Dzień dobry.
Dawno mnie nie było.
Pisze bo mam problem z maszyną.
Whn 13 sterowanie heidenhain 416f.
Jakiś czas temu miałem problem uruchomić maszynę po przestoju. Włączala się hydraulika normalnie, i przy resetowaniu osi pojawiał się błąd osi Y. Komunikat po polsku "błąd osi Y" i nic więcej. Po około 10 minutach błąd znikał i dało się zresetować osie.
Teraz jest ten sam problem tylko zamiast 10 minut trzeba czekać około 6 godzin, gdzie jeszcze kilka dni temu było to około 45 minut.
Nie wiem czego to może być wina.
Napęd osi był sprawdzany i nie było problemów odczyt jest z liniału ktory też jest nowy.
Gdzieś na elektrodzie czytałem że to mogą być kondensatory elektrolityczne i że jest zimno (na hali około 17°) to nie działają ale ze starości.
Nawet nie wiem gdzie w szafie ich szukać i jakiej wielkości kondensatorów sie spodziewać.
Czy ktoś może mnie naprowadzic gdzie szukać przyczyny problemu?
Znaleziono 8 wyników
Wróć do „heidenhain 416F babcia WHN”
- 05 gru 2019, 05:00
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
- 24 lut 2018, 20:00
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
Re: heidenhain 416F babcia WHN
Cos mi sie wciskło...
- 22 lut 2018, 17:28
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
Re: heidenhain 416F babcia WHN
cześć, wszystkie te posty są pomocne i dziękuje za udział w temacie.
chciałbym jeszcze się dowiedzieć jak napisać program aby głowica zagłębiała się w materiał wraz ze zmniejszaniem średnicy spirali, czyli jak wyfrezować stożek tak aby na każde koło nie pisać oddzielnego bloku z promieniem mniejszym o załóżmy 0.1mm i zagłębieniem wrzeciona przykładowo IW-0.2.
chciałbym jeszcze się dowiedzieć jak napisać program aby głowica zagłębiała się w materiał wraz ze zmniejszaniem średnicy spirali, czyli jak wyfrezować stożek tak aby na każde koło nie pisać oddzielnego bloku z promieniem mniejszym o załóżmy 0.1mm i zagłębieniem wrzeciona przykładowo IW-0.2.
- 20 lis 2017, 23:16
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
Re: heidenhain 416F babcia WHN
Cześć, przycisk pomógł to ten między, zgłoś post a cytuj?
twoja odpowiedź mi pomogła, dziś na próbę sprawdziłem jak to idzie, i powiem że jest o pięć razy szybciej niż na kole w x i y. odchodzi czas na przejazd na środek otworu i z powrotem na okrąg, i nie ma potrzeby najpierw wiercić wiertłem wielkości głowicy. nawet jeślibym robił otwór fi 80 głowicą fi 40 to chyba nawet nie ma potrzeby wiercić.
twoja odpowiedź mi pomogła, dziś na próbę sprawdziłem jak to idzie, i powiem że jest o pięć razy szybciej niż na kole w x i y. odchodzi czas na przejazd na środek otworu i z powrotem na okrąg, i nie ma potrzeby najpierw wiercić wiertłem wielkości głowicy. nawet jeślibym robił otwór fi 80 głowicą fi 40 to chyba nawet nie ma potrzeby wiercić.
- 18 lis 2017, 22:45
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
Re: heidenhain 416F babcia WHN
Cześć, gdzie sie klika pomagasa?
chciałbym was zapytać o pewien program na wyżęj wymienionym sterowniku heidenhain 416f,
chodzi o wybieranie materiału w kęsie stali do wytaczania, zgrubnie, głowicą.
otóż kolega mój z pracy ma za sobą kilkanaście lat doświadczenia i nie chce mi powiedzieć jak sie to robi.
otwór nieprzelotowy fi 70H7 głębokości 120mm +0,2
na początku na wylot wierce wiertłem fi 45 (zgodnie z rysunkiem)
potem po przewierceniu otworu zaczynam wybierać naddatek głowica i tak:
głowica fi 40.
nie używam funkcji lr i rr. po prostu odejmuje sobie promień głowicy.
