



Witaj
Jeśli dobrze zrozumiałem Twoje pytanie, to wystarczy wstawić wymiar jednego okręgu, a następnie "złapać" strzałkę wymiaru z wciśniętym jednocześnie ctrl i przenieść na drugi otwór.
Pozrawiam
Znaleziono 14 wyników
- 24 maja 2014, 18:40
- Forum: Solidworks
- Temat: Wymiarowanie
- Odpowiedzi: 2
- Odsłony: 903
- 03 maja 2014, 18:12
- Forum: Solidworks
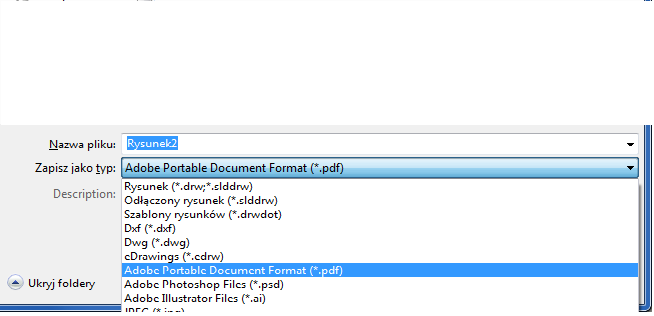
- Temat: Solidworks 2013 - zapis rysunku do PDF.
- Odpowiedzi: 3
- Odsłony: 1665
- 25 kwie 2014, 08:46
- Forum: Fanuc
- Temat: frezowanie z podprogramem
- Odpowiedzi: 2
- Odsłony: 1733
- 09 kwie 2014, 06:43
- Forum: Solidworks
- Temat: Linia podziałowa
- Odpowiedzi: 1
- Odsłony: 1042
Korekcja
Witam, od pewnego czasu mam problem z korekcją promienia narzędzia, Maszyna ma 2 stoly robocze i kiedy wykonuje frezowanie na 1 stole to korekcja narzedzia dziala prawidlowo, natomiast przy probie frezowania na drugim stole kiedy przy funkcji M10 (ktora odpowiada za zmiane osi sterowania przy pomocy...
- 08 mar 2014, 10:32
- Forum: Solidworks
- Temat: Przenikanie - prowadnica
- Odpowiedzi: 8
- Odsłony: 1456
- 28 lut 2014, 08:19
- Forum: G-CODE - programowanie
- Temat: Punkt referencyjny
- Odpowiedzi: 13
- Odsłony: 3738
Zgadza sie, ale u mnie na maszynie jest tak ze przy zerowaniu maszyny zaswiecaja sie lampki poszczegolnych osi ze jest w punkcie referencyjnym czyli zerowym, natomiast, poprzez wywolanie G53 zera maszyny, ok powraca do punktu zerowego, ale zadna z lampek nie jest zaswiecona. Byc moze to nieistotne, ...
- 26 lut 2014, 07:20
- Forum: G-CODE - programowanie
- Temat: Punkt referencyjny
- Odpowiedzi: 13
- Odsłony: 3738
- 24 lut 2014, 13:23
- Forum: Fanuc
- Temat: Hasło do programu NC
- Odpowiedzi: 3
- Odsłony: 1365






