



No domyślam sie, że przebywanie w warunkach chłodu i wilgoci nie służy maszynie. Na szczęście już zamykamy halę w tym tygodniu:)
A co do gubienia łuku o co pytałem jakis czas temu, to najprawdopodobniej przyczyną była kończąca sie butla z tlenem. Ciśnienie jeszcze było w spoczynku ale w trakcie pracy musiało na tyle spadać że agregat się wyłączał.
Znaleziono 9 wyników
Wróć do „Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500”
- 22 gru 2015, 12:33
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
- 21 gru 2015, 10:02
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
Pierce maxi 5500 widok z drona.
O tak to u nas wygląda ta wielka maszyna w całej okazałości 
A w odpowiedzi: tak palnik schodzi poniżej stołu:)
A w odpowiedzi: tak palnik schodzi poniżej stołu:)
- 01 gru 2015, 14:25
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
Palnik trzyma poprawna wysokość ok 2mm nad blachą przy napięciu ok 115V, nie schodzi po niżej stołu. Przy większym napięciu ucieknie za wysoko. Do tej pory nie było problemów, owszem czasem zgubił łuk ale teraz to po prostu norma ,że zgubi kilka razy na jednym elemencie.
Pół roku temu był serwis kompresora z wymianą osuszacza.
Przepatrzę przewody elektryczne i spróbuję ciąć na innej części stołu, choć masę i tak podpinam do elementu cietego a nie do stołu.
Pół roku temu był serwis kompresora z wymianą osuszacza.
Przepatrzę przewody elektryczne i spróbuję ciąć na innej części stołu, choć masę i tak podpinam do elementu cietego a nie do stołu.
- 01 gru 2015, 13:45
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
Traci łuk co chwilę.
Witajcie.
Ostatnio zaczął mi gubić łuk i to nieprzyzwoicie często. Założyliśmy nowy gruby przewód masowy wraz z solidnym uchwytem, którym łapię blachę bezpośrednio i dalej kiszka :/
Wyskakuje w burnym tylko komunikat "utrata łuku plazmowego". Albo gubi w trakcie cięcia i wyskakuje ten komunikat, albo na końcu elementu gdy "wychodzi z krojonego elementu" i podnosi palnik a później już nie załapie łuku ponieważ wyłącza się kontrolka na agregacie "READY" choć nie pokazuje komunikatu o utracie łuku.
Jakieś pomysły??
Wklejam link na YT z nagraniem co sie dzieje.
PS: Nowa założone nowe elementy: osłona, dysza, rozdzielacz, elektroda
kilka dni temu zmieniałem czynnik chłodzący, nie wiem czy może to mieć jakis związek.
Ostatnio zaczął mi gubić łuk i to nieprzyzwoicie często. Założyliśmy nowy gruby przewód masowy wraz z solidnym uchwytem, którym łapię blachę bezpośrednio i dalej kiszka :/
Wyskakuje w burnym tylko komunikat "utrata łuku plazmowego". Albo gubi w trakcie cięcia i wyskakuje ten komunikat, albo na końcu elementu gdy "wychodzi z krojonego elementu" i podnosi palnik a później już nie załapie łuku ponieważ wyłącza się kontrolka na agregacie "READY" choć nie pokazuje komunikatu o utracie łuku.
Jakieś pomysły??
Wklejam link na YT z nagraniem co sie dzieje.
PS: Nowa założone nowe elementy: osłona, dysza, rozdzielacz, elektroda
kilka dni temu zmieniałem czynnik chłodzący, nie wiem czy może to mieć jakis związek.
- 24 lis 2015, 13:55
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
- 23 lis 2015, 11:47
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
Czy da się ustawić w Burny'm 10 blachę pod dowolnym katem.
Witajcie. Wysokość reguluje się napięciem łuku. Ciekawe, instrukcja podaje o co najmniej kilka Volt za duże napięcie łuku i stąd przy włączonej opcji trzymania wysokości palnik odjeżdżał na ponad centymetr chcąc utrzymać zadane napięcie.
