



Zgadza się. Czasami szukamy nie wiadomo gdzie, a prostych rozwiązań nie bierzemy pod uwagętomcat65 pisze:Najważniejsze, że wszystko działa jak trzeba. Ale iwaluś pisze:Teraz zero jest po prawej stronie.A obróć własną maszynę o 90st w prawo i masz zera po lewej - lewy dolny rógwaluś pisze: Zmyliło mnie widać to bazowanie u tego znajomego po lewej stronie stołu.
iwaluś pisze:Teraz zero jest po prawej stronie.A obróć własną maszynę o 90st w prawo i masz zera po lewej - lewy dolny rógwaluś pisze: Zmyliło mnie widać to bazowanie u tego znajomego po lewej stronie stołu.
Znaleziono 11 wyników
Wróć do „Ustalanie zera materiału bez czujnika długości narzędzia”
- 20 sty 2016, 17:43
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
- 19 sty 2016, 22:25
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
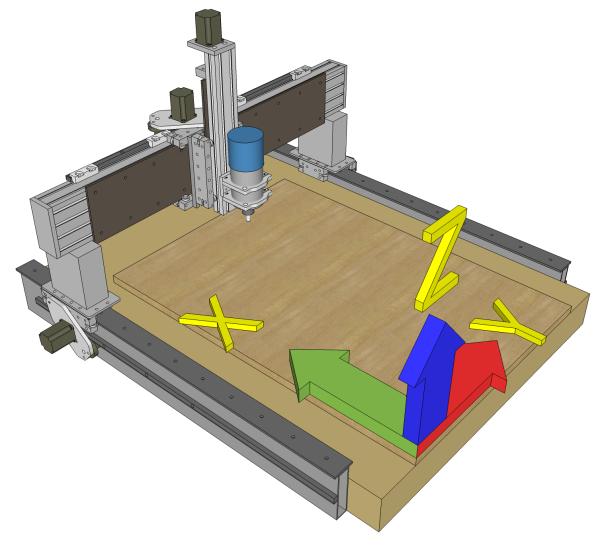
Czyli coś w tym stylu jak w ploterach tnących i popularnych drukarkach atramentowych, że punkt odniesienia, który widzimy na podglądzie druku/cięcia (w układzie pionowym) w lewym górnym rogu jest dla karetki plotera/drukarki (parząc z przodu) z prawej strony na początku kartki/folii?
Trochę inaczej jest u mojego znajomego, który ma duże cnc i tam osie bazują się w lewym dolnym rogu stołu i zdaje się poprzeczna oś to X, a wzdłóżna Y (czyli odwrotnie). Pokićkane to wszystko i bądź tu mądry jak jest jedynie słusznie.
[ Dodano: 2016-01-20, 00:45 ]
Uff, wszystko się teraz zgadza, pomogło
1) Odwróciłem oś Y w ustawieniach wyjść silników. Zaznaczyłem ptaszkiem na osi Y DirLowAcive. Teraz zero jest po prawej stronie. Jedyny mankament, że muszę przenieść czujnik indukcyjny.
Najważniejsze, że teraz obraz z CAMa pokrywa się z tym co wykonała obrabiarka, czyli punkt odniesienia jest taki sam jak w drukarkach/ploterach. Zmyliło mnie widać to bazowanie u tego znajomego po lewej stronie stołu.
2) Zwiększyłem drastycznie przyspieszenia silników dla X i Y z ok. 8.3 na 500mm/s^2 i teraz kąty nie zamieniają się wielkie łuki (jeśli są to bardzo minimalne). Nawet bez trybu "dokładny stop" ładnie wyszło. Przetestowałem też z włączonym trybem i też wyszło elegancko i przy tych przyspieszeniach kultura pracy maszyny też się aż tak widocznie nie pogorszyła. Prawie tego nie widać. Zastanawiam się czy używać tego trybu teraz czy nie?
