



W Hardinge'u poszła mi zębatka pracująca z listwą zębatą od przesuwu suportu (pewnie ze zmęczenia bo dzwonka nie miałem). Mięsa tam za dużo też nie ma bo o ile pamiętam jej trzpień ma 3/8" i jeszcze przewiercony.kamar pisze: ↑31 gru 2019, 18:34Pewnie że da. Zrobiłem kiedyś znajomemu tryb do kieratu frezem naprzemianskośnym i chodził lata (aż koń zdechł)
Tak dla wiadomości zdzichopodobnym : moduł koła zębatego to nie numerek wybity na frezie a rzeczywisty stosunek średnicy podziałowej wykonanego koła do ilości zębów. I wykonanie go frezem 1.5, piłką czy pilnikiem tego nie zmieni. Może być tylko miniej lub bardziej sp...
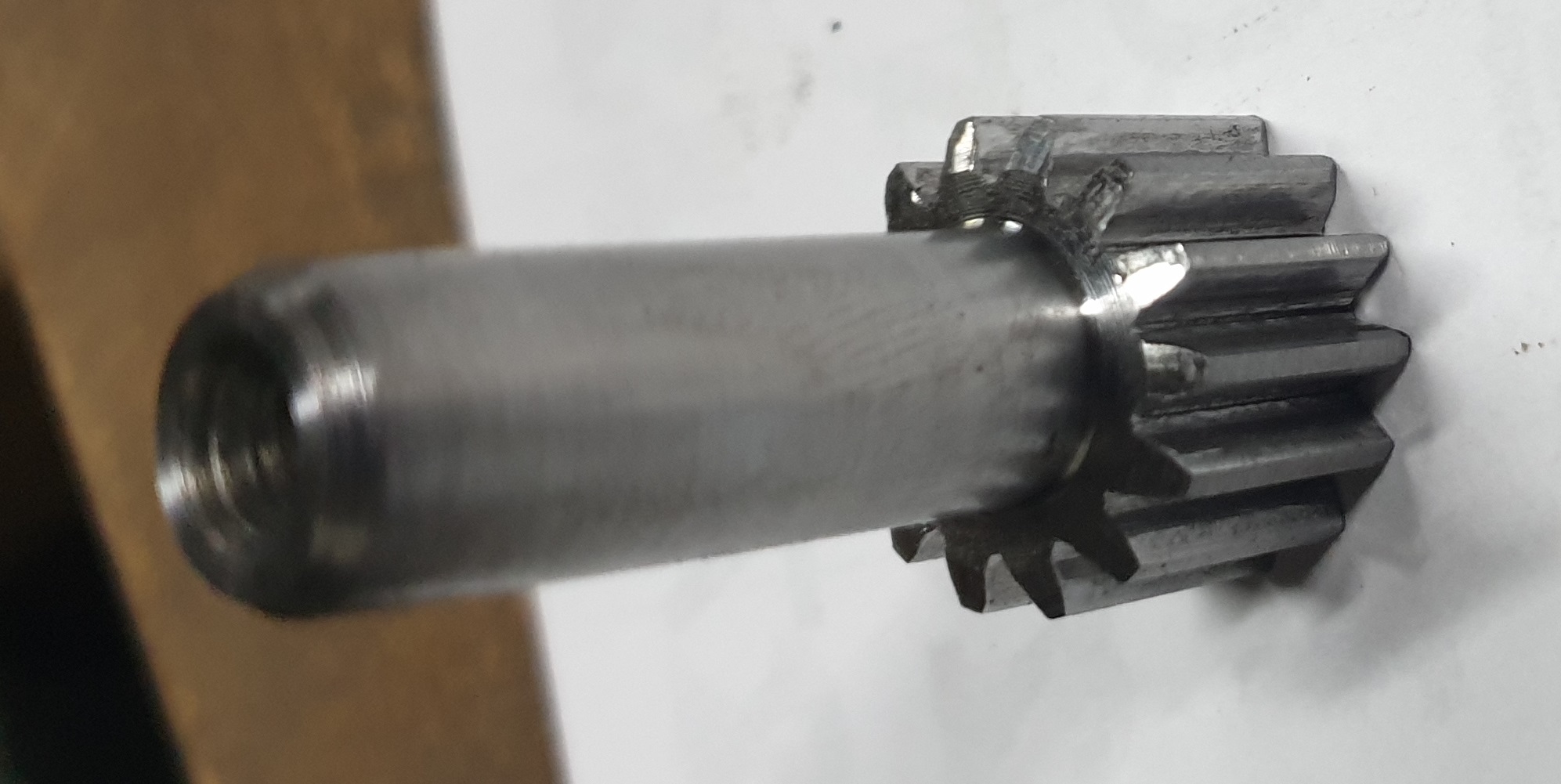
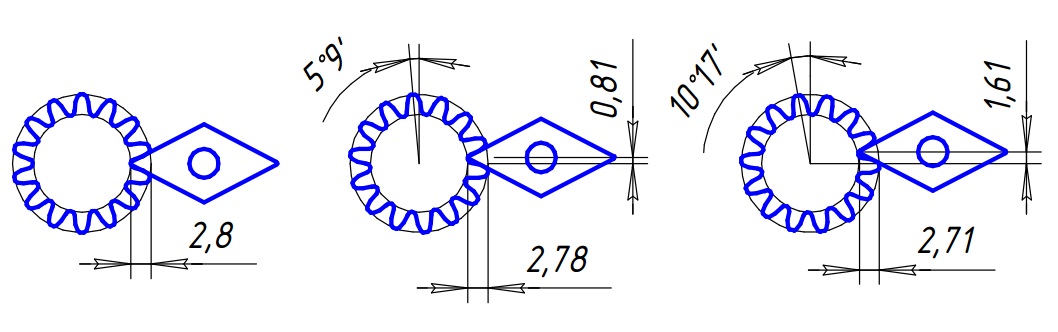
Kółko 14z , 21/29 DP. Wydłubałem z hardoxu 400 wałek i w nim nożem z płytką DCMT "zarys" zębów. Najpierw zgrubnie: nóż w osi z wałkiem i na głębokość zębów, później przestawiałem nóż ponad i pod oś wałka, odsunięty na średnicy aby płytka była styczna z zębem a nie podcinała poprzedniego i zaokrąglałem zęby.
Daleko jej do ideału, ale działa, nawet luz się zmniejszył.


W sumie dopiero druga robótka z podzielnicą, w szczękach odcinek z babolem, podziargana szczęka to na szczęście nie moja sprawka. Poprzednio dorabiałem wnętrze stacyjki od Caterpillara. Unikam pracy z podzielnicą bo ciężka jak diabli, we dwóch jest co robić żeby ją wrzucić na maszynę a uchwyt ledwie 160-tka.






