



Znaleziono 322 wyniki
- 20 lis 2025, 09:08
- Forum: Siemens Sinumerik CNC
- Temat: Roztaczanie otworu, tokarka Błąd 10763
- Odpowiedzi: 8
- Odsłony: 670
Re: Roztaczanie otworu, tokarka Błąd 10763
błąd był na linijce N50, pozwalał na dalszą obróbkę więc kontynuowałem. treść błędu: 10763 Kanał 1 Błąd N50 składnia toru w bloku w płaszczyźnie korekcji uzyskuje wartość zero. https://www.google.com/search?q=sinumerik+840D+10763+Kana%C5%82+1+B%C5%82%C4%85d+N50+sk%C5%82adnia+toru+w+bloku+w+p%C5%82a...
- 23 maja 2024, 08:03
- Forum: Informacji na temat...
- Temat: Wyświetlacz siedmiosegmentowy LED w obudowie kontrolki fi 22
- Odpowiedzi: 12
- Odsłony: 1706
Re: Wyświetlacz siedmiosegmentowy LED w obudowie kontrolki fi 22
Czy o coś takiego chodzi ?
https://www.soselectronic.com/pl/produc ... -gwa-12166
Niedoczytalem dokładnie że chodzi o kontrolkę
https://www.soselectronic.com/pl/produc ... -gwa-12166
Niedoczytalem dokładnie że chodzi o kontrolkę

- 09 maja 2024, 19:42
- Forum: Rysunek techniczny
- Temat: Formaty rysunkowe
- Odpowiedzi: 41
- Odsłony: 7277
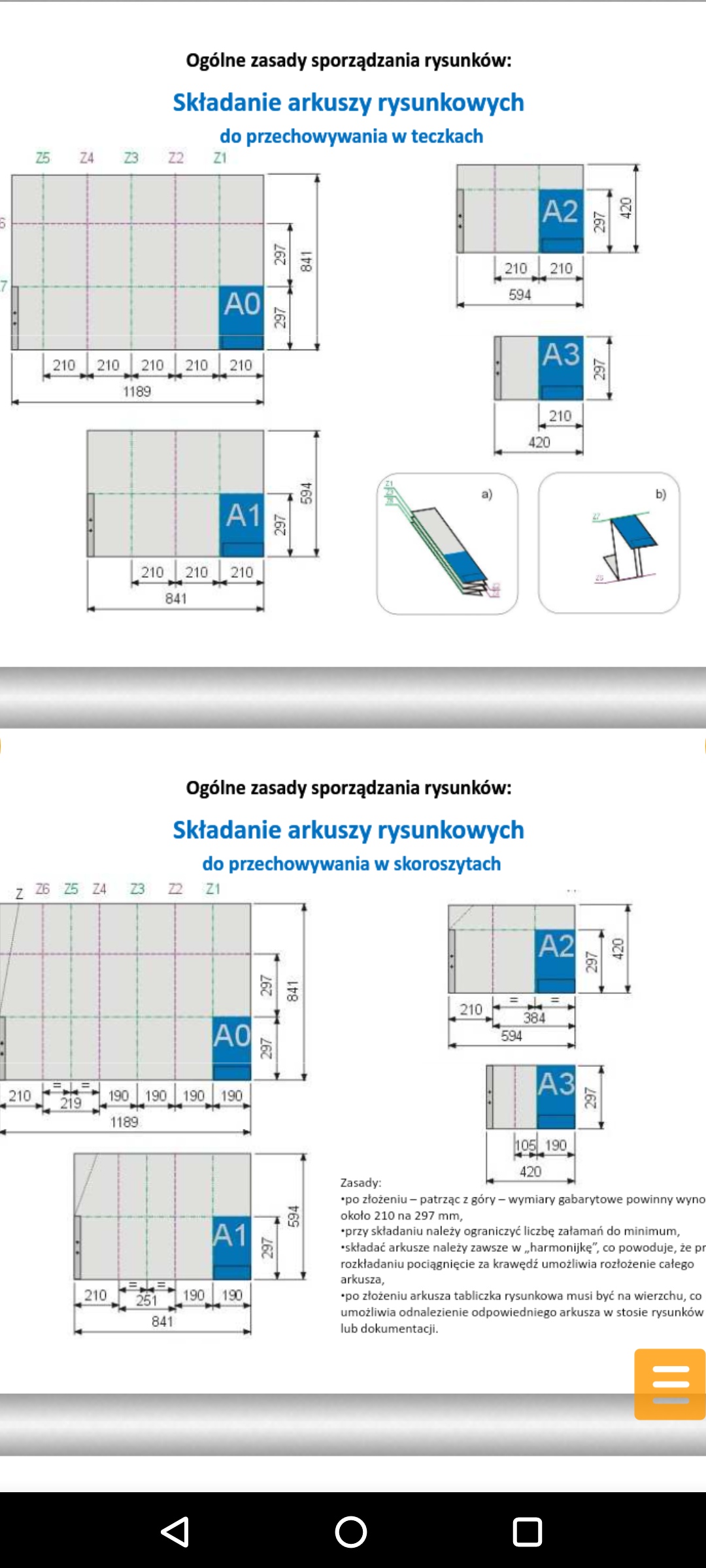
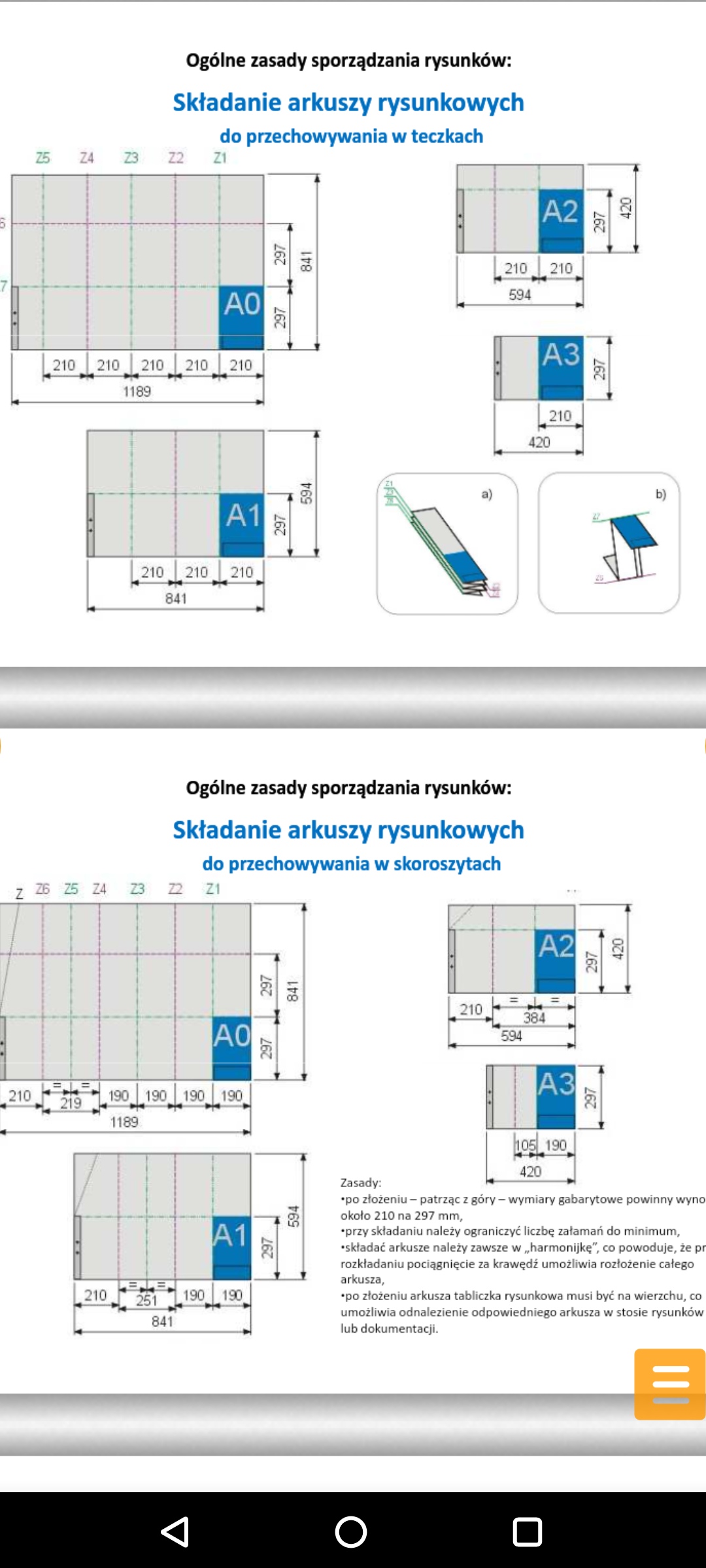
Re: Formaty rysunkowe
Tak w gwoli ścisłość, te zdjecia są na podstawie opracowania kilkunastu norm rysunkowych, i są ogólnodostępne w sieci.
