Znaleziono 9 wyników
- 12 gru 2017, 21:05
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Tak 5 osi ma ale to Koreańczyk Tongtai
- 12 gru 2017, 01:41
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Nie to inna maszyna ale sterowanie 640. Nie mogę zmienić języka bo grupa wielojęzykowy jest.A u maszyny znowu Service jest bo coś z kinematyka jest nie tak i ustawiają.Jak już ruszy to będę dopytywał dalej bo na symulatorze to nie to samo
- 29 lis 2017, 20:16
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Generalnie było coś walnięte przyjechał Service i zrobili ale nie bardzo chcieli się wiedza podzielic.
A powiedzcie mi czy tu tez jest możliwe użycie komendy G10 do pobrania datum z programu tak jak na fanucu?bo to bardzo ułatwia prace w przyszłości.
A powiedzcie mi czy tu tez jest możliwe użycie komendy G10 do pobrania datum z programu tak jak na fanucu?bo to bardzo ułatwia prace w przyszłości.
- 21 lis 2017, 15:23
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Dodane 1 minuta 29 sekundy:
- 21 lis 2017, 01:26
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Wywołane było po numerze narzędzia i podaje za każdym razem pusty pocket jutro wrzucę zdjęcia jak u mnie to wyglada
Dodane 1 godzina 37 minuty 7 sekundy:
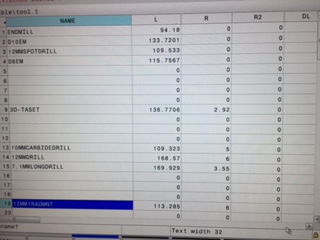
Tak wyglada tablica u mnie
Dodane 1 godzina 37 minuty 7 sekundy:
Tak wyglada tablica u mnie
- 20 lis 2017, 21:16
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Ja nie dotykałem programista próbował uruchomić a ja tylko dopytuje co mu idzie nie tak.reszte odczytuje z instrukcji a kombinuje na symulatorze
- 20 lis 2017, 00:38
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
tool call 0 oznacza wyjęcie narzędzia z wrzeciona do magazynu i pozostawienie wrzeciona pustego.
Tylko ze ona teraz po komendzie tool call i jaki by numer nie wpisał podaje pusty pocket i wcale nie zgadza się to z nazwany narzędzi podanymi w tabeli.
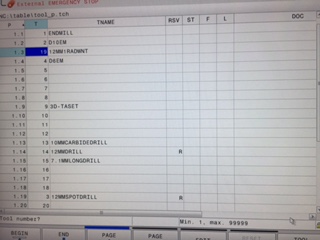
A co z tymi pocket table tam trzeba rezerwować narzędzia i zaznaczać f żeby stałe pocket był dla tej sondy? A inne narzędzia zostawić puste.
Możesz wrzucić mi zdjęcie swojej tool table i pocket table jak da radę ?
Tylko ze ona teraz po komendzie tool call i jaki by numer nie wpisał podaje pusty pocket i wcale nie zgadza się to z nazwany narzędzi podanymi w tabeli.
A co z tymi pocket table tam trzeba rezerwować narzędzia i zaznaczać f żeby stałe pocket był dla tej sondy? A inne narzędzia zostawić puste.
Możesz wrzucić mi zdjęcie swojej tool table i pocket table jak da radę ?