Ten problem mam z głowy. Nie usuwam poprzednich postów, jakby ktoś miał podobne problemy.
---------------------------------
Mam kolejne pytanie odnośnie Burny 10.
Czy jeśli mam np ciężką blachę i nie bede w stanie jej idealnie ustawić w stosunku do osi XY to czy moge jakoś w Burnym ustawić mu powiedzmy skrajne kanty żeby wiedział pod jakim katem ma płytę??
Pozdrawiam:)
Ten problem mam z głowy. Nie usuwam poprzednich postów, jakby ktoś miał podobne problemy.
---------------------------------
Mam kolejne pytanie odnośnie Burny 10.
Czy jeśli mam np ciężką blachę i nie bede w stanie jej idealnie ustawić w stosunku do osi XY to czy moge jakoś w Burnym ustawić mu powiedzmy skrajne kanty żeby wiedział pod jakim katem ma płytę??
Pozdrawiam:)
- 20 lis 2015, 10:01
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
Wysokość palnika nad blachą
Witajcie.
Pierce 5500 na którym pracuję powinien miec kilka funkcji związanych z wysokością palnika plazmowego nad blachą.
1- Na pewno ma zabezpieczenie przed kolizją pneumatyczne, które działa.
2- Ma również czujniki elektryczne do ustawiania wstępnej wysokości - i tu zaczynają sie schody.
Otóż, po naciśnięciu odpowiedniego przycisku na konsoli uaktywniają się czujniki i po włączeniu procesu cięcia głowica podniesiona jedzie nad miejsce cięcia i opuszcza owe czujniki z tym że na wysokość ustawioną na ograniczniku na śrubie (będą zdjęcia) Co oznacza, że w jednym miejscu jak wysokość będzie dobrze ustawiona to w innym już przy różnicy np 2mm mamy do czynienia z albo za długim łukiem, albo kolizja z blachą jeszcze przed rozpoczęciem cięcia.
Czy ja coś źle robię czy te czujniki faktycznie działają tylko na wysokości jaka im określam ogranicznikiem na śrubie?
Czy plastikowe nakrętki na czujniki maja je tylko zabezpieczać, czy maja jakąś funkcję przy ustawianiu wysokości?
3- Ta maszyna powinna mieć również funkcję THC a tego to juz nijak nie umiem ani ustawić na konsoli ani w burny'm 10. Albo tego nie jestem w stanie rozgryźć, albo nie ma tej funkcji, albo jest coś uszkodzone.
Także stoję obok konsoli i ręcznie steruję wysokością coby nie było kolizji albo żeby łuk nie miał pół centymetra lub więcej bo stoły mamy nie pierwszej młodości i ich stan pozostawia wiele do życzenia.
Liczę na wasze doświadczenie i pomoc:)
poniżej zdjęcia
Pozdrawiam


*Na zdjęciu konsoli zaznaczyłem nie własciwy przycisk. Chodzi o ten na prawo od zaznaczonego.


Pierce 5500 na którym pracuję powinien miec kilka funkcji związanych z wysokością palnika plazmowego nad blachą.
1- Na pewno ma zabezpieczenie przed kolizją pneumatyczne, które działa.
2- Ma również czujniki elektryczne do ustawiania wstępnej wysokości - i tu zaczynają sie schody.
Otóż, po naciśnięciu odpowiedniego przycisku na konsoli uaktywniają się czujniki i po włączeniu procesu cięcia głowica podniesiona jedzie nad miejsce cięcia i opuszcza owe czujniki z tym że na wysokość ustawioną na ograniczniku na śrubie (będą zdjęcia) Co oznacza, że w jednym miejscu jak wysokość będzie dobrze ustawiona to w innym już przy różnicy np 2mm mamy do czynienia z albo za długim łukiem, albo kolizja z blachą jeszcze przed rozpoczęciem cięcia.
Czy ja coś źle robię czy te czujniki faktycznie działają tylko na wysokości jaka im określam ogranicznikiem na śrubie?
