



Starałem się zrobić wszystko tak jak wcześniej było napisane i mam bląd Napisałem taki g-kod.Jest to kawaek kola sterowniczego
%
#01 g21 g90
#02 g0 z3 f100
#03 g17
#04 M3 s10000
#05 g0 x95 y30.5
#06 g1 z-2
#07 g90 g2 x55 y47 r70
#08 g1 x40 y33
#09 g1 x32 y41
#10 g1 x47 y55
#11 g90 g2 x30.5 y95 r70
#12 g1 x10
#13 g1 y105
#14 g1 x30.5
#15 g90 g2 x47 y146.5 r70
#16 g1 x32 y160
#17 g1 x40 y167
#18 g1 x54 y153
#19 g90 g2 x95 y169.5 r70
#20 g1 y190
#21 g1 x105
#22 g1 y169.5
#23 g1 z3
#24 m2
#25 m5
%
Komunikat
Błąd G-kode
W pobliżu lini 3
znak równości brakuje ustawień parametrów
wydaje mi się że wszystko napisałem poprawnie a jednaknie(pewnie coś pominąłem).
proszę o podpowiedź
I jeszcze jedno pytanie.Chodzi mi o cięcie
Napisałem kod i jest wszystko dobrze,maszynka wycieła
%
g90
g0 z3 f100
g17
m3 s10000
g1 z-2
g1 x40
g1 z3
g0 x0
g1 z-4
g1 x40
g1 z3
g0 x0
g1 z-6
g1 x40
g1 z3
g0 x0
g1 z-8
g1 x40
g1 z3
g0 x0
m2
m5
%
napewno jest inny sposób aby to zapisać,bo nie wyobrażam sobie jak będzie to pracochłonne przy bardziej skomplikowanych kształtach .
Znaleziono 13 wyników
Wróć do „Linux CNC-jak to zrozumieć ?”
- 15 lut 2013, 11:30
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
- 25 sty 2013, 00:18
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
- 23 sty 2013, 00:52
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
