Avalyah pisze:Avalyah
Materiału mi szkoda, staram się 2 lub nawet 3 elementy na raz zrobić zależy jaka średnica będzie

FTW pisze:FTW
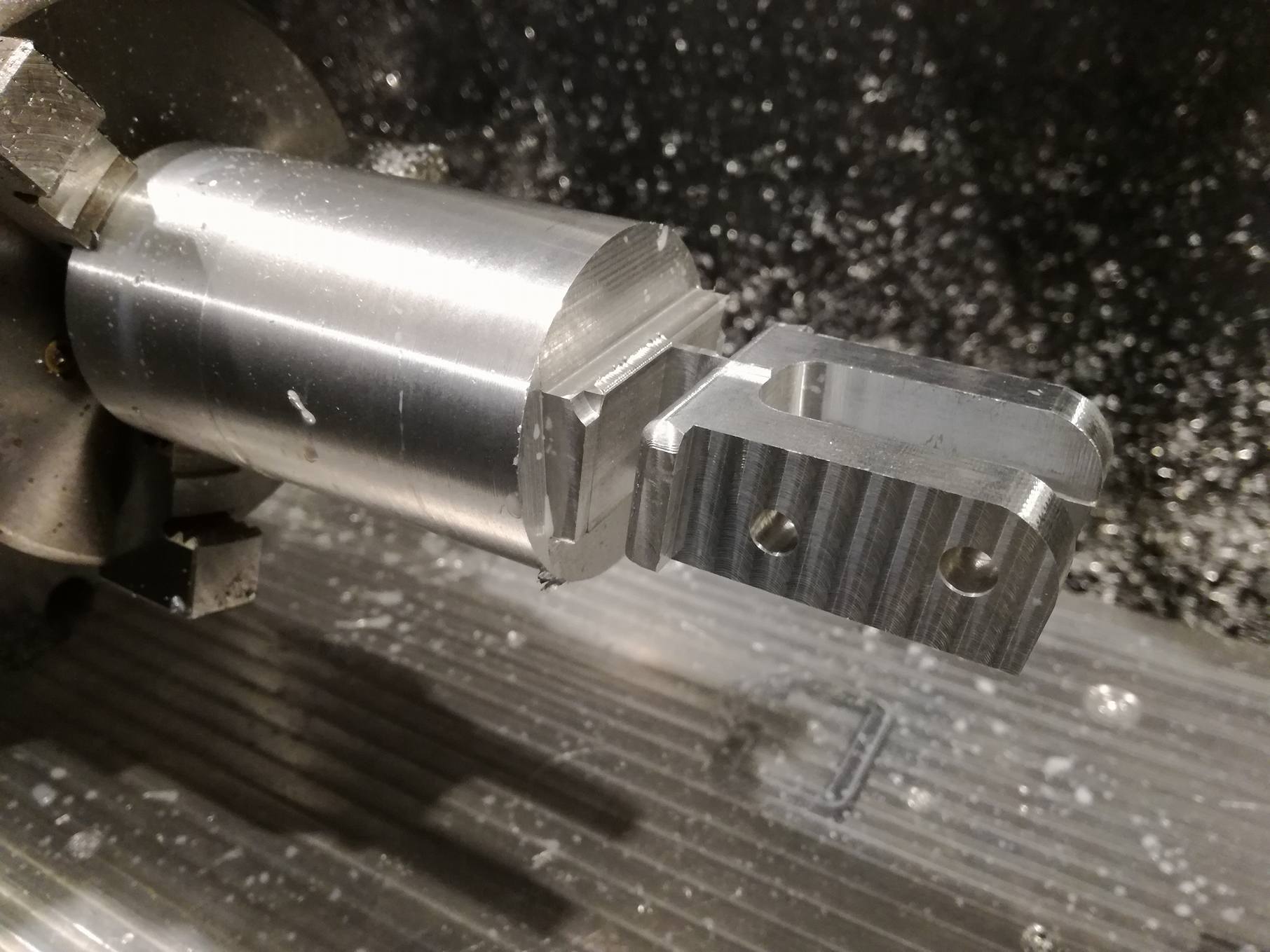
Wiesz, 100 za frezik to sporo dla mnie jeszcze, lub więcej nawet. Jeszcze eksperymentuje jakie