Roman by się tu przydał bo on wie wszystko o tworzeniu narostu na krawędzi noża i doborze prędkości aby tego uniknąć
Przy okazji sprawdz stężenie chłodziwa (do gwintowania powinno być wyższe - tabelka pewnie na etykiecie) albo nawet daj trochę Tereboru na ściankę przed każdym przejściem
EDIT Znalazłem
RomanJ4 pisze: ↑28 wrz 2018, 11:07Oczywiście że jest. Kąt natarcia. Jak uważnie przeanalizujesz materiały ktore Ci podesłałem to sam zauważysz, że jakość powierzchni zależy w dużej mierze także od geometrii części skrawającej.malyex pisze: ↑27 wrz 2018, 21:31Też myślałem, że płytka do stali bez problemu poradzi sobie z alu, ale skoro stal wychodzi o.k., a alu nie, to pewnie coś w tym jest.
Inna sprawa, że aluminium tak wychodzi tylko na automatycznym posuwie, jak "jadę ręcznie" to problem znika. W stali na automatycznym i ręcznie wychodzi o.k.
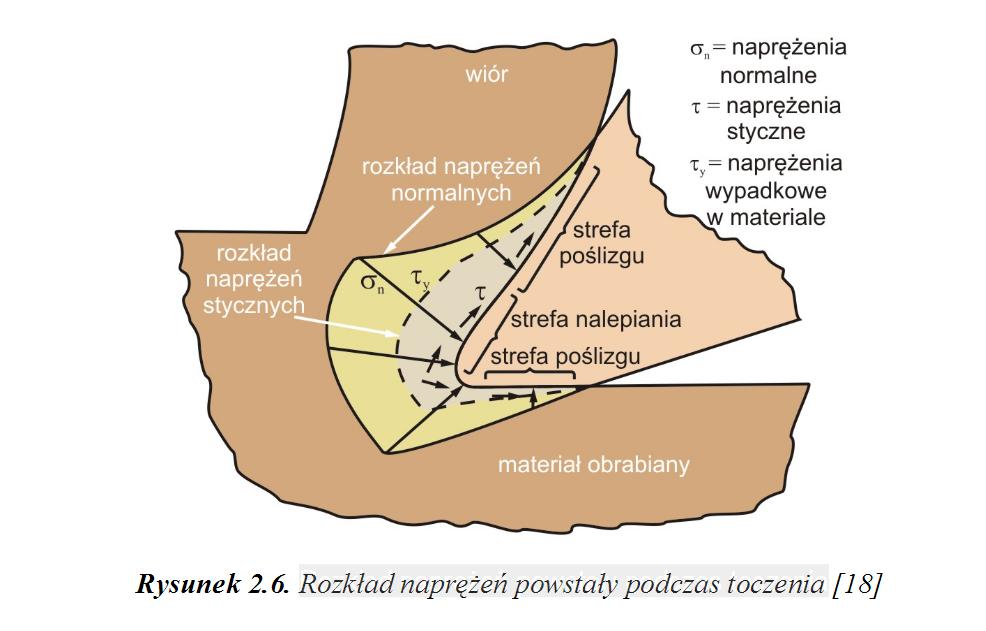
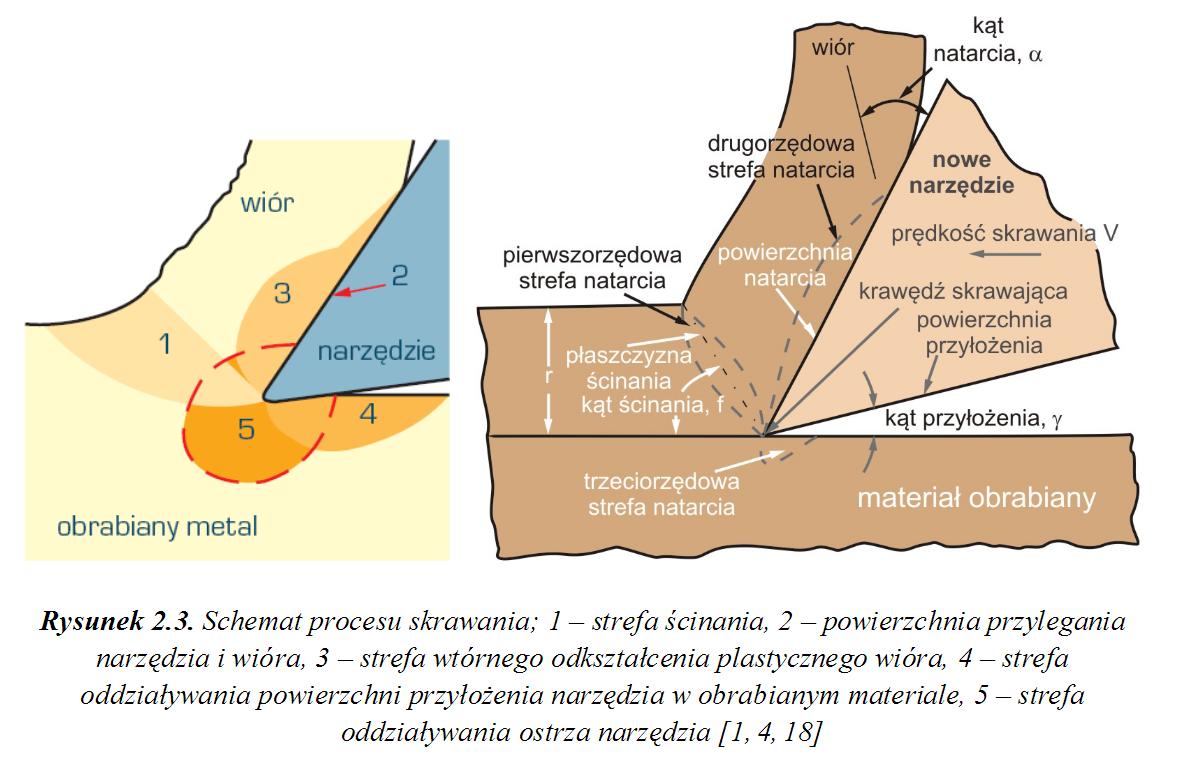
Duży kąt natarcia powoduje lepszy/szybszy spływ wióra. Smarowanie go jeszcze poprawia, i dodatkowo obniża temperaturę w obrębie tworzenia wióra co zmniejsza jego adhezję(przylepianie) do powierzchni ostrza w drugorzędowej strefie natarcia 2(strefie nalepiania i poślizgu) - a alu jest dość wredne pod tym względem
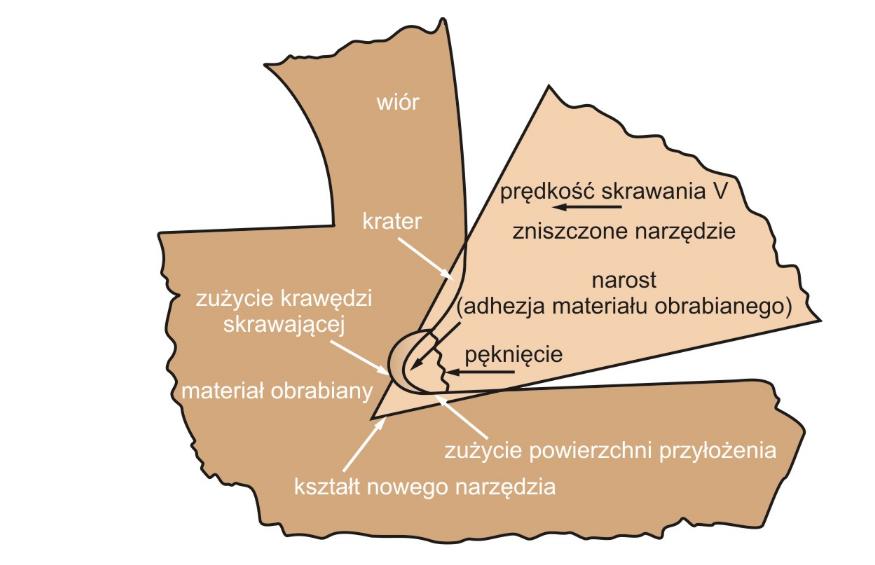
Smarowanie także zmniejsza tendencje do powstawania powodującego żłobienie powierzchni i urywającego się co pewien czas (i tworzącego dropy - widać to na filmie) narostu.
A już bezwzględnie powinno się smarować przy głębokim przecinaniu, gdy usuwanie wióra ze szczeliny jest utrudnione a wraz z głębokością maleje prędkość skrawania Vc.
Z tego też miedzy innymi powodu(adhezja) stosuje się powlekanie ostrzy powłokami ją utrudniającymi (np tlenki glinu, tytanu, innych metali, czy ceramiką)
Reasumując - większy kąt natarcia zmniejsza opory skrawania, co wbrew temu co twierdzi kol. Avalyah jest bardzo ważne zwłaszcza dla obróbki na naszych małych maszynkach.