chcę wyfrezować na fi68 (naddatek na wytaczanie) program wygląda mniej więcej tak:
L w+10 f3000 M3
L x0y0 (środek otworu)
L w0
LBL 1
CC x0y0
iw-1 F1000
L X0Y+14 F600 (+14 bo 68/2 =34 -20(promień głowicy)=14)
c x0y14 F600 (c to koło)
L x0y0 F1000
LBL 1 REP 119
STOP m2
end pgm "kolo"
pominąłem blk form i tool cale bo nie pamiętam, tool cal itak wpisuje L=0 i R=0 a obroty przeważnie 600, zmieniam tylko do gwintowania i wiercenia wiertłami +50
jeśli zrozumiale to przepisałem to wygląda to tak że najeżdżam na środek otworu potem wrzeciono przyrostowo zagłębia sie na milimeter i potem program robi koło w środku otworu, i wraca na środek aby wrzeciono z głowica mogło sie zagłębić.
z tego co widziałem, jest to możliwe żeby zamiast tego zrobić spirale, czyli podczas robienia koła przez maszynę jednocześnie głowica się zagłębiała w materiał dochodząc do żądanej głębokości zrobiła jedno koło (coś jak dwell time przy wierceniu, czyli obrót bez zagłębiania żeby wyrównać dno otworu) tylko nikt mnie tego nie chce nauczyć, a przyspieszyłoby mi to prace trzykrotnie. raz sobie pomyślałem żę tam gdzie jest c x0y14 dodać iw-1 ale to nie zadziałało.
czy mogę mieć prośbę do was o wytłumaczenie mi jak się robi taką spirale/helix?
chciałbym was zapytać o pewien program na wyżęj wymienionym sterowniku heidenhain 416f,
chodzi o wybieranie materiału w kęsie stali do wytaczania, zgrubnie, głowicą.
otóż kolega mój z pracy ma za sobą kilkanaście lat doświadczenia i nie chce mi powiedzieć jak sie to robi.
otwór nieprzelotowy fi 70H7 głębokości 120mm +0,2
na początku na wylot wierce wiertłem fi 45 (zgodnie z rysunkiem)
potem po przewierceniu otworu zaczynam wybierać naddatek głowica i tak:
głowica fi 40.
nie używam funkcji lr i rr. po prostu odejmuje sobie promień głowicy.
chcę wyfrezować na fi68 (naddatek na wytaczanie) program wygląda mniej więcej tak:
L w+10 f3000 M3
L x0y0 (środek otworu)
L w0
LBL 1
CC x0y0
iw-1 F1000
L X0Y+14 F600 (+14 bo 68/2 =34 -20(promień głowicy)=14)
c x0y14 F600 (c to koło)
L x0y0 F1000
LBL 1 REP 119
STOP m2
end pgm "kolo"
pominąłem blk form i tool cale bo nie pamiętam, tool cal itak wpisuje L=0 i R=0 a obroty przeważnie 600, zmieniam tylko do gwintowania i wiercenia wiertłami +50
jeśli zrozumiale to przepisałem to wygląda to tak że najeżdżam na środek otworu potem wrzeciono przyrostowo zagłębia sie na milimeter i potem program robi koło w środku otworu, i wraca na środek aby wrzeciono z głowica mogło sie zagłębić.
z tego co widziałem, jest to możliwe żeby zamiast tego zrobić spirale, czyli podczas robienia koła przez maszynę jednocześnie głowica się zagłębiała w materiał dochodząc do żądanej głębokości zrobiła jedno koło (coś jak dwell time przy wierceniu, czyli obrót bez zagłębiania żeby wyrównać dno otworu) tylko nikt mnie tego nie chce nauczyć, a przyspieszyłoby mi to prace trzykrotnie. raz sobie pomyślałem żę tam gdzie jest c x0y14 dodać iw-1 ale to nie zadziałało.
czy mogę mieć prośbę do was o wytłumaczenie mi jak się robi taką spirale/helix?
