można geometrie dopracowac generalnie obadac sobie to musze jak to bedzie dzialac

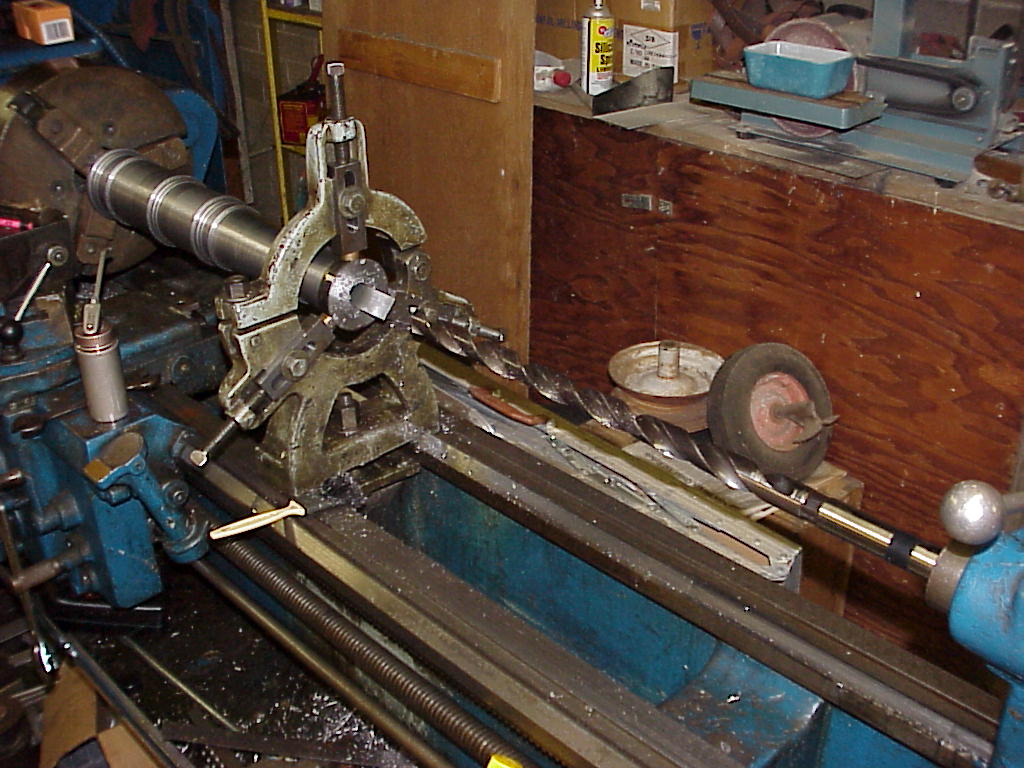
generalnie sposób na węglikowe wiertła do twardego metalu dużej srednicy i bardzo długie praktycznie za darmo
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Jak pamietam to wrecz jest nawet odwrotnie niz myslisz... odpowiednie podniesienie temperatury powoduje zmiekczenie/ uplastycznienie materiału obrabianego na czole wiertła dzieki czemu wiór łatwiej odchodzi i sie formuje, rownomiernie rozklada obciazenie na ostrze (nie szczerbi ostrza)InzSpawalnik pisze:w stali czarnej grzanie wiorow nie wplywa to znaczaco na wzrost twardosci.