posuwy dawać, dzisiaj 4mm połamałem bo wysięg by za duży
Mam z allegro polerowany 6mm 3z. Idzie to jak głupie, sama przyjemność nim robić i mam dobre 30mm do oprawki także wszystko obrabia
kwarc pisze:kwarc
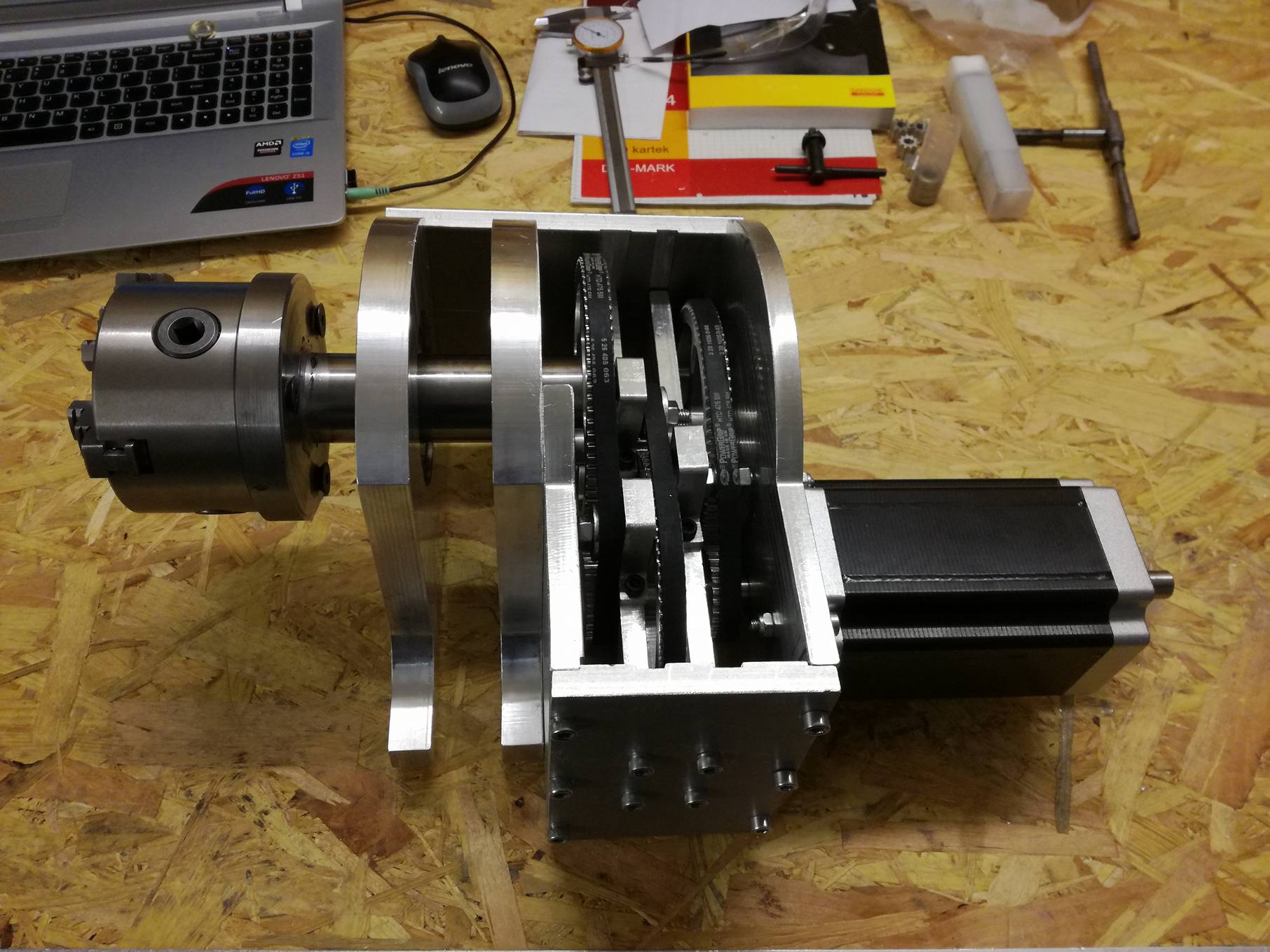