- 23 wrz 2017, 10:47
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868






- 16 wrz 2017, 16:23
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
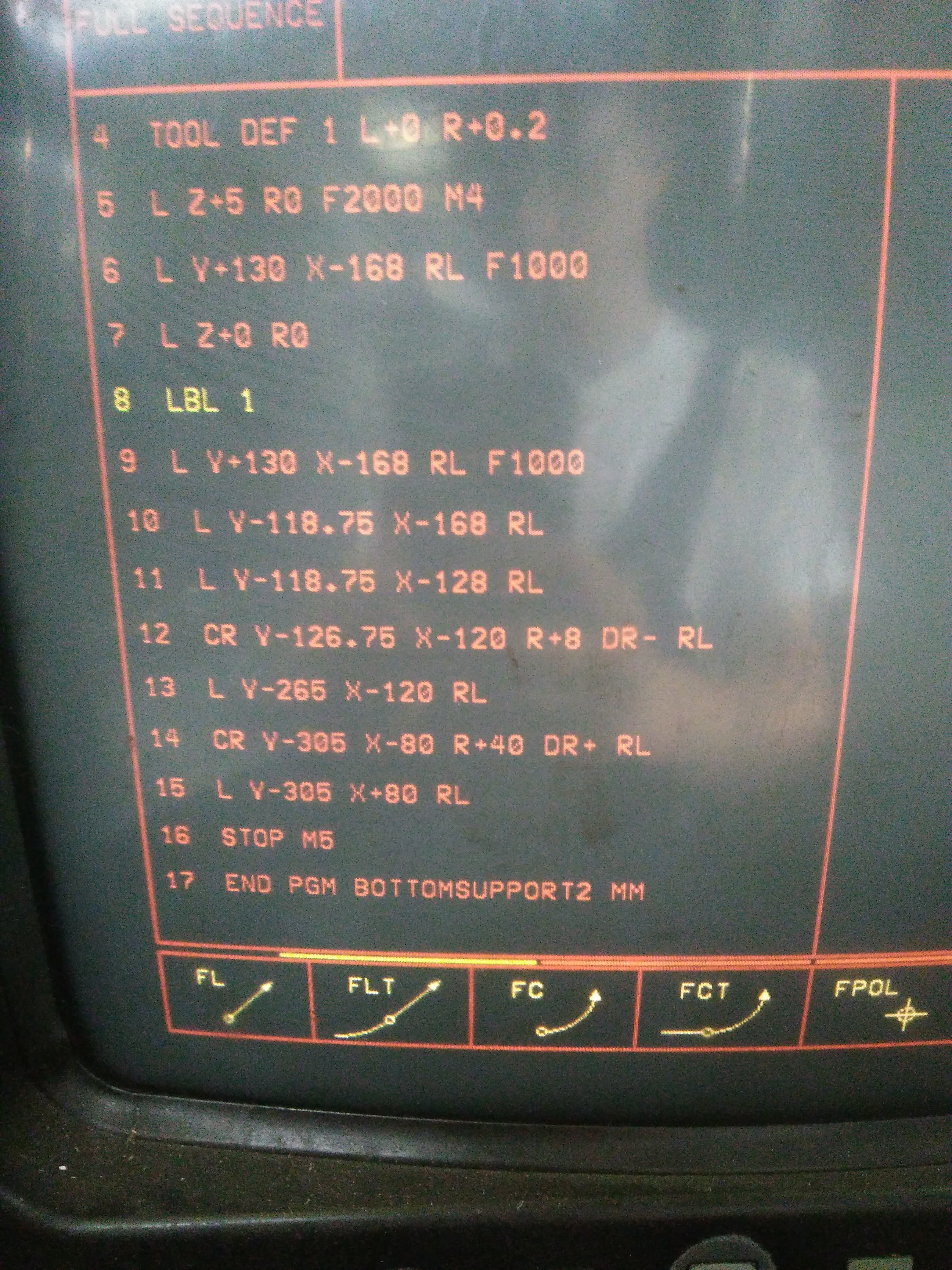
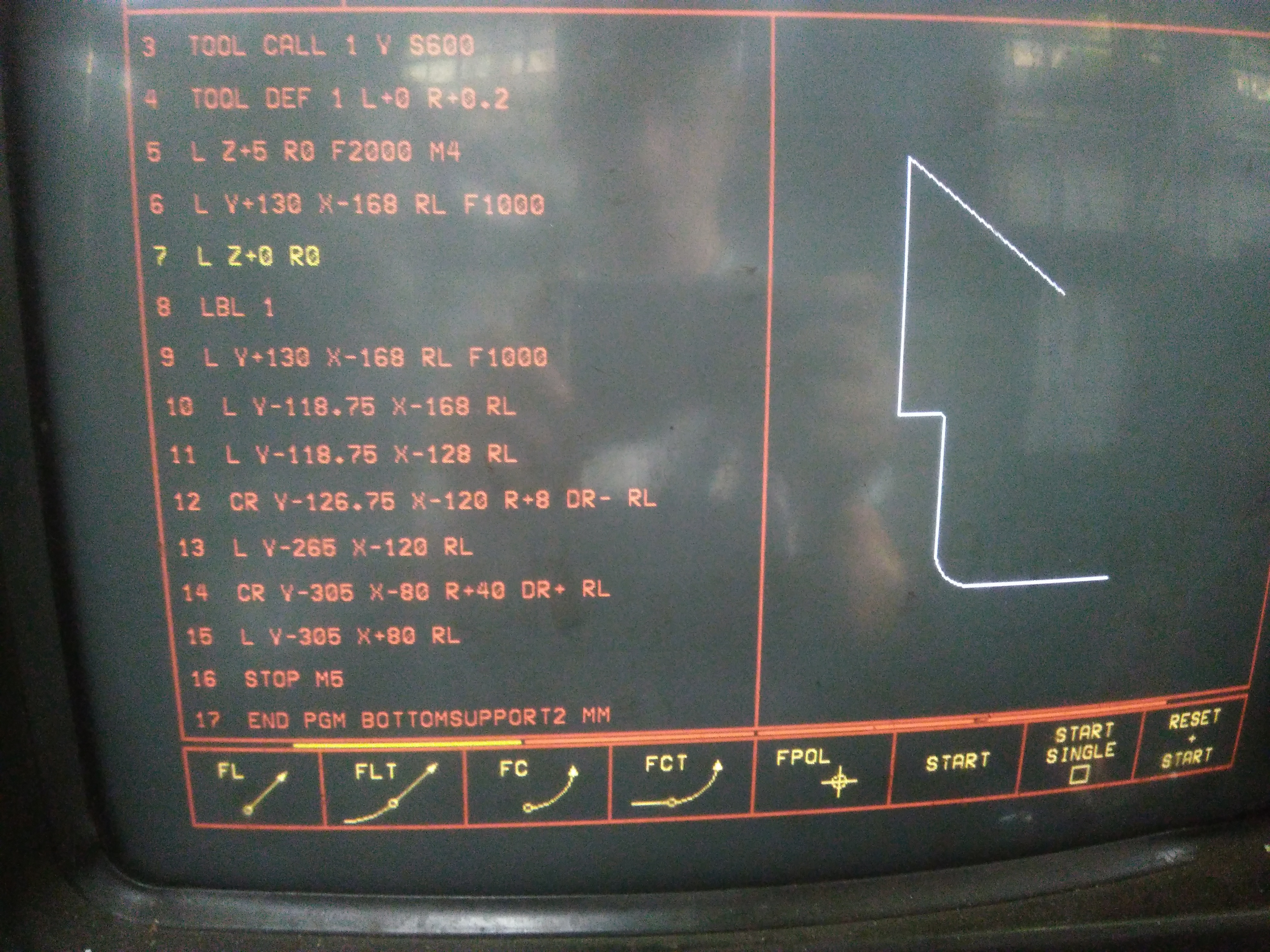
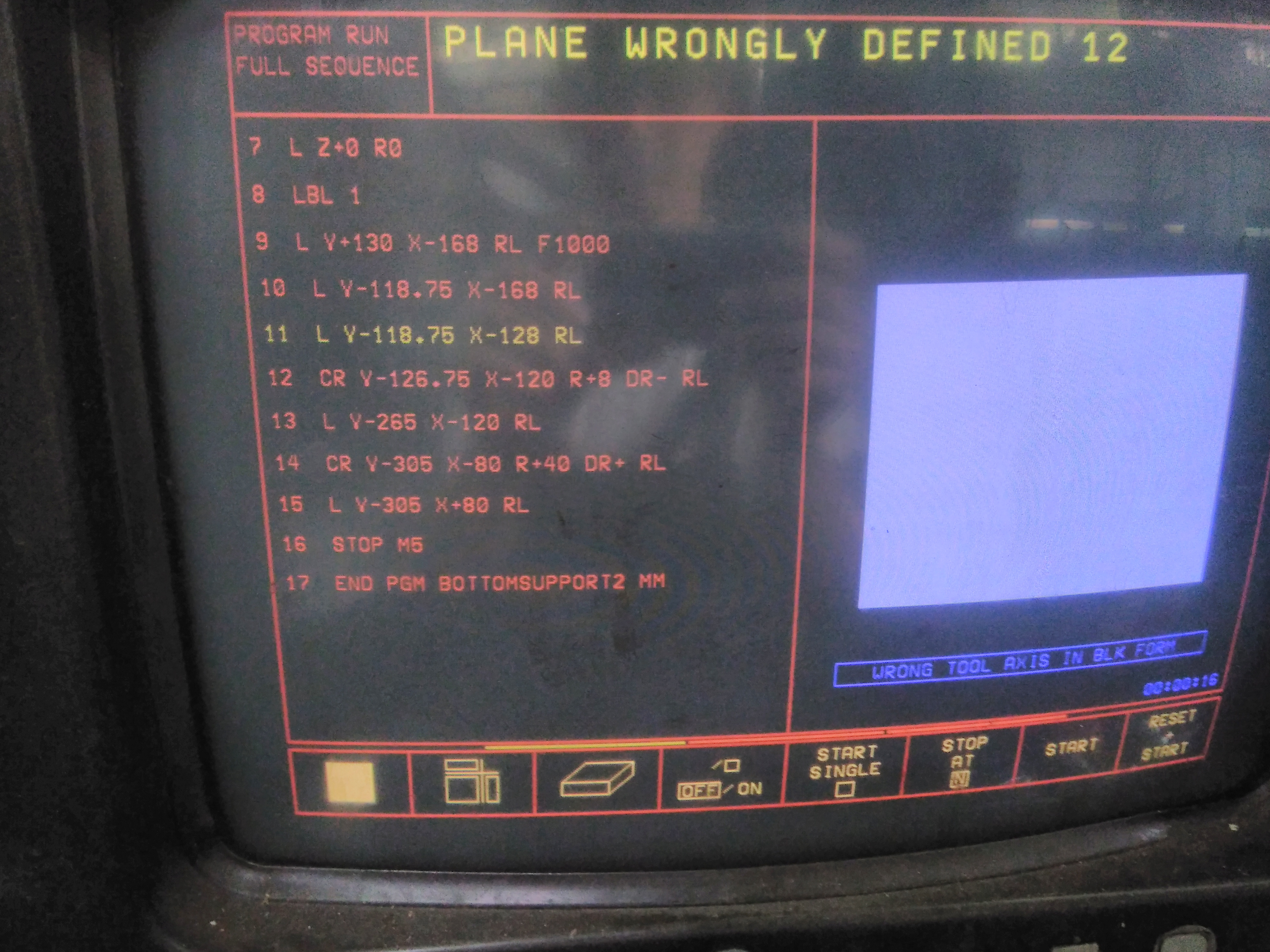
BLK form ma jakieś znaczenie?
Os pracy narzędzie ustawiłem w tool call1 Y dlatego że mam założona głowice kątowa a w programie z zamieniłem na Y bo Z i X to płaszczyzna i nie pokaże mi nawet jak to wygląda. trochę namieszałem...
Ja używam M5 bo mnie tak nauczyli jak zaczynałem, a M2 używam w zasadzie tylko przy rotacji bo potem jakieś dziwne rzeczy się dzieją. M4 dlatego że przy głowicy katowej zmienia się kierunek obrotów. Po lbl przeważnie daje IZ-1 np. Ale najczęściej IW-1 bo Z się zacina albo skacze sobie poprostu 0.2 mm. Na końcu operacji daje lbl1 rep 30