Czy plastikowe nakrętki na czujniki maja je tylko zabezpieczać, czy maja jakąś funkcję przy ustawianiu wysokości?
3- Ta maszyna powinna mieć również funkcję THC a tego to juz nijak nie umiem ani ustawić na konsoli ani w burny'm 10. Albo tego nie jestem w stanie rozgryźć, albo nie ma tej funkcji, albo jest coś uszkodzone.
Także stoję obok konsoli i ręcznie steruję wysokością coby nie było kolizji albo żeby łuk nie miał pół centymetra lub więcej bo stoły mamy nie pierwszej młodości i ich stan pozostawia wiele do życzenia.
Liczę na wasze doświadczenie i pomoc:)
poniżej zdjęcia
Pozdrawiam
*Na zdjęciu konsoli zaznaczyłem nie własciwy przycisk. Chodzi o ten na prawo od zaznaczonego.
- 10 lis 2015, 16:08
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
- 10 lis 2015, 12:17
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
- Odpowiedzi: 13
- Odsłony: 2974
Problemy z BURNY 10 LCD Plus oraz Pierce maxi 5500
Witajcie.
Ponieważ po mimo studiowania instrukcji oraz przekopania internetu dalej nie udało mi się rozwiązać kłopotliwego problemu zwracam się do Was z prośbą o pomoc.
Od tygodnia przyszło mi ogarniac nowa maszynę szefa. Polizingowy Pierce 5500 ze sterownikiem Burny 10.
Ogólnie instrukcje do maszyny są skąpe jak ubiór leśnych ssaków w środku lata, więc szukam sam wszystkiego na necie.
PROBLEM:
Po kliknięciu "STATUS SCREEN" tego szerokiego pola na dole ekranu pojawia się okno gdzie widać współrzędne i prędkość posuwu. Jest też okienko o nazwie "OVERRIDE'' i u mnie jest tam współczynnik 13% i nie da sie tego zmienić. Po mimo iż wpisałem hasło administratora/operatora co odblokowuje wszystkie ustawienia, TEGO DALEJ NIE DA SIE ZMIENIĆ.
Wszystko objawia sie tym że nawet przy wpisaniu max prędkości 20000 mm/s realna prędkość po przeliczeniu przez owy współczynnik 13% jest ok 2700mm/s. To stanowczo za mało na prąd rzędu 130A.
Proszę pomóżcie bo utknąłem w tym miejscu.
widok tego menu:
Pozdrawiam
Krzysztof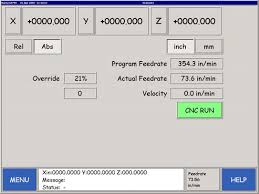
Ponieważ po mimo studiowania instrukcji oraz przekopania internetu dalej nie udało mi się rozwiązać kłopotliwego problemu zwracam się do Was z prośbą o pomoc.
Od tygodnia przyszło mi ogarniac nowa maszynę szefa. Polizingowy Pierce 5500 ze sterownikiem Burny 10.
Ogólnie instrukcje do maszyny są skąpe jak ubiór leśnych ssaków w środku lata, więc szukam sam wszystkiego na necie.
PROBLEM:
Po kliknięciu "STATUS SCREEN" tego szerokiego pola na dole ekranu pojawia się okno gdzie widać współrzędne i prędkość posuwu. Jest też okienko o nazwie "OVERRIDE'' i u mnie jest tam współczynnik 13% i nie da sie tego zmienić. Po mimo iż wpisałem hasło administratora/operatora co odblokowuje wszystkie ustawienia, TEGO DALEJ NIE DA SIE ZMIENIĆ.
Wszystko objawia sie tym że nawet przy wpisaniu max prędkości 20000 mm/s realna prędkość po przeliczeniu przez owy współczynnik 13% jest ok 2700mm/s. To stanowczo za mało na prąd rzędu 130A.
Proszę pomóżcie bo utknąłem w tym miejscu.
widok tego menu:
Pozdrawiam
Krzysztof






