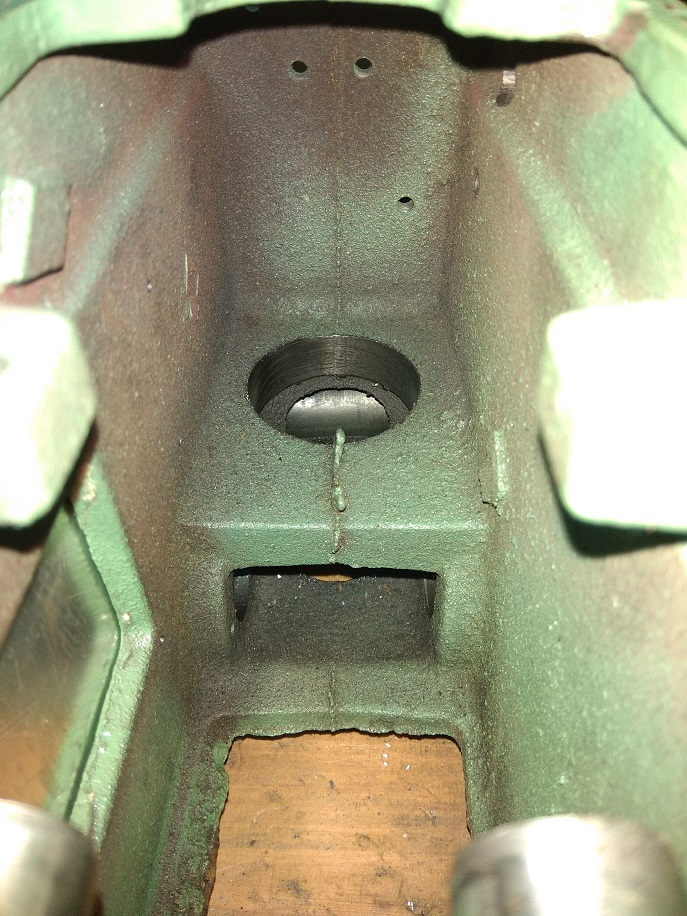
Fotki z uszczelniania korpusu:



Pomiędzy tą puszką a pinolą jest wsadzona taka gąbka jaką się kładzie pod panele.
Po zalaniu zostanie wyjęta i pinola nie będzie o nic zaczepiała.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „Frezowanie głowicą 50mm”
Z tym off topem to racja...bartoszmista pisze: Dla mnie temat podążył dziwną drogą od parametrów obróbki po wymianę łożysk i zalewanie korpusu betonem... A nie prościej zainwestować w odpowiednią frezarkę? Nawet coś używanego za kilka tysięcy by się lepiej sprawdziło niż to co masz. Jeśli już się nastawiasz na poważne roboty frezarskie (głowica 50) to pewnie by się opłaciło. Nie wiem czy coś da taka przeróbka. Łożyska i tak padną od takich obciążeń a i zalanie betonem nic nie da jak silnik nie da rady...
Dziękuje za skany. Poczytałem ale wcześniej sugerowałem się:Yarec pisze:Przepraszam, chodzi mi o wybór łożysk.
We wrzecionie choć jedno powinno być skośne (zresztą poczytaj w linkach jakie dałem nie bez powodu).
Steryd pisze: Jak dajesz łożysko skośne, to musisz gdzieś zamknąć węzeł. Jak dasz jedno skośne jedno promieniowe, to bedziesz miał jeszcze gorsze luzy, bo łożysko nie bedzie dociskane do biezni. Daj takie jak chciał producent, tylko porządne i nic lepszego nie wymyslisz, chyba, że przeprojektujesz łożyskowanie.
Oboje z Zosia jesteśmy amatorami:) Zarówno ja jak i Ona próbujemy się udoskonalać;pYarec pisze:- przepraszam, jak długo zajmujesz się mechaniką ?
Chodzi Ci o zalanie betonem maszyny czy o wybór łożysk?Yarec pisze: (zalej betonem też wybrane przez Ciebie łożyska)

I wszystko jasne. Kupie 2 lepszej klasy zwykłe kulkowe.Steryd pisze:Jak dajesz łożysko skośne, to musisz gdzieś zamknąć węzeł. Jak dasz jedno skośne jedno promieniowe, to bedziesz miał jeszcze gorsze luzy, bo łożysko nie bedzie dociskane do biezni. Daj takie jak chciał producent, tylko porządne i nic lepszego nie wymyslisz, chyba, że przeprojektujesz łożyskowanie.