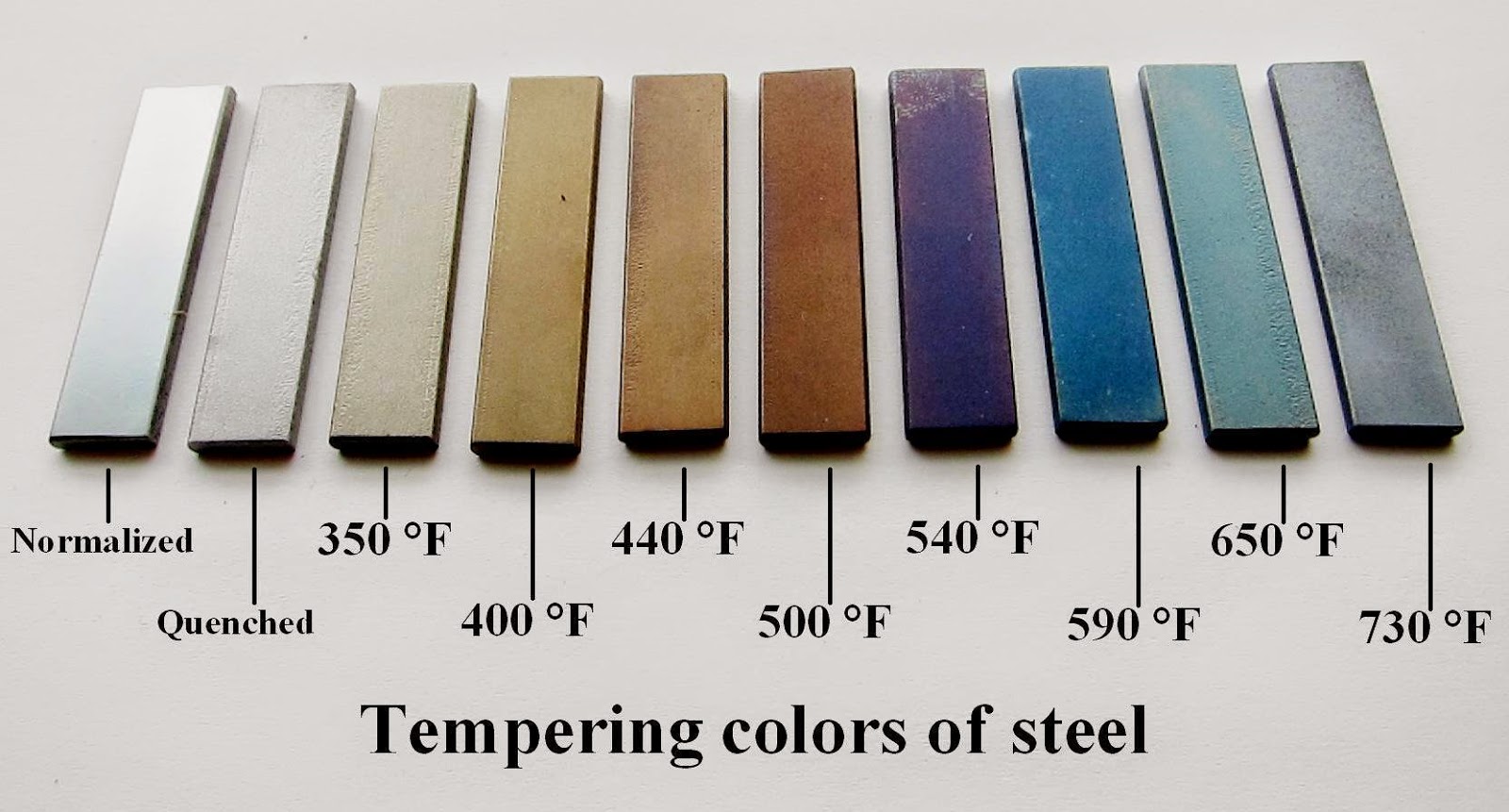
optymalnie rozgrzanymi (przegrzane to przegrzane )InzSpawalnik pisze: Mozna rownie dobrze wiercic z wiorami ciemno niebieskimi ( takimi jak po prawej stronie wykresu ). Tak dobrze uslyszales - przegrzanymi.



chyba chciałes powiedziec szare/srebrne ... jasno niebieskie to solidnie przegrzane i spalone wiertło bo to ostatni kolor i najwyższa temperatura powyżej juz swiecąInzSpawalnik pisze:Odnosnie koloru wiorow:
( jasno niebieskie ) - warunki wiercenia sa idealne.
Bzdura kompletnaInzSpawalnik pisze: Chlodzenie wewnetrzne nie ma zadnego wplywu na odprowadzanie wiorow.