- 09 maja 2024, 18:55
- Forum: Rysunek techniczny
- Temat: Formaty rysunkowe
- Odpowiedzi: 41
- Odsłony: 7277
Re: Formaty rysunkowe
Znacie jakąś obowiązującą normę, która LITERALNIE mówi, że rysunek określonych rozmiarów MUSI być TYLKO I WYŁĄCZNIE pionowy lub poziomy? Nie, ja takiej nie znam, a format pionowy to format podstawowy(wyjściowy) wg mnie zalecany. Oczywiście każdy może to interpretować na swój sposób lub szukać w nor...
- 09 maja 2024, 16:35
- Forum: Rysunek techniczny
- Temat: Formaty rysunkowe
- Odpowiedzi: 41
- Odsłony: 7277
Re: Formaty rysunkowe
Format A4 to format podstawowy jak na załączonym obrazku, norma już została podana przez jednego z kolegów. https://www.cnc.info.pl/pics/197f6f2d1cf38c5bfce9a45d2064ec0c.jpg https://www.cnc.info.pl/pics/f502111b39406391c4436cbc4b0a1270.jpg https://www.cnc.info.pl/pics/bf0e011e29c3851a2f7f9a50459d3be...
- 27 kwie 2024, 19:47
- Forum: Rysunek techniczny
- Temat: Formaty rysunkowe
- Odpowiedzi: 41
- Odsłony: 7277
Re: Formaty rysunkowe
To jest forum CNC na którym ludzie szukają odpowiedzi, np z rys technicznego. Jeśli uważasz że Twoja odpowiedź dotyczyła tego tematu to wypisuj dalej takie marne komentarze.
- 27 kwie 2024, 18:52
- Forum: Rysunek techniczny
- Temat: Formaty rysunkowe
- Odpowiedzi: 41
- Odsłony: 7277
Re: Formaty rysunkowe
Cóż za błyskotliwość 


- 27 kwie 2024, 17:21
- Forum: Rysunek techniczny
- Temat: Formaty rysunkowe
- Odpowiedzi: 41
- Odsłony: 7277
- 27 kwie 2024, 17:15
- Forum: Rysunek techniczny
- Temat: Podstawy Rysunku technicznego
- Odpowiedzi: 37
- Odsłony: 30796
- 18 kwie 2024, 19:23
- Forum: G-CODE - programowanie
- Temat: g3 i g2 w Mach3 na tokarce
- Odpowiedzi: 22
- Odsłony: 4537
Re: g3 i g2 w Mach3 na tokarce
Spór dotyczył tego czy da się za pomocą parametru R wykonać łuk taki jak przy I,J,K. Ja twierdzę że tak , każdy z nas na co dzień korzysta z rysunku technicznego i na jego podstawie pisze kod nie na podstawie czyjegoś nie pełnego kodu. Jeśli ,masz rysunek tego łuku to go wrzuć to Ci pokaże że się da...