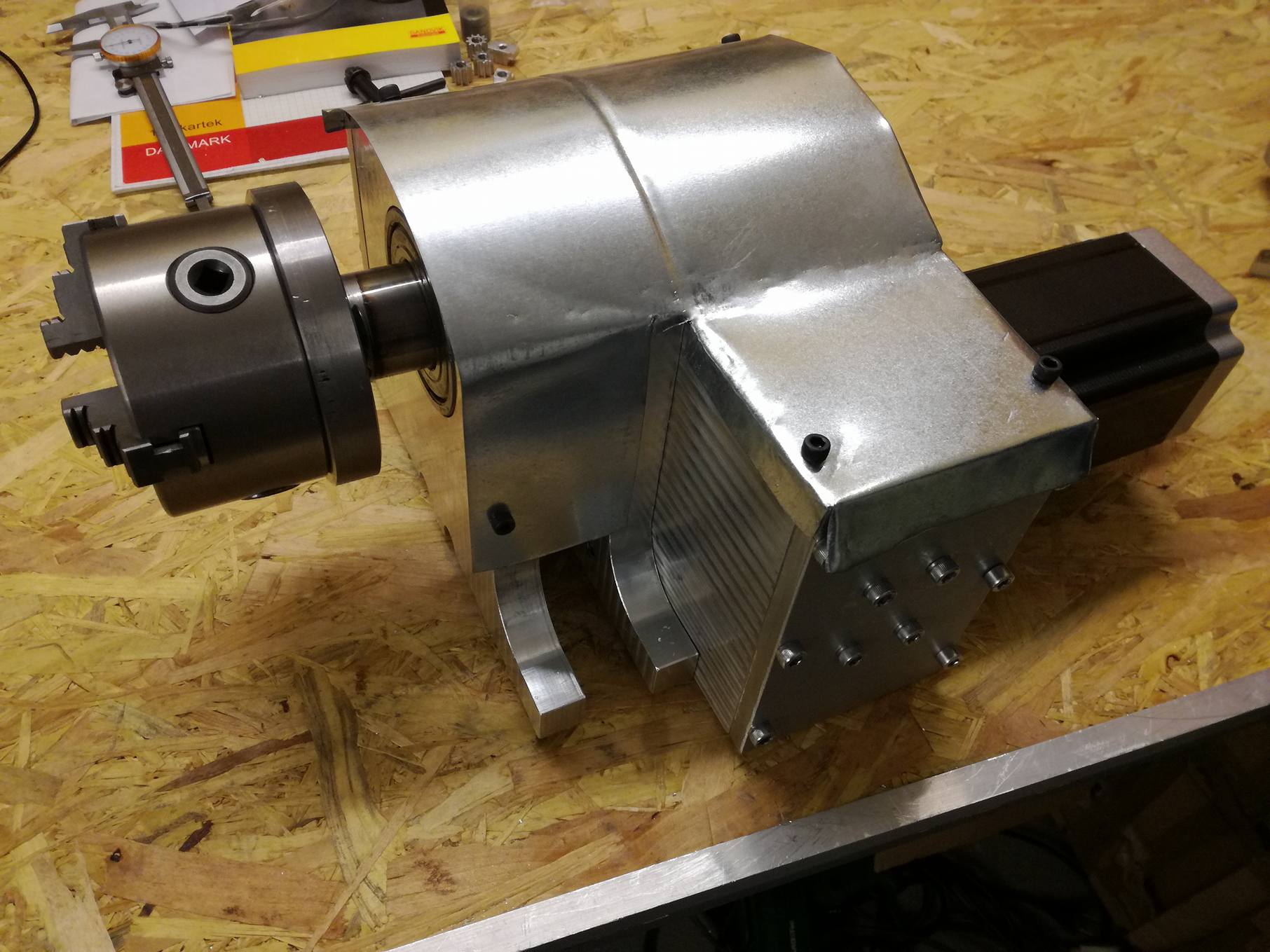
Wielkie dzięki za miłe słowa! Fakt, nie wyszła mi idealnie ta oś obrotowa ale działa i jestem zadowolony z niej

Zawsze możnaby coś zrobić lepiej albo kupić gotowe w sumie. Oś jest nawet zbyt toporna jak na moją frezarkę i ciężka, coś za coś.