Co jeszcze zauważyłem, teraz z tymi przyspieszeniami przy ruchach ręcznych silniki zachowują się znacznie żwawiej i sztywniej, tzn. moment przyspieszenia i hamowania jest błyskawiczny. Nie ma tego wrażenia bezwładności toczącej się rozpędzonej osi, że jeszcze jakiś odcinek przebywała po puszczeniu kursora. Teraz puszczam kursor i oś staje dęba. Zapewne bardziej dostaje teraz w kość konstrukcja maszyny i jej mechanizmy. Póki co na prostych testowych rysuneczkach nie zauważyłem gubienia kroków. Zobaczę jak się zachowa dalej.
Na Ztce nie zwiększałem póki do przyspieszeń, zostało jak było 4mm/s^2, zwiększyłem jedynie jej prędkość z 500 do 1000mm/min (X i Y zostawiłem po 2000mm/min)
Dzięki serdeczne raz jeszcze
Trochę inaczej jest u mojego znajomego, który ma duże cnc i tam osie bazują się w lewym dolnym rogu stołu i zdaje się poprzeczna oś to X, a wzdłóżna Y (czyli odwrotnie). Pokićkane to wszystko i bądź tu mądry jak jest jedynie słusznie.
[ Dodano: 2016-01-20, 00:45 ]
Uff, wszystko się teraz zgadza, pomogło
1) Odwróciłem oś Y w ustawieniach wyjść silników. Zaznaczyłem ptaszkiem na osi Y DirLowAcive. Teraz zero jest po prawej stronie. Jedyny mankament, że muszę przenieść czujnik indukcyjny.
Najważniejsze, że teraz obraz z CAMa pokrywa się z tym co wykonała obrabiarka, czyli punkt odniesienia jest taki sam jak w drukarkach/ploterach. Zmyliło mnie widać to bazowanie u tego znajomego po lewej stronie stołu.
2) Zwiększyłem drastycznie przyspieszenia silników dla X i Y z ok. 8.3 na 500mm/s^2 i teraz kąty nie zamieniają się wielkie łuki (jeśli są to bardzo minimalne). Nawet bez trybu "dokładny stop" ładnie wyszło. Przetestowałem też z włączonym trybem i też wyszło elegancko i przy tych przyspieszeniach kultura pracy maszyny też się aż tak widocznie nie pogorszyła. Prawie tego nie widać. Zastanawiam się czy używać tego trybu teraz czy nie?
Co jeszcze zauważyłem, teraz z tymi przyspieszeniami przy ruchach ręcznych silniki zachowują się znacznie żwawiej i sztywniej, tzn. moment przyspieszenia i hamowania jest błyskawiczny. Nie ma tego wrażenia bezwładności toczącej się rozpędzonej osi, że jeszcze jakiś odcinek przebywała po puszczeniu kursora. Teraz puszczam kursor i oś staje dęba. Zapewne bardziej dostaje teraz w kość konstrukcja maszyny i jej mechanizmy. Póki co na prostych testowych rysuneczkach nie zauważyłem gubienia kroków. Zobaczę jak się zachowa dalej.
Na Ztce nie zwiększałem póki do przyspieszeń, zostało jak było 4mm/s^2, zwiększyłem jedynie jej prędkość z 500 do 1000mm/min (X i Y zostawiłem po 2000mm/min)
Dzięki serdeczne raz jeszcze
- 19 sty 2016, 18:53
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
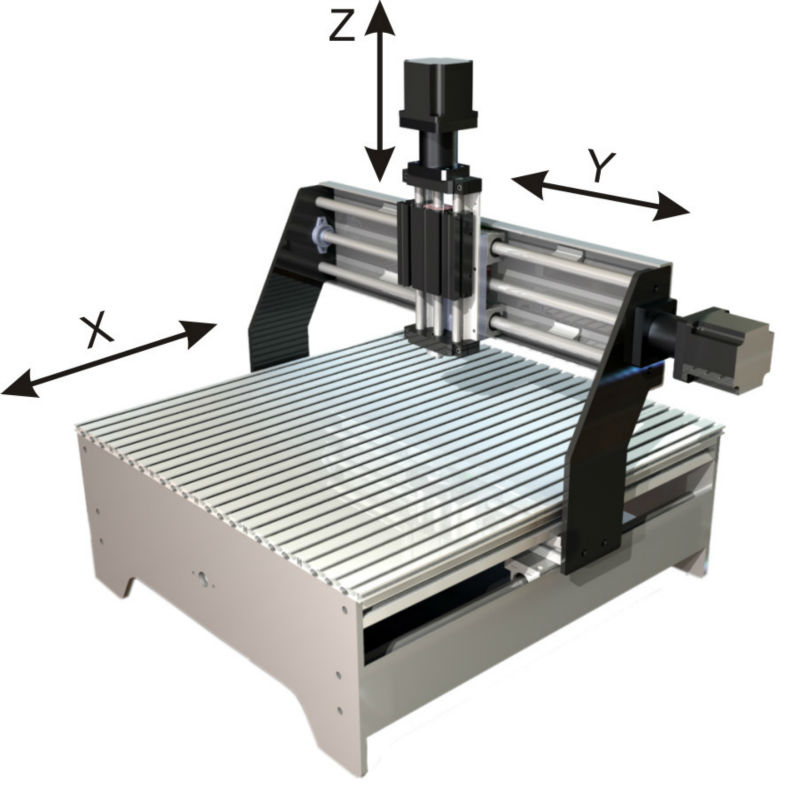
Spróbuję tak jak mówisz odwrócić Y i zobaczymy co z tego wyjdzie.tomcat65 pisze:Nie ma różnych układów osi - wyznacznikiem jest układ kartezjański.
A wzorując się na pierwszym rysunku - punkt 0,0 ok, tylko osie X i Y zamienione miejscami.
Dlatego masz odbicie lustrzane.
Nie patrz jak porusza się stół - spójrz z pozycji wrzeciona/pisaka jak się przemieszcza względem punktu zerowego ( x0, y0).
Zdziwiło mnie to, że niektóre maszyny mają X i Y zamienione miejscami.
Zastanawia mnie, czy nie rodzi to problemów. Dajmy na to gość1 ma ma maszynę z blatem 100x200cm i gość2 ma maszynę o identycznym polu roboczym. U gościa1 wrzeciono porusza się w prawo-lewo po osi X. Gość1 idzie do gościa2 z wygenerowanym gcodem, którym u siebie np. frezował drzwi, a tu okazuje się, że u kolegi ruchy wrzeciona prawo-lewo to oś Y. No i co wtedy? Cały gcode na nic?
- 19 sty 2016, 18:18
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
- 19 sty 2016, 00:00
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
Ok, dzięki, że koledzy tak późną porą mi pomagają. Jutro sprawdzę z tymi osiami, ale głowę bym dał, że wszystko jest poupinane ok.
A może być tak, że postprocesor coś knoci? Jakiego najlepiej do Macha3 używać? Dawałem *TAP
Poniżej na fotce jest bazgranina mojego prototypu frezarki. Ta gwiazda ma rozpiętość ramion ok 14cm. Zobaczcie jak zaokrągliły się wewnętrzne kąty. Ogólne prowadzenie linii jest też nie teges bo ołówek się kiwa, ale na pewno nie jest on winowajcą tych łuków niechcianych, bo funkcja "dokładny stop" (config - general config - exact stop) to udowodniła. Wolałbym jednak tej funkcji nie używać. Raz, że kultura pracy maszyny jest gorsza, a dwa, jakby mi tak z frezem w materiale zatrzymała się i rzęziła od zera na każdym kącie to przypaliło by materiał, czyż nie? Powinna iść jednym ciągiem?

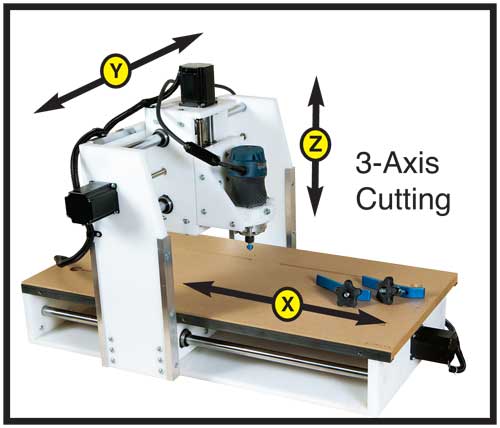
Odnośnie osi, może ja czegoś nie rozumiem? Nabazgrałem pospiesznie poniżej rysunek jak widzę ukierunkowanie osi w mojej frezarce i wg takich współrzędnych ona porusza się teraz przy ruchach ręcznych i komendach g0. Bazuje się tak jak na rysunku po lewo.

