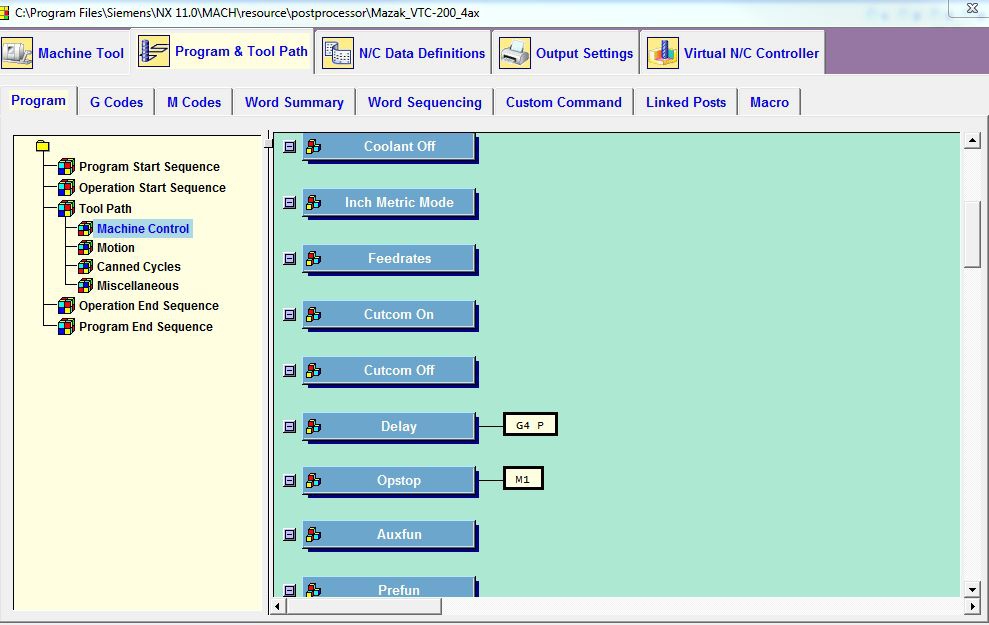
2. Koniecznie sprawdź czy w zakładce machine control masz puste pola w pozycjach cutcom on cutcom off. Jesli są tam wpisy to G40, G41. G42 będzie jako osobna linia
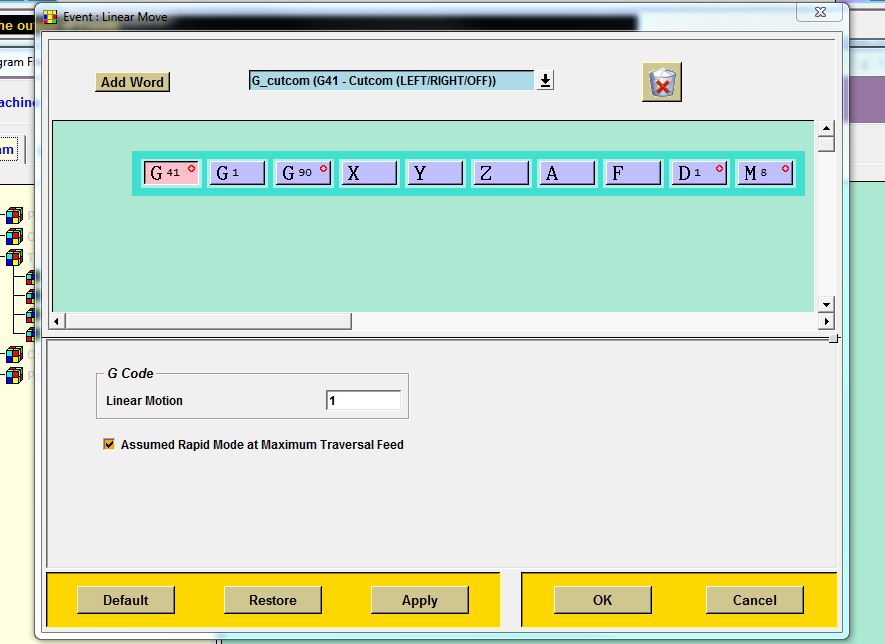
To powinno dać ruch liniowy z X Y Z oraz Gxx w jednym bloku
Obsługa, Programowanie i Budowa Maszyn Numerycznych