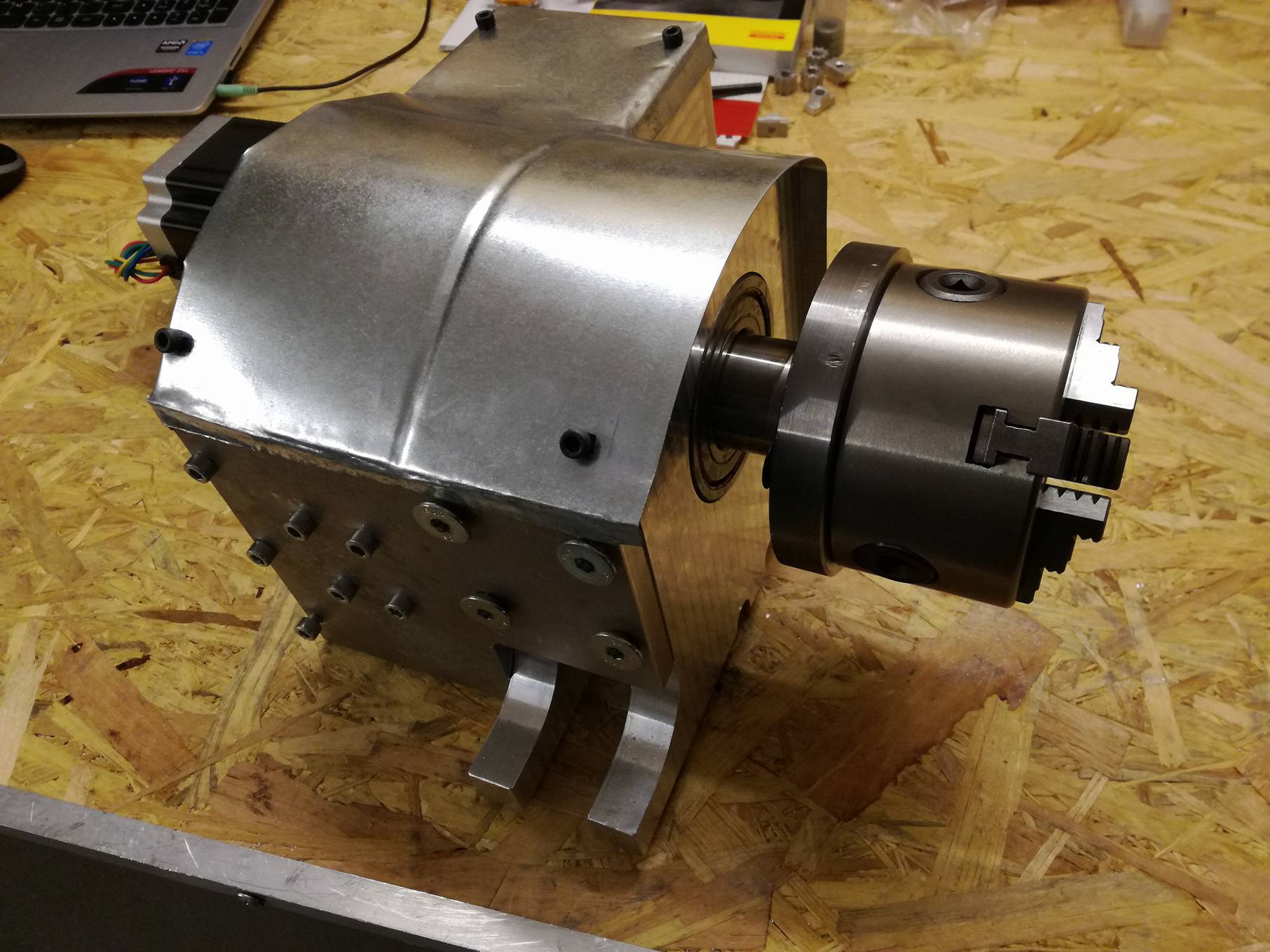
kwarc pisze:1- zbyt mala odleglosc ulozyskowania osi glownej ...... to az bije po oczach .
starałem się mieć możliwie najwięcej stołu do obróbki. Wiem ze mogło być lepiej w tej materii.
Łożyskowania jest 70mm łącznie, 2x20mm łożyska i 30 prześwitu pomiędzy.
kwarc pisze:Dobra robota ......Cieszy oko wykonany detal ....Ja szukam pojedynczych setek na detalach o srednicy
150mm.
Pracuję na Mandelli M14 - 2 paletowa 3+3 osie. Powiem że mam dosyć szukania mikronów przy wytaczaniach, chociaż w chacie mam trochę luzu

Dzięki, że kibicowałeś! Miło mi to słyszeć
cube000 pisze:cube000
Ta 2 opcja ciekawa bardzo!