A może być tak, że postprocesor coś knoci? Jakiego najlepiej do Macha3 używać? Dawałem *TAP
Poniżej na fotce jest bazgranina mojego prototypu frezarki. Ta gwiazda ma rozpiętość ramion ok 14cm. Zobaczcie jak zaokrągliły się wewnętrzne kąty. Ogólne prowadzenie linii jest też nie teges bo ołówek się kiwa, ale na pewno nie jest on winowajcą tych łuków niechcianych, bo funkcja "dokładny stop" (config - general config - exact stop) to udowodniła. Wolałbym jednak tej funkcji nie używać. Raz, że kultura pracy maszyny jest gorsza, a dwa, jakby mi tak z frezem w materiale zatrzymała się i rzęziła od zera na każdym kącie to przypaliło by materiał, czyż nie? Powinna iść jednym ciągiem?
Odnośnie osi, może ja czegoś nie rozumiem? Nabazgrałem pospiesznie poniżej rysunek jak widzę ukierunkowanie osi w mojej frezarce i wg takich współrzędnych ona porusza się teraz przy ruchach ręcznych i komendach g0. Bazuje się tak jak na rysunku po lewo.
- 18 sty 2016, 23:13
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
bateryjka pisze:Obecnie mam takie, coś wygląda nie tak?łuki wewnątrz gwiazdy wyrysowały się bardzo zaokrąglone (o średnicy na oko ok. 30mm)Pokombinuj z ustawieniami przyspieszenia silników."Accelration mm/s/s"
Odnośnie osi to jeśli były by zamienione osie miejscami to czemu podczas ręcznych ruchów i ręcznych komend np. g0 x10 y10 z-10 wszystko pracuje jak należy a dopiero podczas wykonywanie gkodu się chrzani?

- 18 sty 2016, 22:33
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
Tak jak w kodzie 1,5mm, ale łuki wewnątrz gwiazdy wyrysowały się bardzo zaokrąglone (o średnicy na oko ok. 30mm). Zewnętrzne krańce ramion ok, może z minimalnym zaokrągleniem, ale te wewnętrzne to masakra. Po przestawieniu na tryb "Dokładny stop" wyszło ładnie, ale maszyna pracuje mniej kulturalnie.bateryjka pisze:No właśnie Twój układ jest inny od ArtCamaWygląda, jakbyś miał zamienione miejscami osie X z Y.
Co do zaokrąglonych rogów.
Jakiej średnicy wybrałeś frez? Prawdopodobnie jest aktywna korekcja średnicy narzędzia i w tym wypadku tak to będzie wyglądało.
Denerwuje mnie to, bo przecież podgląd symulacji trajektorii w CAMie powinien być absolutnym wyznacznikiem tego co otrzymam z jego kodu na maszynie przy standardowych ustawieniach Macha, a tak nie jest
Takie były u mnie standardowe, domyślne preferencje, coś wypada tu jeszcze zmienić?
- 18 sty 2016, 21:49
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
Silniki zatrzymują się i startują przy każdym takim kącie. Jest to zdrowe dla maszyny i dla obrabianego detalu?tomcat65 pisze:Tak.waluś pisze:tylko silniki zatrzymują się teraz i rzężą robiąc małe kroczki na tych każdych ostrych zakrętach. Tak powinno być?
Coś jeszcze należy przestawić w panelu konfiguracyjnym? Póki co jechałem na domyślnych ustawieniach.
Mi to wyglądało na lustrzanie odbitą oś Ytomcat65 pisze: Wygląda, jakbyś miał zamienione miejscami osie X z Y.