Z tego też powodu płytki CCGT są dla aluminium (i innych miękkich metali) lepsze niż te do stali, które ze względu na twardszy materiał (mógłby wykruszać bardzo ostrą, spiczastą a przez to mniej wytrzymałą krawędź) mają mniejszy kąt natarcia, a często jeszcze ochronną ujemną mikrofazę krawędzi skrawającej
http://koledzypofachu.pl/index.php/opis ... ii-plytek/
i przez to generuje większe opory skrawania co przekłada się na proces skrawania i spływu wióra.
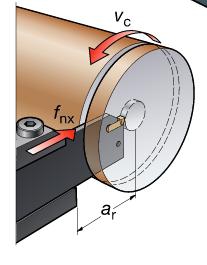
Dla zobrazowania poniżej porównanie wpływu dodatniego i ujemnego kąta na proces powstawania wióra (i opory skrawania)
poprzez analogie możemy sobie wyobrazić proces przy mniejszym i większym kącie natarcia.
To dlatego w stali Ci skrawało dobrze, ale już w aluminium kicha.
Także przy posuwie mechanicznym szło gorzej bo prędkość skrawania Vc była jednostajna, przez co powstawał duży narost psując powierzchnię. Przy posuwie ręcznym nie da się utrzymać stałego Vc (równo przesuwać), więc zmienne Vc urywało szybciej narost nie pozwalając mu narosnąć i powierzchnia wyszła nieco lepsza (także chatter mniejszy)
Lepiej też wychodzi nieraz przy toczeniu stalkami z zaszlifowanym bardzo dużym katem natarcia/rowkiem wiórowym (powyżej 15-18°),

bo w odróżnieniu od kruchego z racji ziarnistej struktury węglika nie musimy za bardzo obawiać się o wytrzymałość cienkiego spiczastego ostrza przy miękkim materiale (ale w stali już nie będzie tak różowo).
Co prawda ostrą krawędź skrawającą powinniśmy lekko zatępić osełką, ale to ze względu na szczerbatość ostrza po szlifowaniu
prosba-o-pomoc-nozyk-skladany-12x12-t88172-10.html
Można by tu pisać długo, szczegółowe opisy zjawisk występujących w czasie skrawania znajdziecie np tu http://www.openaccesslibrary.com/vol12015/1.pdf
http://www.dbc.wroc.pl/Content/24703/RO ... a_popr.pdf