Pomyslę nad czymś takim w sumie, średnice można regulować a to najważniejsze przecież.
Plastikowa, masz jakieś foto takiego czegoś?
Cieńsze wałeczki np 20mm to mi nie będzie szkoda minimalny wysięg na 1 sztukę reszta na złom pójdzie najwyżej.
Z takiej 40 już źle nie było w sumie, 6mm frez i po 1mm zbierałem nim na 1800 posuwie.
Będę testować w każdym razie!
=================
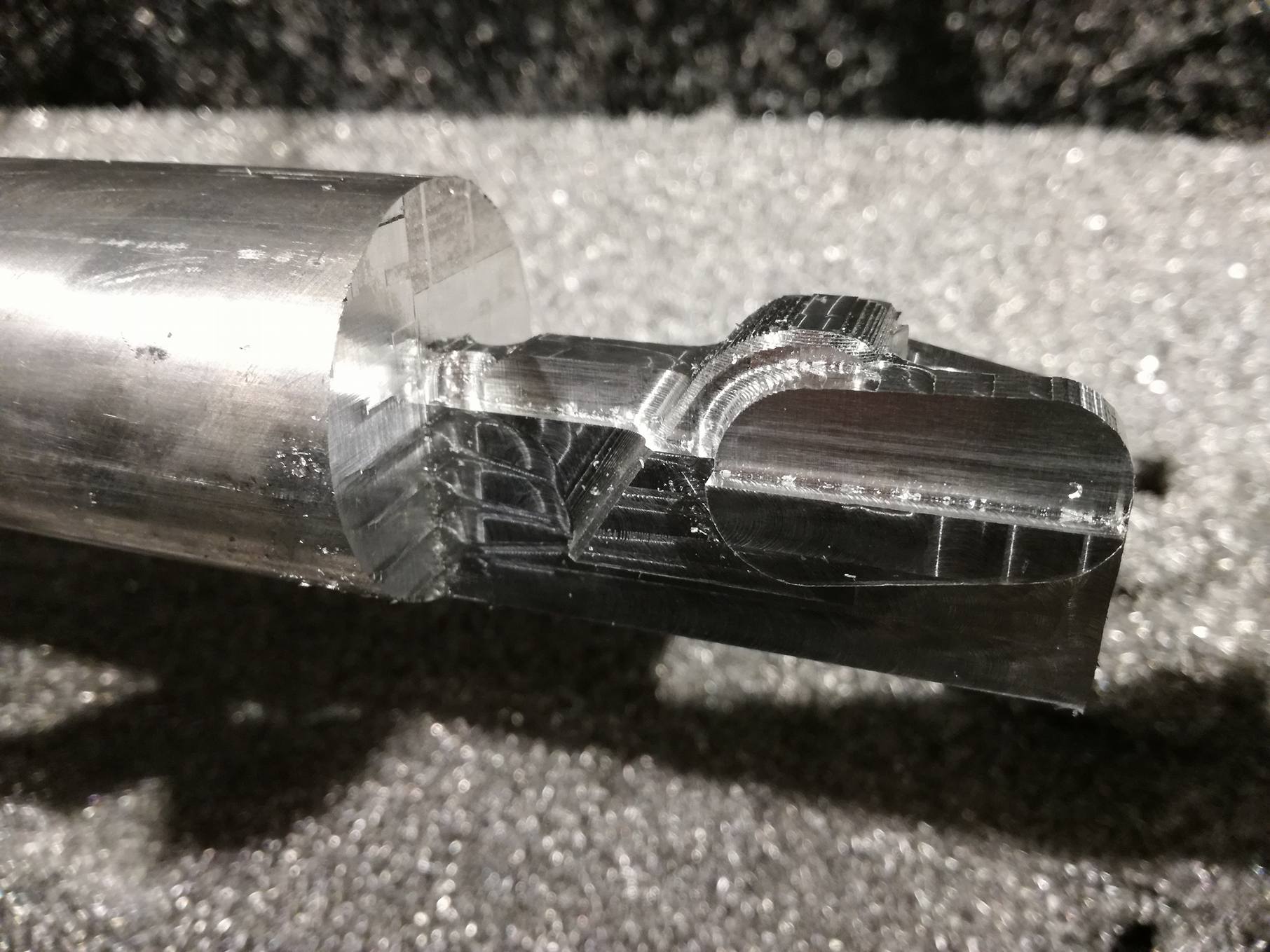