Kurcze, dziwne by to było, piny od silników mam tak ustawione
a z kolei baza i limity są wynikiem doświadczalnego mojego ustawienia i wyglądają tak
- 18 sty 2016, 18:38
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
Dzięki, sprawdzę, czy zadziała. To jest Mach3 demo. Ma to jakieś znaczenie?tomcat65 pisze:config - general config - exact stop.waluś pisze: No i te zaokrąglone ostre kąty też nie wiem skąd się wzięły.
EDIT:
Super, pomogło! W polskiej nakładce to jest "Dokładny stop". Teraz kąty są ostre, tylko silniki zatrzymują się teraz i rzężą robiąc małe kroczki na tych każdych ostrych zakrętach. Tak powinno być?
noel20 pisze:Na podglądzie w programie sterującym (mach) rysunek wyświetla się poprawnie czy już jest odbity?waluś pisze:Pozostał niestety nadal problem z odbitym lustrzanie rysunkiem w osi Y w stosunku do materiału widzianego z góry w ArtCAM
Wal wszystko co masz na wątrobie w wątku nie na PW Za każdą wartościową podpowiedź rozdaje punktybateryjka pisze: Narysuj na kartce układ współrzędnych i porównaj z Twoim w maszynie.
Jest tak jak na poniższych screenach
- 17 sty 2016, 21:09
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Ustalanie zera materiału bez czujnika długości narzędzia
- Odpowiedzi: 23
- Odsłony: 3843
OK, dzięki, proste i skuteczne rozwiązanie.
Mam jeszcze 2 problemy:
1) Po wygenerowaniu pliku w AtrCAM wykonany rysunek za pośrednictwem Mach3 jest odbity lustrzanie względem osi Y.
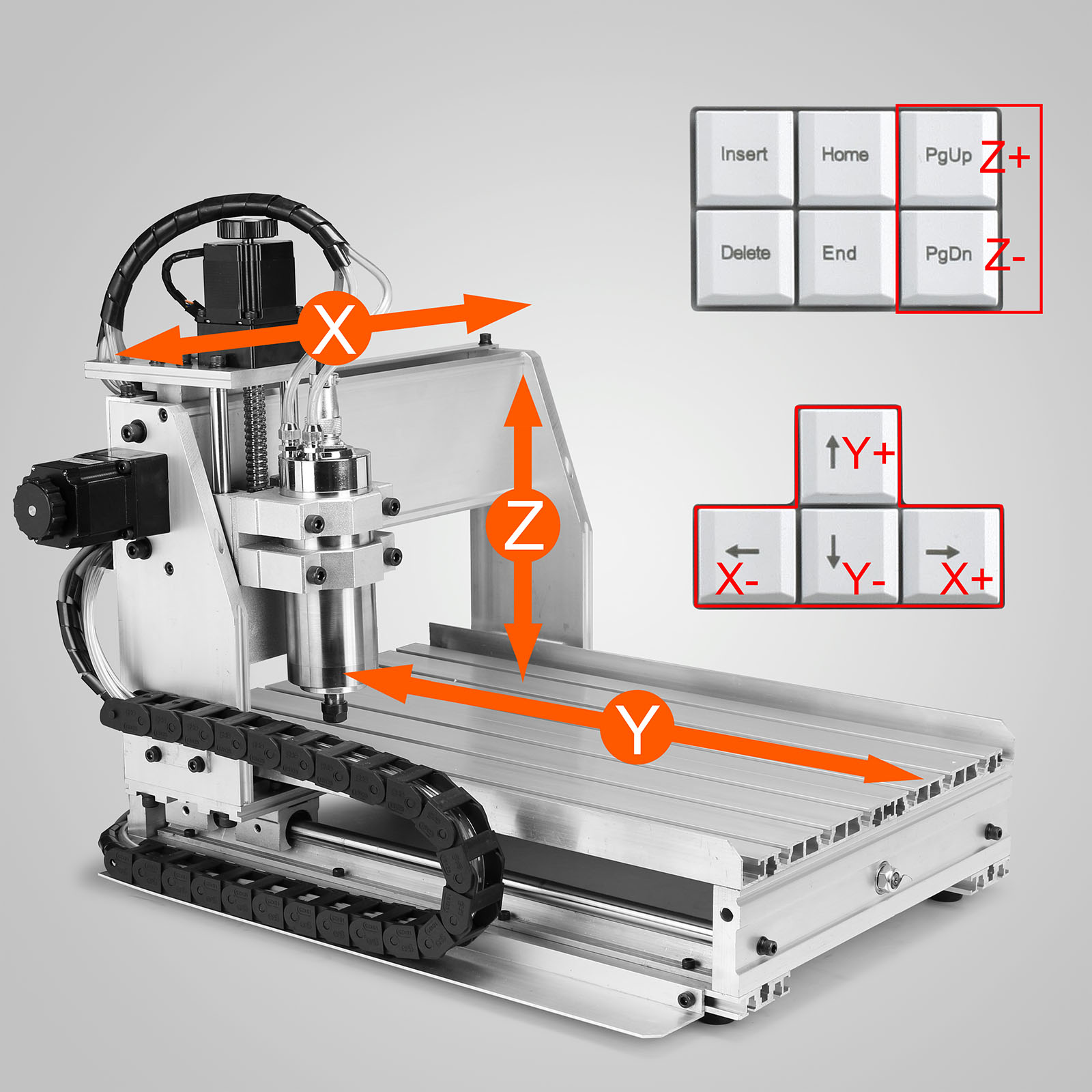
Osie w maszynie raczej mam skonfigurowane poprawnie:
-Z schodząc w dół od 0 przyjmuje wartości ujemne
-Y jadąc w prawo od 0 zwiększa się na +
-X poruszając się w przód od 0 też zwiększa się na +
Podczas pierwszej próby musiałem zastopować maszynę bo Y chciała cofnąć się na wartości ujemne. Przejechałem więc ręcznie w prawo wcisnąłem "bazowanie osi" no i rysunek zmieścił się na stole ale lustrzanie odbity. Patrząc na kod to Y przyjmuje wartości ujemne. Dlaczego tak się dzieje?
