



Znaleziono 6 wyników
Wróć do „Powtarzalność wierconego otworu.”
- 24 sty 2019, 16:15
- Forum: Obróbka metali
- Temat: Powtarzalność wierconego otworu.
- Odpowiedzi: 13
- Odsłony: 1837
Re: Powtarzalność wierconego otworu.
Fajny bajer, też o tym kiedyś myślałem. Ale zdecydowane za krótkie dla mnie.
- 24 sty 2019, 15:19
- Forum: Obróbka metali
- Temat: Powtarzalność wierconego otworu.
- Odpowiedzi: 13
- Odsłony: 1837
Re: Powtarzalność wierconego otworu.
Mogłoby to tak wyglądać (na rysunku nie ma nakiełków oraz śruby dociskającej):

Najpierw na trzpień nakładana tuleja bez nakrętki, aż czoło otworu fi30 oprze się na stożku z lewej, potem nakręcana nakrętka z prawej strony (dociskana tylko lekko), a główne przeniesienie napędu przez śrubę fi5 (tak jak na rysunku w poście wyżej). Zdałoby to egzamin?
Najpierw na trzpień nakładana tuleja bez nakrętki, aż czoło otworu fi30 oprze się na stożku z lewej, potem nakręcana nakrętka z prawej strony (dociskana tylko lekko), a główne przeniesienie napędu przez śrubę fi5 (tak jak na rysunku w poście wyżej). Zdałoby to egzamin?
- 24 sty 2019, 11:58
- Forum: Obróbka metali
- Temat: Powtarzalność wierconego otworu.
- Odpowiedzi: 13
- Odsłony: 1837
Re: Powtarzalność wierconego otworu.
Tak, myślałem i o tym ale nie wydaje mi się, że jest to takie oczywiste. Tak wygląda detal do mocowania:

Po pierwsze, detal ma ~255mm długości i konieczne jest mocowanie go w kłach. Po drugie, trzeba by go rozprężnie złapać za oznaczone zielonym i czerwonym kolorem powierzchnie. Na lewym końcu jest nakrętka i nie wiem, czy dobrym pomysłem byłoby łapanie za nią (mimo, że jest przetaczana razem z tuleją), z kolei po prawej o średnicy maksymalnej trzpienia decyduje to przewężenie, które byłoby na długości ~2mm i również nie wiem, czy nie jest za delikatne, żeby próbować złapać za to.
W tej chwili wygląda to z grubsza tak (brakuje tylko nakrętki na tym rysunku):

Otwór, przez który dokręcana jest śruba w trzpieniu i tak jest mi potrzebny później. Także, żeby to było zrobione rozprężnie to musiałbym mocno zmodyfikować ten trzpień i jedyne co mi przychodzi do głowy to zmniejszenie średnic tam, gdzie byłyby powierzchnie oporowe, dorobienie gwintu, stożków i zrobienie jakichś nakrętek rozprężnych ale to dość mocno skomplikowałoby całość.
EDIT: Ewentualnie zrobić średnicę fi30 mniejszą i zostawić tam pole manewru, a powierzchni oporowych (czerownej i zielonej na rysunku) użyć tylko do ustalenia tulei w osi, po czym dokręcić śrubą, żeby przekazać moment. Wtedy nie trzeba by robić nic rozprężnie tylko na zasadzie dokręcania stożkowej nakrętki. Tylko nie wiem, czy sama śruba fi5 (z drobną pomocą dociśniętych nakrętek) będzie w stanie ten moment przekazać. Detal jest aluminiowy i potem od zewnątrz jest brany wiórem ~0,5mm na stronę.
Po pierwsze, detal ma ~255mm długości i konieczne jest mocowanie go w kłach. Po drugie, trzeba by go rozprężnie złapać za oznaczone zielonym i czerwonym kolorem powierzchnie. Na lewym końcu jest nakrętka i nie wiem, czy dobrym pomysłem byłoby łapanie za nią (mimo, że jest przetaczana razem z tuleją), z kolei po prawej o średnicy maksymalnej trzpienia decyduje to przewężenie, które byłoby na długości ~2mm i również nie wiem, czy nie jest za delikatne, żeby próbować złapać za to.