- 18 lis 2017, 14:52
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Re: Nowa maszyna TNC640
Powtarzaly się dwa narzędzia pocket table ale wogole cos tam jest zle powpisywane bo miesza narzędzia nie podaje tych samych narzedzi po komendzie tool call tylko raz narzedzie a raz pusty pocket na ekranie zgadza się numer narzędzia z komenda.Dopiero się uczymy bo to swiezynka a szkolenie za tydzień dopiero.Nie wiem tez czy nie powinny być pozaznaczane te opcje rezaerwacji pocket tzn rsv i F
Dodane 1 minuta 23 sekundy:
a i jeszcze zapytala czy uzywac narzędzia 0 do obrobki i poszlo yes nie wiem czy to jakos odchaczyc teraz bo nr nie będzie używany raczej
Dodane 2 minuty 55 sekundy:
Ps. Da się edytować wgrane programy z poziomu pulpitu np dodawać linie na końcu programu bo postprocesor nie generuje lub programista nie umie zrobić dojazdu do drzwi na koniec programu a ja tylko doszedłem jak zrobić dojazd w MDI narazie bo kolkiem nie uśmiecha mi się ciagle dojezdzac
Dodane 1 minuta 23 sekundy:
a i jeszcze zapytala czy uzywac narzędzia 0 do obrobki i poszlo yes nie wiem czy to jakos odchaczyc teraz bo nr nie będzie używany raczej
Dodane 2 minuty 55 sekundy:
Ps. Da się edytować wgrane programy z poziomu pulpitu np dodawać linie na końcu programu bo postprocesor nie generuje lub programista nie umie zrobić dojazdu do drzwi na koniec programu a ja tylko doszedłem jak zrobić dojazd w MDI narazie bo kolkiem nie uśmiecha mi się ciagle dojezdzac
- 16 lis 2017, 19:06
- Forum: Heidenhain
- Temat: Nowa maszyna TNC640
- Odpowiedzi: 15
- Odsłony: 2056
Nowa maszyna TNC640
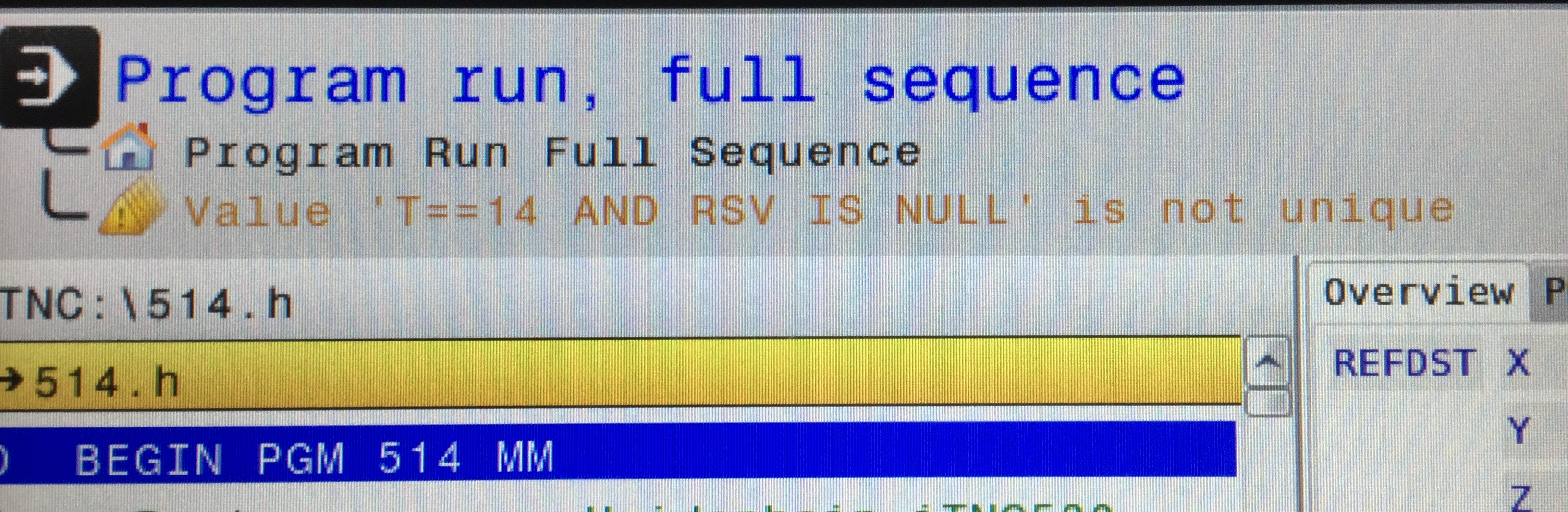
H11 pocket table rsv null czy da się ten błąd ominąć lub zresetować żeby można było program od nowa wystartować?