2) Druga sprawa to to, że ten testowy rysunek "gwiazda" w AtyCAMie miał ostre kąty, nawet na podglądzie Macha były ostre, a podczas rysowania wychodzą mi łagodne łuki. Co może być przyczyną?
To jest ten próbny z "gwiazdą" plik o rozszerzeniu .TAP
EDIT:
Problem z ujemnymi wartościami Y rozwiązany i mogę startować pracę z normalnej maszynowej pozycji HOME. W ArtCAMie zaznaczyłem punkt odniesienia w materiale w przeciwnym narożniku osi Y i to pomogło. Pozostał niestety nadal problem z odbitym lustrzanie rysunkiem w osi Y w stosunku do materiału widzianego z góry w ArtCAM. No i te zaokrąglone ostre kąty też nie wiem skąd się wzięły.
Z ustaleniem zera materiału teraz już załapałem o co chodzi. Po zbazowaniu maszyny zjechałem pisakiem do papieru i wklepałem 0.0 w osi Z. Bezpieczne Z w ArtCAM dałem 2.0mm, a głębokość pisania w materiale 0.5mm (czyli Z-0.5 w kodzie).
Tak jak w poniższym nowym kodzie:
Mam jeszcze 2 problemy:
1) Po wygenerowaniu pliku w AtrCAM wykonany rysunek za pośrednictwem Mach3 jest odbity lustrzanie względem osi Y.
Osie w maszynie raczej mam skonfigurowane poprawnie:
-Z schodząc w dół od 0 przyjmuje wartości ujemne
-Y jadąc w prawo od 0 zwiększa się na +
-X poruszając się w przód od 0 też zwiększa się na +
Podczas pierwszej próby musiałem zastopować maszynę bo Y chciała cofnąć się na wartości ujemne. Przejechałem więc ręcznie w prawo wcisnąłem "bazowanie osi" no i rysunek zmieścił się na stole ale lustrzanie odbity. Patrząc na kod to Y przyjmuje wartości ujemne. Dlaczego tak się dzieje?
2) Druga sprawa to to, że ten testowy rysunek "gwiazda" w AtyCAMie miał ostre kąty, nawet na podglądzie Macha były ostre, a podczas rysowania wychodzą mi łagodne łuki. Co może być przyczyną?