W tej chwili wygląda to z grubsza tak (brakuje tylko nakrętki na tym rysunku):
Otwór, przez który dokręcana jest śruba w trzpieniu i tak jest mi potrzebny później. Także, żeby to było zrobione rozprężnie to musiałbym mocno zmodyfikować ten trzpień i jedyne co mi przychodzi do głowy to zmniejszenie średnic tam, gdzie byłyby powierzchnie oporowe, dorobienie gwintu, stożków i zrobienie jakichś nakrętek rozprężnych ale to dość mocno skomplikowałoby całość.
EDIT: Ewentualnie zrobić średnicę fi30 mniejszą i zostawić tam pole manewru, a powierzchni oporowych (czerownej i zielonej na rysunku) użyć tylko do ustalenia tulei w osi, po czym dokręcić śrubą, żeby przekazać moment. Wtedy nie trzeba by robić nic rozprężnie tylko na zasadzie dokręcania stożkowej nakrętki. Tylko nie wiem, czy sama śruba fi5 (z drobną pomocą dociśniętych nakrętek) będzie w stanie ten moment przekazać. Detal jest aluminiowy i potem od zewnątrz jest brany wiórem ~0,5mm na stronę.
- 24 sty 2019, 10:45
- Forum: Obróbka metali
- Temat: Powtarzalność wierconego otworu.
- Odpowiedzi: 13
- Odsłony: 1837
Re: Powtarzalność wierconego otworu.
Ale chyba wiertło o takiej długości będzie miało kosmiczną cenę w porównaniu do zwykłego HSS? Bo jeśli się nie mylę musiało by to być wiertło płytkowe 7xD, a takich nawet nie widzę w internecie. Zresztą nawet na tej mojej tokareczce, korzystając z podtrzymki stałej jakoś to wiercenie idzie na jeden raz zwykłym HSSem za 150zł. Gdyby mi się udało dostać wiertło fi29-fi29,5 o długości roboczej z 220mm to może nawet bym sam próbował, ale nie mogę takiego znaleźć.
- 23 sty 2019, 22:34
- Forum: Obróbka metali
- Temat: Powtarzalność wierconego otworu.
- Odpowiedzi: 13
- Odsłony: 1837
Re: Powtarzalność wierconego otworu.
U siebie tego nie zrobię na nutoolu. Może by się i udało jakoś, ale po pierwsze ciężko dobrać wiertło (te podstawowe fi29,5 na mk3 mają długość roboczą 176, a ja potrzebuję 200), a po drugie ustawienie tego dobrze w osi używając imaka a nie konika (szczególnie przy takiej długości wiertła gdzie każda niedoskonałość ustawienia się potęguje na jego końcu) to jakaś czarna magia. Coś tam próbowałem ale nawet jeśli te pierwsze ~170mm jakoś się uda zrobić, to potem te ostatnie kilka cm to jest masakra, bo mimo, że wiertło się mieści w otworze, to jest przyblokowane i trzeba by na 10 razy te pozostałe 30mm robić, żeby nie zapchać wiertła.
A na poważnej tokarce cnc to powinno być raz dwa do zrobienia. Pewnie i na większym manualu można by to lepiej zrobić.
A na poważnej tokarce cnc to powinno być raz dwa do zrobienia. Pewnie i na większym manualu można by to lepiej zrobić.
- 23 sty 2019, 20:39
- Forum: Obróbka metali
- Temat: Powtarzalność wierconego otworu.
- Odpowiedzi: 13
- Odsłony: 1837
Powtarzalność wierconego otworu.
