



Lajosz możesz sprawdzić ten projekt - mam nadzieję że o to chodziło ("gotową ścieżkę (plik) zapisaną dla postprocesora który wybieram + wektory (DXF)")
Co do zgodności wymiarowej, pomiary sprawdziłem i tam gdzie wycięło poprawnie odległości są poprawne, a tam gdzie zaokrągliło jest różnica (nie ma ostrych krawędzi). Różnica w osi X czy Y jest taka sama.
Przyspieszenia napiszę jutro jak sprawdzę. Do maszyny korzystam z laptopa, którego nie zabrałem ze sobą.
Znaleziono 4 wyniki
Wróć do „ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia”
- 27 lut 2014, 20:07
- Forum: ArtCAM
- Temat: ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia
- Odpowiedzi: 12
- Odsłony: 6807
- 25 lut 2014, 20:47
- Forum: ArtCAM
- Temat: ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia
- Odpowiedzi: 12
- Odsłony: 6807
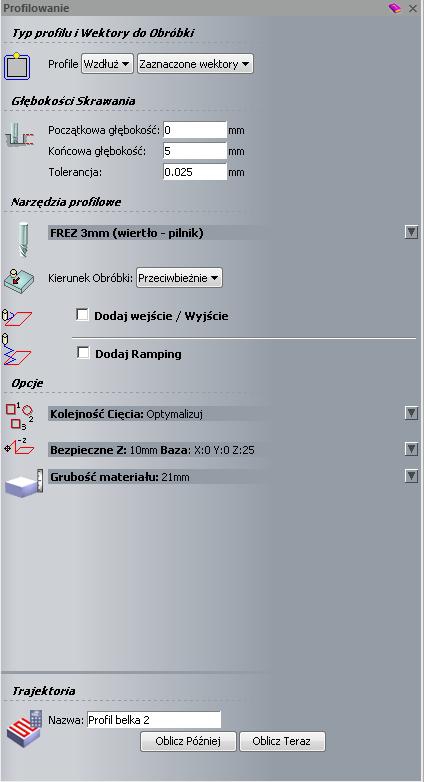
Wyciąłem jeszcze raz sprawdzając to co napisałeś z profilowaniem bez zmiany wektorów tylko profilowanie (wzdłuż wektora i po zewnętrznej).
Nie rozumiem dlaczego tak się dzieje jeżeli na symulacji pokazuje że jest dobrze.
Dla profilowania po zewnętrznej kąty wychodzą poprawnie a dla wzdłuż zaokrągla. Tylko w jednym elemencie zaokrągliło po zewnętrznej.
Co do czyszczenia powierzchni (też zaokrągla kąty) uważałem że wystarczy raz przejechać bez profilowania. Należy dodatkowo wyznaczyć profilowanie.
Zmienię układ wektorów i wyznaczę jeszcze raz trajektorię.
Czy u Ciebie dzieje się tak samo? Jeżeli nie to będę dalej szukał problemu.
Możesz sprawdzić czy pozostałe elementy wykonuję poprawnie?
Wybierany postprocesor:
Mach3gb-MM-Arcs-ATC(*.TAP) - jak używam kilku frezów
Mach3gb-Arcs(MM)(*.TAP) - jak używam jednego frezu
Dla tego projektu wykorzystałem Mach3gb-Arcs(MM)(*.TAP) - jeden frez
Pytanie o frezy:
Jak wpisać takie frezy do bazy narzędzi, bo w przysłanym przez Ciebie obrazku jest kilka wymiarów gdzie w edycji narzędzia ich nie widzę. Możesz podesłać przykład jaki typ narzędzia wybrać?
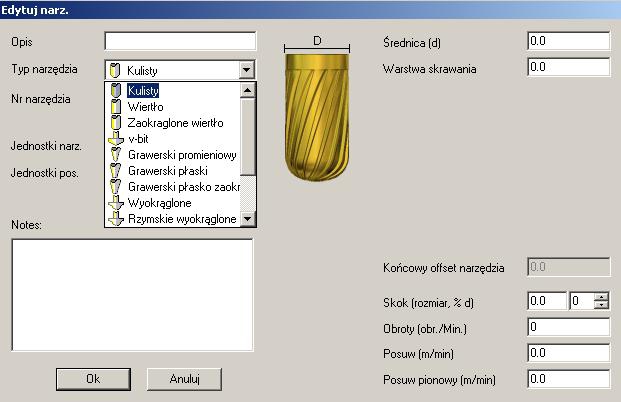
Jeżeli wykorzystam te frezy co posiadam to uważasz że coś z tego wyjdzie czy od razu kupić te które zaproponowałeś?