To jest ten próbny z "gwiazdą" plik o rozszerzeniu .TAP
Kod: Zaznacz cały
(gwiazda)
(Material Size) (X=510.000, Y=300.000, Z=0.000)
(Tool Number:1) (1.500 mm śr. wula)
G21 G49 G80 G90
G0Z0.1000
M3 S15000
G0 X143.8129 Y-59.0953 Z0.1000
G1 Z-0.1000 F240
G1 X143.3142 Y-58.2286 F600
X99.9527 Y-83.1777
X120.3682 Y-128.8492
X83.2407 Y-95.3196
X46.1133 Y-128.8492
X66.5287 Y-83.1777
X23.1672 Y-58.2286
X72.9121 Y-63.5316
X83.2407 Y-14.5826
X93.5693 Y-63.5316
X143.3142 Y-58.2286
G0 Z0.1000
G0 X0.0000 Y0.0000
G0Z0.1000
G0X0.0000Y0.0000
M5
M30Problem z ujemnymi wartościami Y rozwiązany i mogę startować pracę z normalnej maszynowej pozycji HOME. W ArtCAMie zaznaczyłem punkt odniesienia w materiale w przeciwnym narożniku osi Y i to pomogło. Pozostał niestety nadal problem z odbitym lustrzanie rysunkiem w osi Y w stosunku do materiału widzianego z góry w ArtCAM. No i te zaokrąglone ostre kąty też nie wiem skąd się wzięły.
Z ustaleniem zera materiału teraz już załapałem o co chodzi. Po zbazowaniu maszyny zjechałem pisakiem do papieru i wklepałem 0.0 w osi Z. Bezpieczne Z w ArtCAM dałem 2.0mm, a głębokość pisania w materiale 0.5mm (czyli Z-0.5 w kodzie).
Tak jak w poniższym nowym kodzie:
Kod: Zaznacz cały
(gwiazda 2)
(Material Size) (X=510.000, Y=300.000, Z=0.010)
(Tool Number:1) (1.500 mm śr. walec)
G21 G49 G80 G90
G0Z2.0000
M3 S15000
G0 X158.6325 Y226.9278 Z2.0000
G1 Z-0.5000 F240
G1 X158.6692 Y226.6930 F780
X158.6262 Y226.4458
X158.5040 Y226.2265
X158.3277 Y226.0671
X113.2851 Y196.8070
X132.5267 Y146.6597
X132.5756 Y146.4272
X132.5456 Y146.1780
X132.4350 Y145.9527
X132.2673 Y145.7843
X132.0554 Y145.6768
X131.8069 Y145.6413
X131.5607 Y145.6897
X131.3546 Y145.8081
X89.6076 Y179.6044
X47.8607 Y145.8081
X47.6546 Y145.6897
X47.4084 Y145.6413
X47.1599 Y145.6768
X46.9480 Y145.7843
X46.7802 Y145.9527
X46.6697 Y146.1780
X46.6397 Y146.4272
X46.6886 Y146.6597
X65.9302 Y196.8070
X20.8875 Y226.0671
X20.7113 Y226.2265
X20.5891 Y226.4458
X20.5461 Y226.6930
X20.5828 Y226.9278
X20.6911 Y227.1394
X20.8713 Y227.3141
X21.0990 Y227.4197
X21.3353 Y227.4451
X74.9742 Y224.6416
X88.8832 Y276.5215
X88.9804 Y276.7384
X89.1511 Y276.9224
X89.3730 Y277.0397
X89.6076 Y277.0773
X89.8423 Y277.0397
X90.0642 Y276.9224
X90.2349 Y276.7384
X90.3321 Y276.5215
X104.2411 Y224.6416
X157.8800 Y227.4451
X158.1163 Y227.4197
X158.3440 Y227.3141
X158.5242 Y227.1394
X158.6325 Y226.9278
G0 Z2.0000
G0 X0.0000 Y0.0000
G0Z2.0000
G0X0.0000Y0.0000
M5
M30