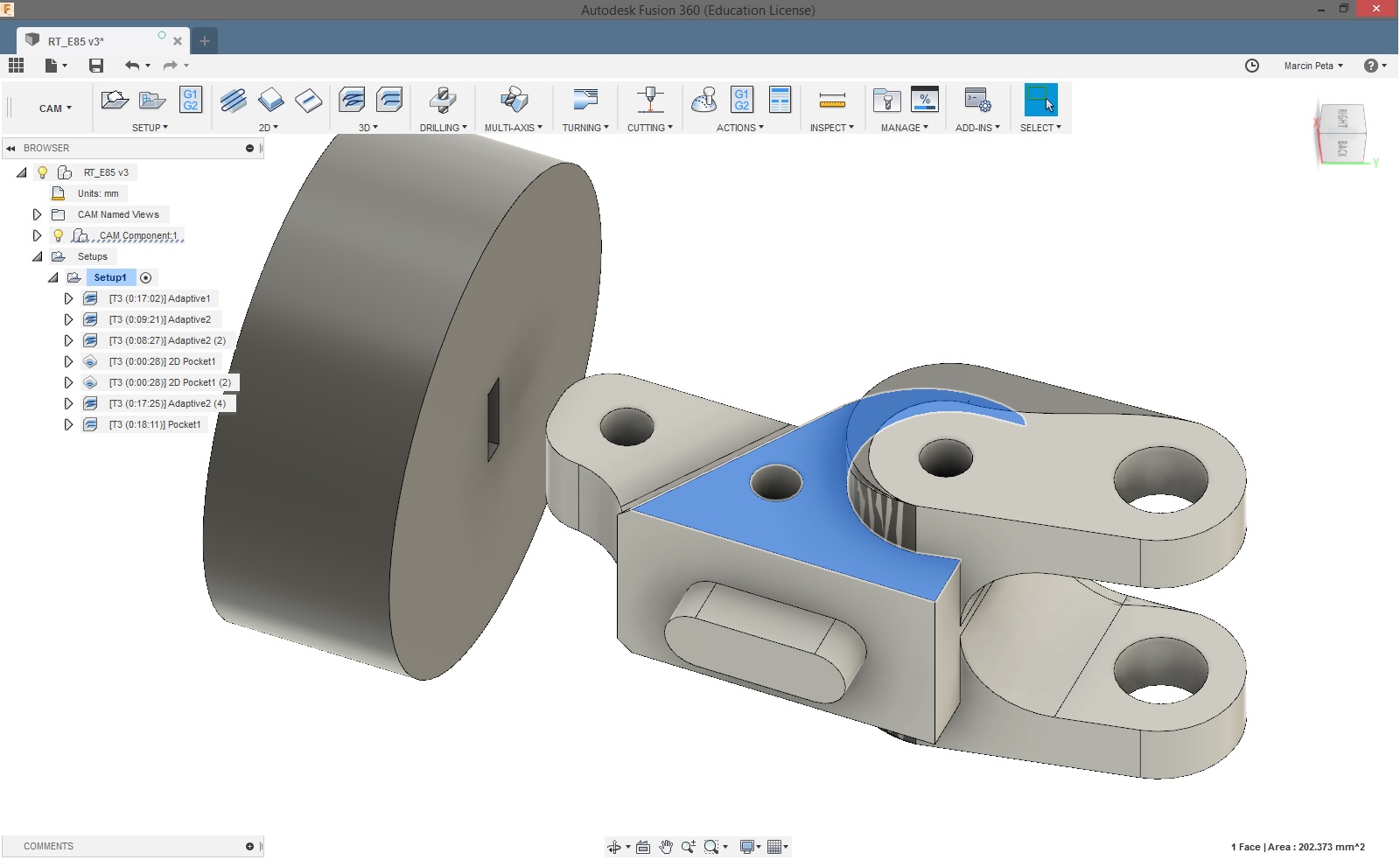
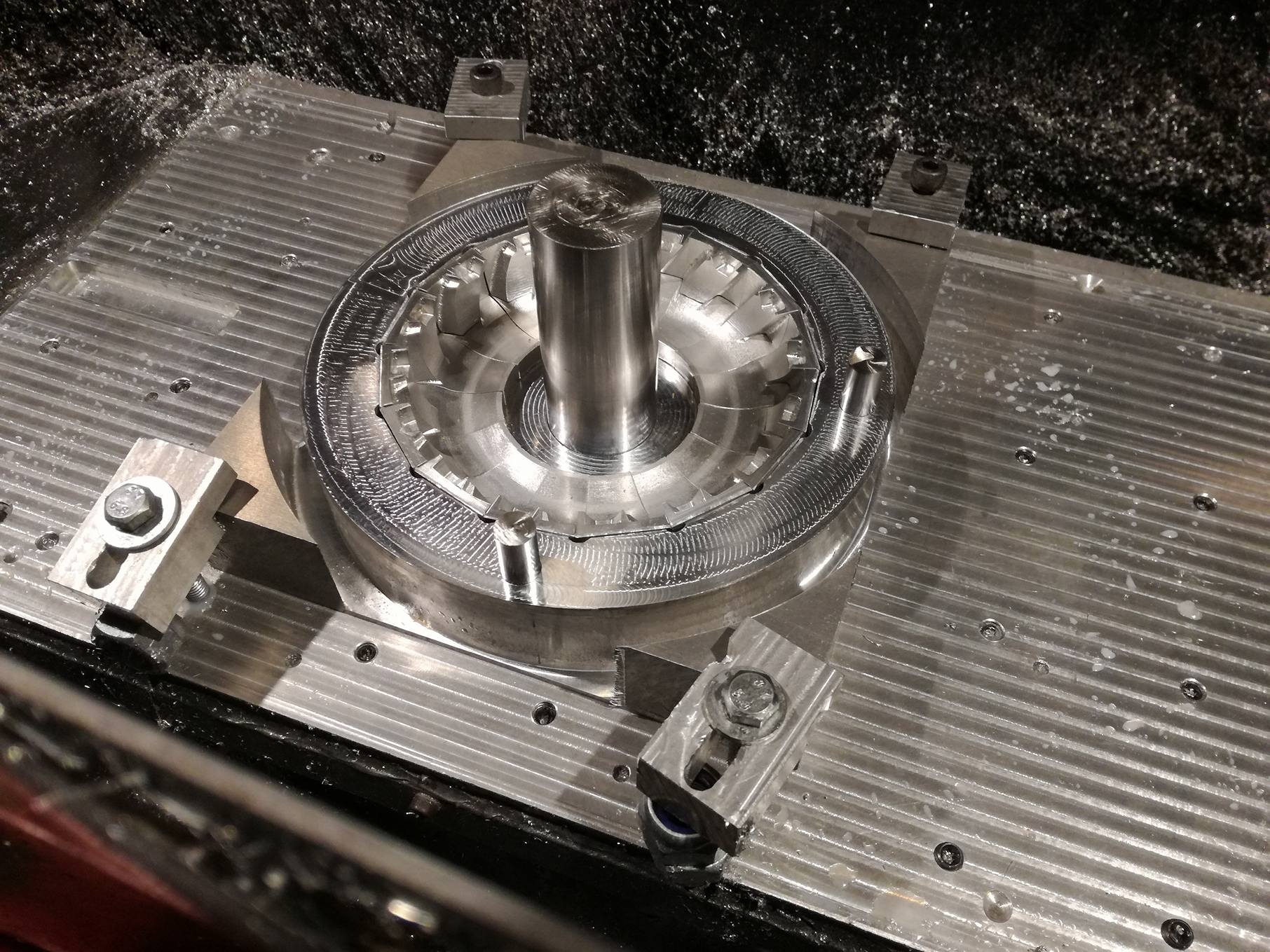
Poprawiłem korekcję na Y, wyszło teraz bardzo ładnie. Pozostaje mi się wprawić w CAMie lekko żeby poprawek nie było dużo i poćwiczyć z jakimiś fazkami i dziwnymi dojazdami pod kątem z aktywną osią

To tak za jakieś 5-7 lat założę nowy temat: 5 osióweczka z magazynkiem!
Ale tak podsumowując całą tę budowę frezarki...
Wiecie co mnie najbardziej wnerwia?!
Brak odprowadzania wiórów ze stołu i osłon! To jest takie nieporęczne i niewygodne
Te gumy mi się za zapychają szybko i pędzlem muszę to do koryt zgarniać a potem koryta czyścić.
Generalnie pełna obudowa wytłumiona i lanie chłodziwem dają spory komfory, syf zostaje względnie w środku i wiem że w głowę nie dostanę rykoszetem w razie czego!