Podałem przykład dla moich frezów.
Jest taki parametr naddatek. Jaką wartość wpisywać dla obróbki zgrubnej. Przybliżysz mi jak to powinno się robić?
Pozdrawiam
Nie rozumiem dlaczego tak się dzieje jeżeli na symulacji pokazuje że jest dobrze.
Dla profilowania po zewnętrznej kąty wychodzą poprawnie a dla wzdłuż zaokrągla. Tylko w jednym elemencie zaokrągliło po zewnętrznej.
Co do czyszczenia powierzchni (też zaokrągla kąty) uważałem że wystarczy raz przejechać bez profilowania. Należy dodatkowo wyznaczyć profilowanie.
Zmienię układ wektorów i wyznaczę jeszcze raz trajektorię.
Czy u Ciebie dzieje się tak samo? Jeżeli nie to będę dalej szukał problemu.
Możesz sprawdzić czy pozostałe elementy wykonuję poprawnie?
Wybierany postprocesor:
Mach3gb-MM-Arcs-ATC(*.TAP) - jak używam kilku frezów
Mach3gb-Arcs(MM)(*.TAP) - jak używam jednego frezu
Dla tego projektu wykorzystałem Mach3gb-Arcs(MM)(*.TAP) - jeden frez
Pytanie o frezy:
Jak wpisać takie frezy do bazy narzędzi, bo w przysłanym przez Ciebie obrazku jest kilka wymiarów gdzie w edycji narzędzia ich nie widzę. Możesz podesłać przykład jaki typ narzędzia wybrać?
Jeżeli wykorzystam te frezy co posiadam to uważasz że coś z tego wyjdzie czy od razu kupić te które zaproponowałeś?
Podałem przykład dla moich frezów.
Jest taki parametr naddatek. Jaką wartość wpisywać dla obróbki zgrubnej. Przybliżysz mi jak to powinno się robić?
Pozdrawiam
- 24 lut 2014, 20:41
- Forum: ArtCAM
- Temat: ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia
- Odpowiedzi: 12
- Odsłony: 6807
Dziękuję za zainteresowanie. Postaram się w jak najlepszy sposób zobrazować mój problem.
Zacznę od narzędzi:
Jako początkujący zakupiłem frezy:
Frez diamentowo zębaty (pilnik) 3,0mm - Średnica robocza frezu - 3,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 9mm, Długość całkowita frezu - 38mm.
Frez diamentowo zębaty (pilnik) 1,0mm - Średnica robocza frezu - 1,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 7mm, Długość całkowita frezu - 38mm.
Można je stosować do:
- drewno, laminat, płytki drukowane, MDF, sklejka, carbon, twarde tworzywa sztuczne,
Frez trzpieniowy z łbem kulistym 2-zębnym 3mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez trzpieniowy z łbem kulistym 2-zębnym 2mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez grawerski z węglika 0,1 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Frez grawerski z węglika 0,3 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Można je stosować do:
- płytek drukowanych, aluminium, mosiądz, miedź, srebro, drewno, PCV, tworzywa sztuczne, plexi,l aminatu oraz innych materiałów.
