Witam
Maszyna posiada sterowanie Sinumeric 810TE GA1 ( Nie wiem czy to to samo co 810t)
Wczoraj udało mi się skomunikować z maszyną i przesłać na laptopa pliki TEA1, TEA2, PCP, ASM.
Próbowałem wgrać ponownie dane zgodnie z jednym z poradników tj.czyszczenie wszystkiego- restart- bity transmisji-wgrywanie Tea1,Tea2 ( na monitorze w datatype pojawia sie napis) Następnie znowu Clear PLC, Clear Flags, restart ( o dziwo teraz w jog nie ma zapalonej ikonki blędu. tj " ? " ). Wgrywanie PCP- restart. Na monitorze komunikat " 2000 Ord 1 Emergency stop ).
Czy zrobiłem coś nie tak, czy czegoś może jeszcze nie zrobiłem ( Czy trzeba ustawiać zakres osi, enkodery, wrzeciono aby zniknął alarm)
1.Czy aby zaprogramować PLC to bateria powinna być sprawna ( tj wskazywać minimalne napięcie ). Jakie napięcie powinno wynosić ?
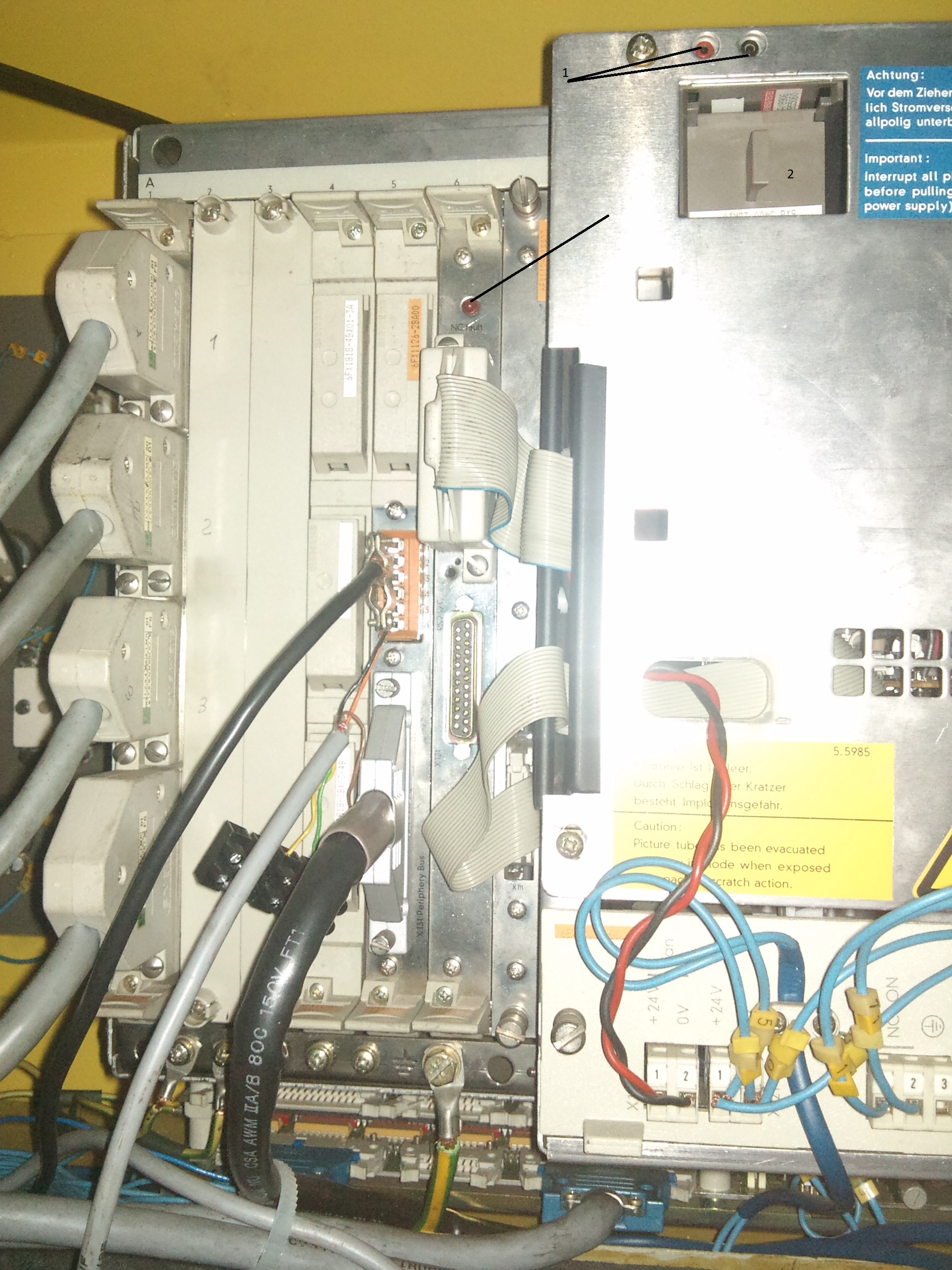
2.Czy napięcie baterii sprawdza się z tyłu panelu operatorskiego na dwóch otworach ( czarny i czerwony, nr 1 na poniższym zdjęciu. ) Mierzyłem wartość napiecia na tych otworach i wynosi poniżej 0,1V dla wyłączonej i powyżej ( około 0,14V) dla włączonej maszyny.
3.Czy nr 2 na poniższym zdjęciu to jest własnie bateria, którą należy wymienić ? Jeśli nie to mniej więcje w którym miejscu ta bateria się znajduję.
4. Baterię wymieniać przy załączonym zasilaniu czy odłączonym ?
5. Co z plikiem ASM ? Trzeba również go wgrywać na maszynę ( ponad 200kB).
Dodam, że podczas uruchamiania maszyny dioda NC faults zamiga 2 razy i potem już się nie pali. ( Nr 3 na zdjęciu)
Czekam na wszelką pomoc w związku z moimi pytaniami. Jeśli zna ktoś miejsce gdzie można kupić nową baterię bo tej maszyny to również bardzo bym prosił o udzielenie informacji.
Pozdrawiam










