



Żeby zakończyć temat u mnie to wyszło tak:
T1200
G97 S1200 M3
G0 Z-1.0 X7.0 T12
G1 Z-0.02 X5.4 F1.0
G3 W0.4 X5.0 R0.4 F0.02
G1 Z5.0 F0.04
G0 X4.5
G0 Z-1.0
G0 X30.0
G0 T0
M1
fałszywy nos na 2 i dałem 0.2 na promieniu. trochę dziwne ale robi ładnie, i sorry że tak późno odpisuje ale kocioł za kotłem miałem, pozdrawiam i dzięki wszystkim zainteresowanym
Znaleziono 5 wyników
Wróć do „niby proste, ale.... R”
- 08 paź 2014, 16:03
- Forum: G-CODE - programowanie
- Temat: niby proste, ale.... R
- Odpowiedzi: 10
- Odsłony: 1968
- 04 paź 2014, 20:13
- Forum: G-CODE - programowanie
- Temat: niby proste, ale.... R
- Odpowiedzi: 10
- Odsłony: 1968
Rysunek mogę podesłać na priv i to częściowy niestety, zainteresowanych  ludzi dobrej woli proszę o info a podeślę częściowy rysunek
ludzi dobrej woli proszę o info a podeślę częściowy rysunek  apropo wytaczaka no praktycznie nie ma promienia www.sandvik.coromant.com/pl-pl/products ... fault.aspx
apropo wytaczaka no praktycznie nie ma promienia www.sandvik.coromant.com/pl-pl/products ... fault.aspx
- 04 paź 2014, 18:43
- Forum: G-CODE - programowanie
- Temat: niby proste, ale.... R
- Odpowiedzi: 10
- Odsłony: 1968
- 04 paź 2014, 10:04
- Forum: G-CODE - programowanie
- Temat: niby proste, ale.... R
- Odpowiedzi: 10
- Odsłony: 1968
hmm no to jeszcze prościej bo to i tak wynika z rysunku teoretycznie
i tak
T1200
G97 S1200 M3
G0 Z-1.0 X7.0 T12
G1 G42 Z-0.02 X5.4 F1.0
G3 W0.4 X5.0 R0.4 F0.02
G1 G40 Z5.0 F0.04
G0 X4.5
G0 Z-1.0
G0 X30.0
G0 T0
M1
dodam że w offset.ach promień narzędzia oznaczony na 0.1 i do tego fałszywy nos wiecie o co chodzi 2 też w offset.ach
[ Dodano: 2014-10-04, 13:11 ]
ktoś, coś? panowie rozumiem że łikend hehe ale może....
panowie rozumiem że łikend hehe ale może....
i tak
T1200
G97 S1200 M3
G0 Z-1.0 X7.0 T12
G1 G42 Z-0.02 X5.4 F1.0
G3 W0.4 X5.0 R0.4 F0.02
G1 G40 Z5.0 F0.04
G0 X4.5
G0 Z-1.0
G0 X30.0
G0 T0
M1
dodam że w offset.ach promień narzędzia oznaczony na 0.1 i do tego fałszywy nos wiecie o co chodzi
[ Dodano: 2014-10-04, 13:11 ]
ktoś, coś?
- 03 paź 2014, 18:12
- Forum: G-CODE - programowanie
- Temat: niby proste, ale.... R
- Odpowiedzi: 10
- Odsłony: 1968
niby proste, ale.... R
Witam, panowie mam problem, wydawało mi się ze takie rzeczy potrafię ale zaskoczyło mnie to że maszynka nie reaguje, robi jakiś kosmos próbowałem z g42 g41 g3 g2 próbowałem w dwóch osiach x i y i nic potrzebuje zrobić dolny promień r4 sterowanie 18i tb narzędzie na imaku nie wiem jak coś potrzebujecie jeszcze pytajcie i pomóżcie
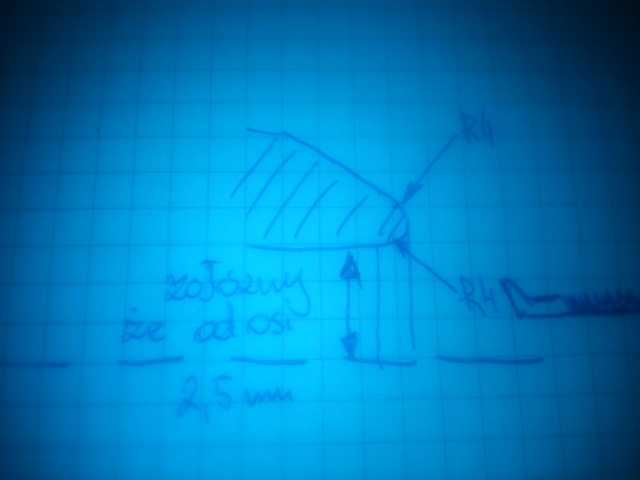 dodam że wytaczak sandvikowski promień jego może 0.1
dodam że wytaczak sandvikowski promień jego może 0.1
na zdjęciu błąd powinien być promień 0.4 nie r4
dodam że wytaczak sandvikowski promień jego może 0.1na zdjęciu błąd powinien być promień 0.4 nie r4