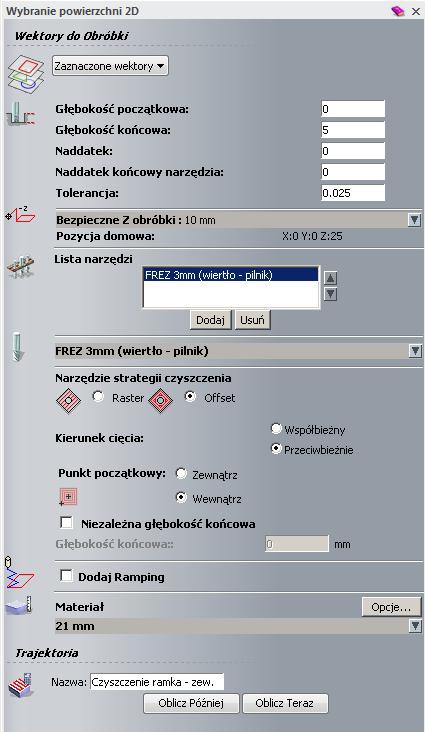
Ustawienie narzędzia które wykorzystuję do wycięcia przykładowego projektu:
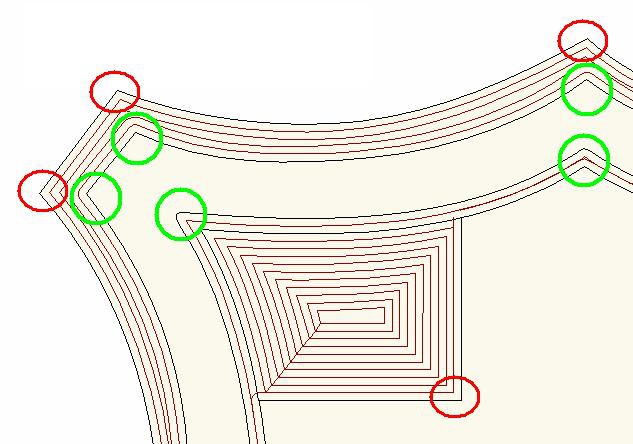
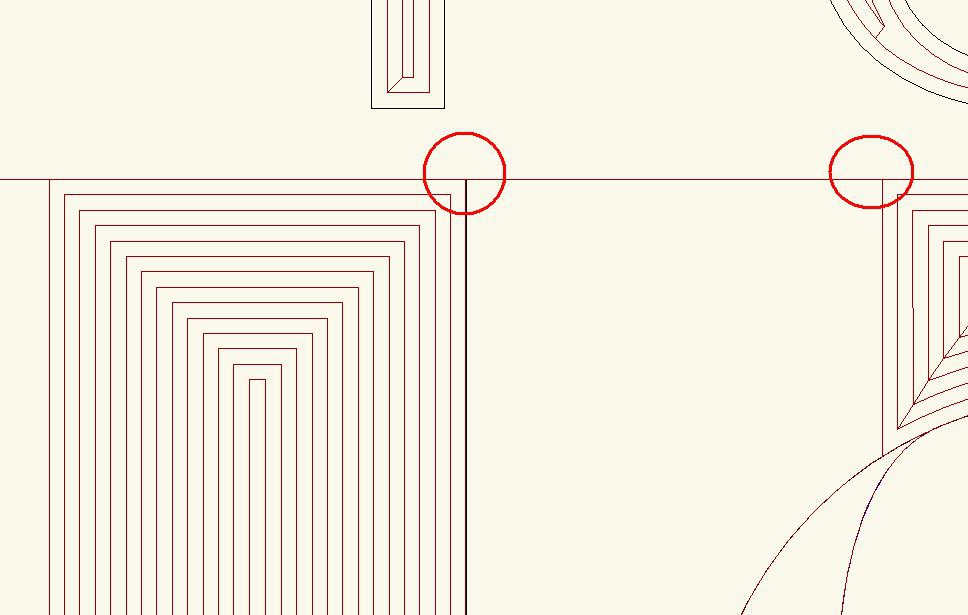
Aby lepiej zrozumieć o co mi chodzi przedstawię to na obrazku poniżej. Narysowane są wektory wraz z wyznaczonymi trajektoriami. Czerwony kolor oznacza gdzie wycięcie jest niezgodne z trajektorią profilowania lub czyszczenia powierzchni. Na zielono jest OK.