Napiszę ten program od nowa jak będę w pracy,
Będę na kompie to dodam kilka zdjęć z Pracy.
Os pracy narzędzie ustawiłem w tool call1 Y dlatego że mam założona głowice kątowa a w programie z zamieniłem na Y bo Z i X to płaszczyzna i nie pokaże mi nawet jak to wygląda. trochę namieszałem...
Ja używam M5 bo mnie tak nauczyli jak zaczynałem, a M2 używam w zasadzie tylko przy rotacji bo potem jakieś dziwne rzeczy się dzieją. M4 dlatego że przy głowicy katowej zmienia się kierunek obrotów. Po lbl przeważnie daje IZ-1 np. Ale najczęściej IW-1 bo Z się zacina albo skacze sobie poprostu 0.2 mm. Na końcu operacji daje lbl1 rep 30
Napiszę ten program od nowa jak będę w pracy,
Będę na kompie to dodam kilka zdjęć z Pracy.
- 15 wrz 2017, 21:43
- Forum: Heidenhain
- Temat: heidenhain 416F babcia WHN
- Odpowiedzi: 16
- Odsłony: 3868
heidenhain 416F babcia WHN
Cześć, jestem Kamilem, rok temu zacząłem prace na wytaczarce whn 13,8 ze sterowaniem heidenhain 416F. na samym początku to nie wiedziałem nawet jak się to uruchamia, potem byłem guzikowym, a teraz jestem operator-wytaczarz. na początku ciężko mi było ogarnąć tolerancje i chropowatość powierzchni więc było dużo "odpadu", czasami dało się napawać więc też nie tak źle, często o pomoc w programowaniu mogę prosić kolegów, ale tylko o podstawowe sprawy. po roku potrafię sobie poradzić na maszynie. chce się dowiedzieć dlaczego program pokazany na zdjęciu mi nie działa: