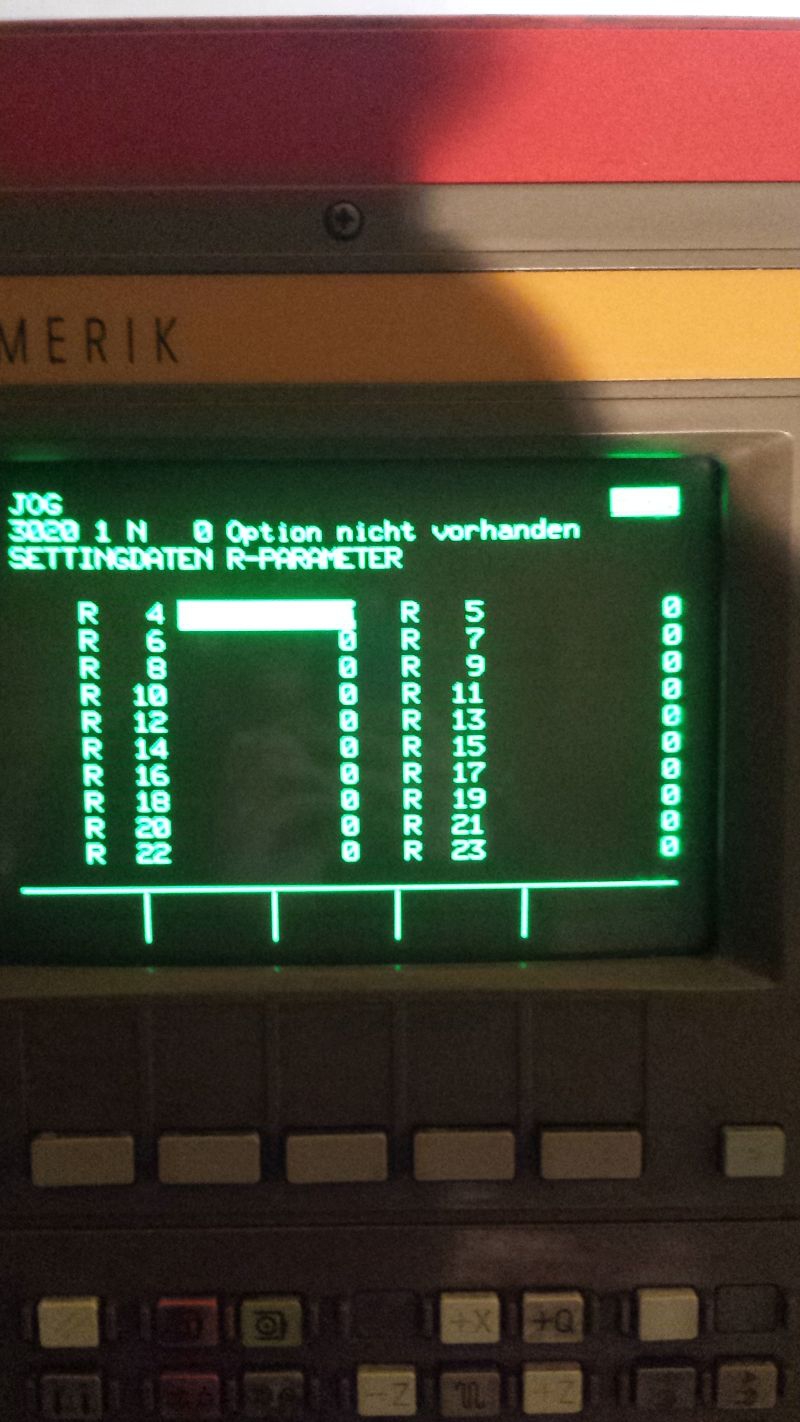
Proszę o pomoc w uruchomieniu tokarki jak w tytule. Tokarkę kupiłem uszkodzoną i walczę z nią już kilka tygodni. Aktualnie obrabiarka jest już sprawna od strony fizycznej, jednak dalej borykam się obsługą i programowaniem. Wiem że miała wgrane na nowo dane maszynowe po awarii baterii, te dane również posiadam gdyby ktoś potrzebował. W chwili obecnej próbuję uruchomić program, jednak co bym nie próbował za symulować sypie mi błędem 3020 z opisem
"3020 1 N 0 Option nicht vorhanden". Wydaje mi się to wina jakiś danych które nie zostały ustalone, gdyż jest to jej pierwsze uruchomienie. Podobnie miałem z wrzecionem, które nie chciało ruszyć gdyż nie były ustalone obroty maksymalne. Poniżej zamieszczam dane dotyczące rożnych wartości, może ktoś byłby na tyle pomocny aby wyjaśnić mi jak je ustalić albo jakie powinne być.
Pozdrawiam, Sidney