Wektory z trajektoriami:
Symulacja:

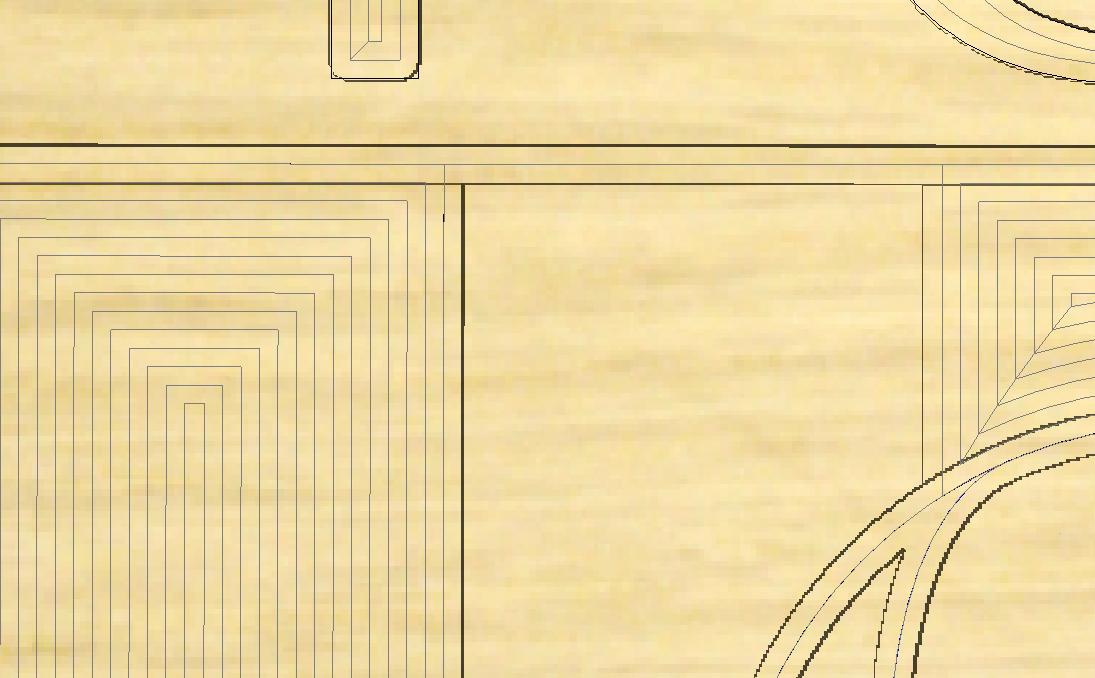
Wycięty projekt:


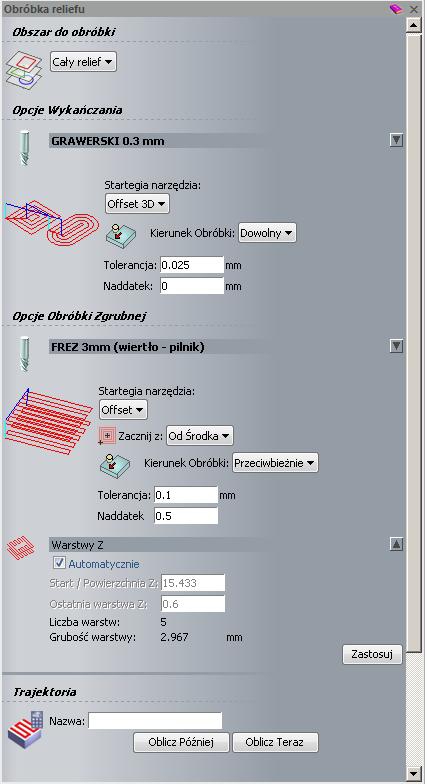
Ustawienia trajektorii:
Proszę jeszcze o podpowiedź jakich frezów (obróbka zgrubna i wykończenie) należy użyć do do tych reliefów które narysowałem:
Wielkość 450 x 450
Grubość 15
Czy te moje frezy odpowiadają czy lepiej użyć jakiś innych?

Mam nadzieję że tyle wystarczy, w razie niezrozumienia proszę pisać (proszę pamiętać, że dopiero raczkuję).
Pozdrawiam i czekam na podpowiedzi
Zacznę od narzędzi:
Jako początkujący zakupiłem frezy:
Frez diamentowo zębaty (pilnik) 3,0mm - Średnica robocza frezu - 3,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 9mm, Długość całkowita frezu - 38mm.
Frez diamentowo zębaty (pilnik) 1,0mm - Średnica robocza frezu - 1,0mm, Mocowane na trzpieniu 1/8" - 3,175 mm. Długość części roboczej - 7mm, Długość całkowita frezu - 38mm.
Można je stosować do:
- drewno, laminat, płytki drukowane, MDF, sklejka, carbon, twarde tworzywa sztuczne,
Frez trzpieniowy z łbem kulistym 2-zębnym 3mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez trzpieniowy z łbem kulistym 2-zębnym 2mm, monolityczny z węglika, chwyt prosty, długość ostrza 6mm, długość całkowita frezu 38mm.
Frez grawerski z węglika 0,1 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Frez grawerski z węglika 0,3 mm - Mocowane na trzpieniu 1/8" - 3,175 mm. Długość całkowita frezu to ok 32mm
Można je stosować do:
- płytek drukowanych, aluminium, mosiądz, miedź, srebro, drewno, PCV, tworzywa sztuczne, plexi,l aminatu oraz innych materiałów.