Potrzebny mi jest półprodukt w takiej postaci:
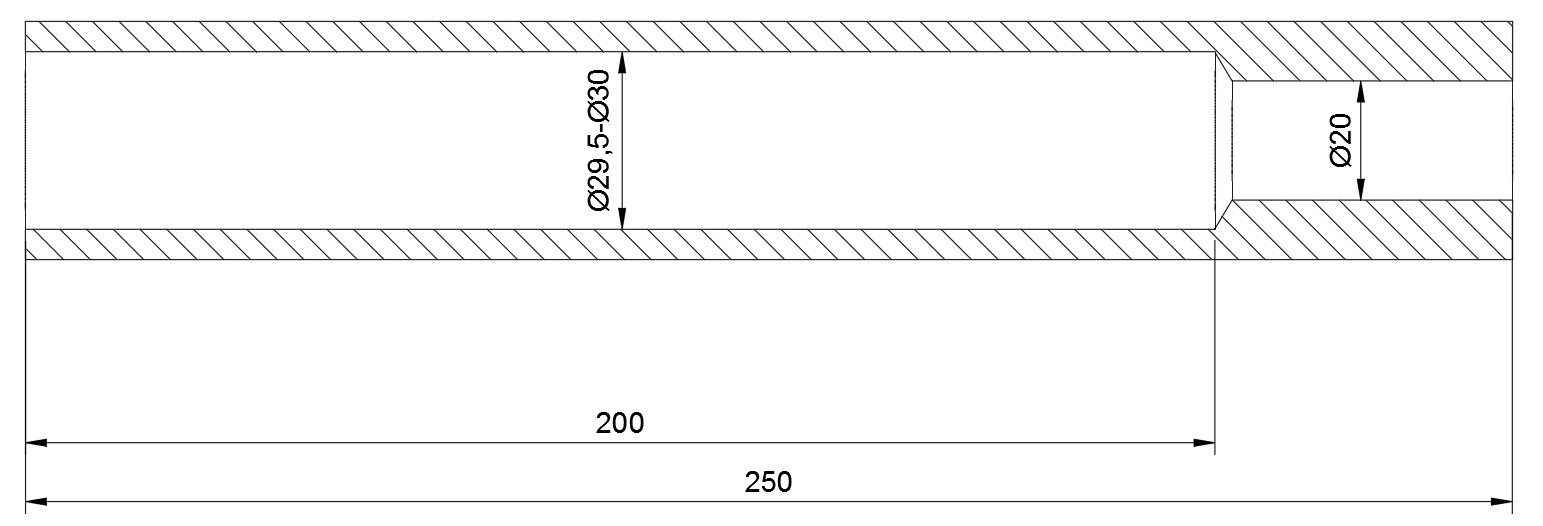
Ten otwór fi29,5 - fi30 jest główną powierzchnią, którą detal opiera się później na trzpieniu, żeby obrobić powierzchnię zewnętrzną. Trzpień mogę dorobić sobie sam do każdej większej partii, stąd dość duży zakres tego wymiaru, bo nie jest mi potrzebny konkretny, tylko powtarzalny. Do tej pory życzyłem sobie ten wymiar po prostu konkretny z dokładnością do 5 setek, ale podejrzewam, że miało to również spory wpływ na wycenę. Dno otworu może być pod kątem (byleby był zawsze ten sam). Powierzchnia w otworze nie musi być idealna.
Gdybym chciał zlecić komuś tylko wiercenie tego otworu (czyli rozwiercenie z fi20, jaki ma rura grubościenna od której się zaczyna na ~fi30 na głębokość 200mm) , to czy można się spodziewać, że powtarzalność jeśli chodzi o średnicę będzie wynosiła kilka setek przy partii np. 50-100 sztuk po samym wiertle (ewentualnie może poprawka rozwiertakiem)? I czy dobrze mniemam, że przy takim prowadzeniu, jakim jest otwór fi20 to rozwiercony otwór będzie również idealnie w osi?
Ten otwór fi29,5 - fi30 jest główną powierzchnią, którą detal opiera się później na trzpieniu, żeby obrobić powierzchnię zewnętrzną. Trzpień mogę dorobić sobie sam do każdej większej partii, stąd dość duży zakres tego wymiaru, bo nie jest mi potrzebny konkretny, tylko powtarzalny. Do tej pory życzyłem sobie ten wymiar po prostu konkretny z dokładnością do 5 setek, ale podejrzewam, że miało to również spory wpływ na wycenę. Dno otworu może być pod kątem (byleby był zawsze ten sam). Powierzchnia w otworze nie musi być idealna.
Gdybym chciał zlecić komuś tylko wiercenie tego otworu (czyli rozwiercenie z fi20, jaki ma rura grubościenna od której się zaczyna na ~fi30 na głębokość 200mm) , to czy można się spodziewać, że powtarzalność jeśli chodzi o średnicę będzie wynosiła kilka setek przy partii np. 50-100 sztuk po samym wiertle (ewentualnie może poprawka rozwiertakiem)? I czy dobrze mniemam, że przy takim prowadzeniu, jakim jest otwór fi20 to rozwiercony otwór będzie również idealnie w osi?