Ustawienie narzędzia które wykorzystuję do wycięcia przykładowego projektu:
Aby lepiej zrozumieć o co mi chodzi przedstawię to na obrazku poniżej. Narysowane są wektory wraz z wyznaczonymi trajektoriami. Czerwony kolor oznacza gdzie wycięcie jest niezgodne z trajektorią profilowania lub czyszczenia powierzchni. Na zielono jest OK.
Wektory z trajektoriami:
Symulacja:
Wycięty projekt:
Ustawienia trajektorii:
Proszę jeszcze o podpowiedź jakich frezów (obróbka zgrubna i wykończenie) należy użyć do do tych reliefów które narysowałem:
Wielkość 450 x 450
Grubość 15
Czy te moje frezy odpowiadają czy lepiej użyć jakiś innych?
Mam nadzieję że tyle wystarczy, w razie niezrozumienia proszę pisać (proszę pamiętać, że dopiero raczkuję).
Pozdrawiam i czekam na podpowiedzi
- 23 lut 2014, 14:45
- Forum: ArtCAM
- Temat: ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia
- Odpowiedzi: 12
- Odsłony: 6807
ArtCam wycinanie 2D - trajektorie nieadekwatne do wycięcia
Witam
W którym miejscu popełniam błąd, czy to jest wina po stronie ArtCam, Mach3, edycji narzędzia czy innego współczynnika.
Po narysowaniu w programie ArtCam wektorów, wyznaczeniu trajektorii (profilowania i czyszczenia powierzchni), wczytaniu kodu do programu Mach3 wycięty element różni się od symulacji.
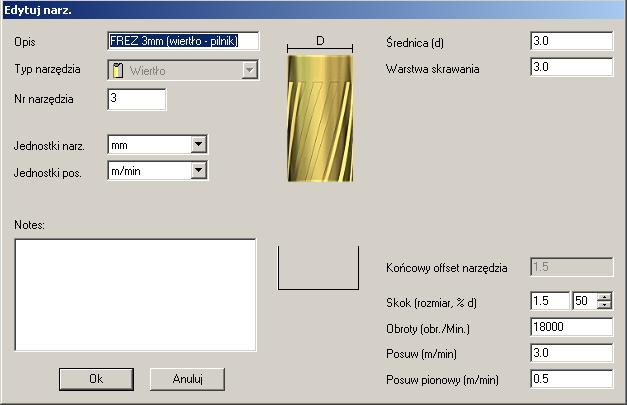
Do wycięcia używam pilnika 3mm o parametrach:
Średnica(d): 3
Warstwa skrawania: 3
Końcowy offset narzędzia 1.5
Skok (rozmiar, %d) 1.5 50
Obroty (obr./Min.) 18000
Posuw(m/min) 3
Posuw pionowy (m/min) 0.5
Chodzi dokładnie o to, że jeżeli trajektorie (profilowania i czyszczenia powierzchni) narysowane są pod kątem prostym to dlaczego na wyciętym elemencie są zaokrąglone w znaczącym stopniu większym niż wielkość pilnika 3mm. Czy odpowiada za to jakiś parametr w ArtCam, czy po wczytaniu do programu Mach3 skraca sobie trajektorie (zaokrągla je). Dodam jeszcze że odstępy między wycinanymi elementami są większe lub równe 3mm.
Będę wdzięczny za wsparcie
Pozdrawiam
W którym miejscu popełniam błąd, czy to jest wina po stronie ArtCam, Mach3, edycji narzędzia czy innego współczynnika.
Po narysowaniu w programie ArtCam wektorów, wyznaczeniu trajektorii (profilowania i czyszczenia powierzchni), wczytaniu kodu do programu Mach3 wycięty element różni się od symulacji.
Do wycięcia używam pilnika 3mm o parametrach:
Średnica(d): 3
Warstwa skrawania: 3
Końcowy offset narzędzia 1.5
Skok (rozmiar, %d) 1.5 50
Obroty (obr./Min.) 18000
Posuw(m/min) 3
Posuw pionowy (m/min) 0.5
Chodzi dokładnie o to, że jeżeli trajektorie (profilowania i czyszczenia powierzchni) narysowane są pod kątem prostym to dlaczego na wyciętym elemencie są zaokrąglone w znaczącym stopniu większym niż wielkość pilnika 3mm. Czy odpowiada za to jakiś parametr w ArtCam, czy po wczytaniu do programu Mach3 skraca sobie trajektorie (zaokrągla je). Dodam jeszcze że odstępy między wycinanymi elementami są większe lub równe 3mm.
Będę wdzięczny za wsparcie
Pozdrawiam