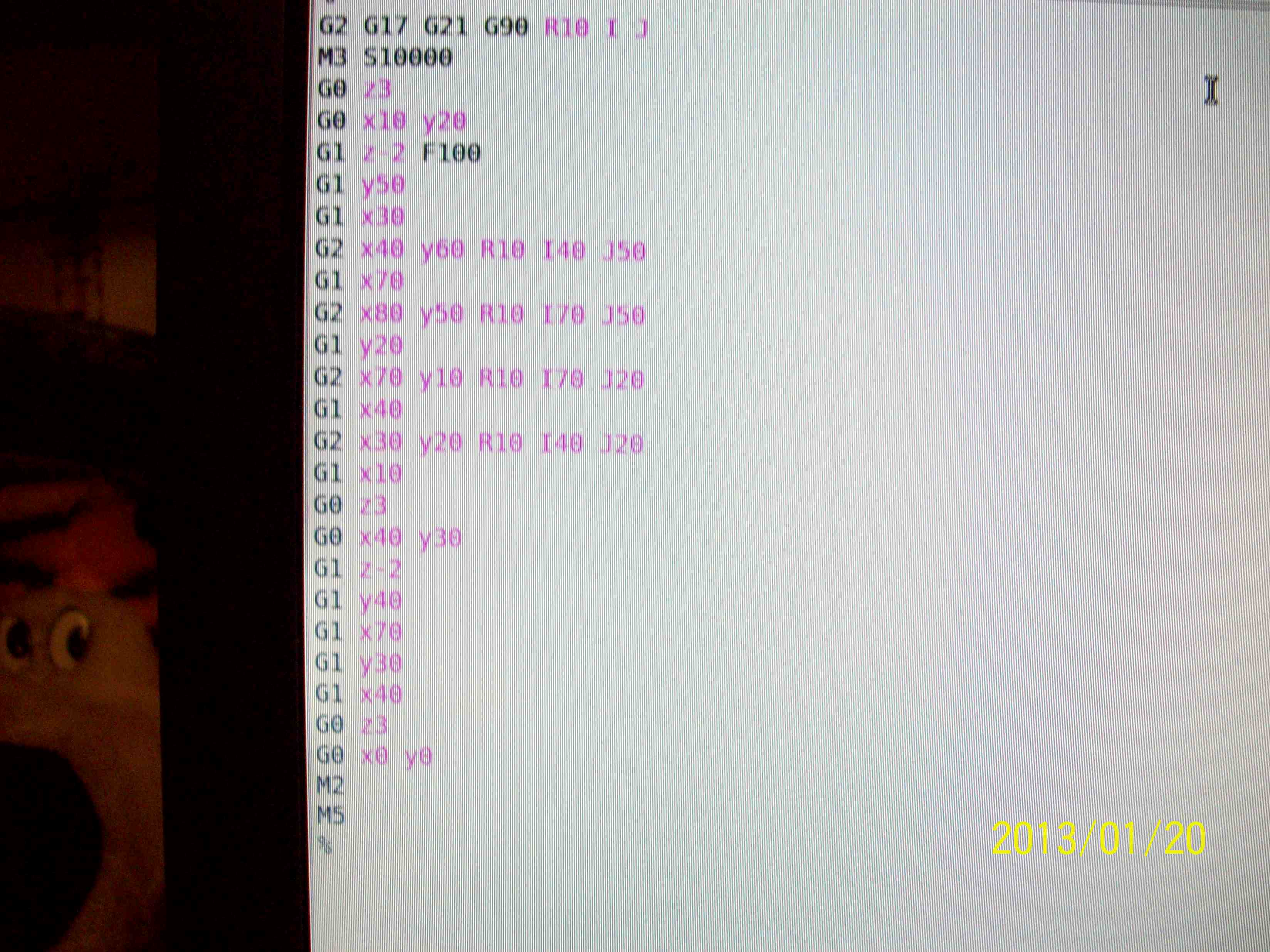
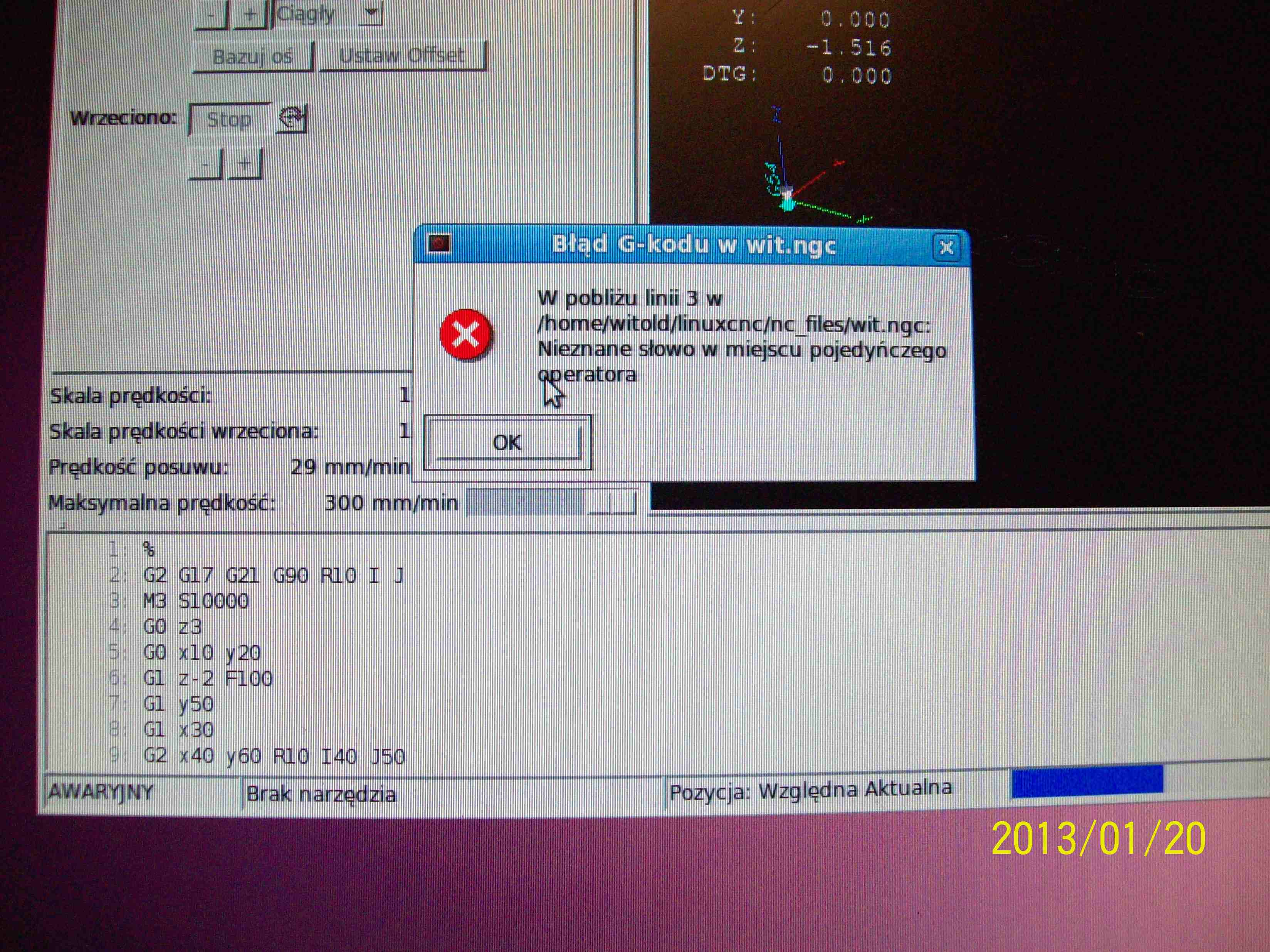
Próbowałem na wszystkie sposoby i zawsze jest coś nie tak. Wydaje mi się że piszę złe określenia w pierwszch liniach.Skoro nie wyszło mi z czterema łukami to próbuję coś prostrzego
%
g2 g21 g90 r20
g0 z3 f100
g17
m3 s10000
g0 x10y10
g1 z-2
g1 y40
g1 x50
g1 y30
g90 g2 x30 y10 r20
g1 x10
g1z3
g0 x0 y0
m5
m2
%
I znowu komunikat"błąd G-kodu w pobliżu linii2 brak wartościX i Y dla łuku w planieXY
Spróbowałem w linii z kodem g17 wpisać wartość x30 y10 ale komunikat o błędzie ten sam.Gdzie tkwi błąd?
%
g2 g21 g90 r20
g0 z3 f100
g17
m3 s10000
g0 x10y10
g1 z-2
g1 y40
g1 x50
g1 y30
g90 g2 x30 y10 r20
g1 x10
g1z3
g0 x0 y0
m5
m2
%
I znowu komunikat"błąd G-kodu w pobliżu linii2 brak wartościX i Y dla łuku w planieXY
Spróbowałem w linii z kodem g17 wpisać wartość x30 y10 ale komunikat o błędzie ten sam.Gdzie tkwi błąd?
- 21 sty 2013, 08:25
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
- 21 sty 2013, 03:26
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
- 20 sty 2013, 23:46
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
No i udało mi się .Zrozumiałem i potrafię już napisać kod do prostych linijek. Teraz czas na łuki.Dużo czytałem w dziale o g-kodach ale chyba nie wszystko dokładnie zrozumiałem .Narysowałem sobie taki detalik:
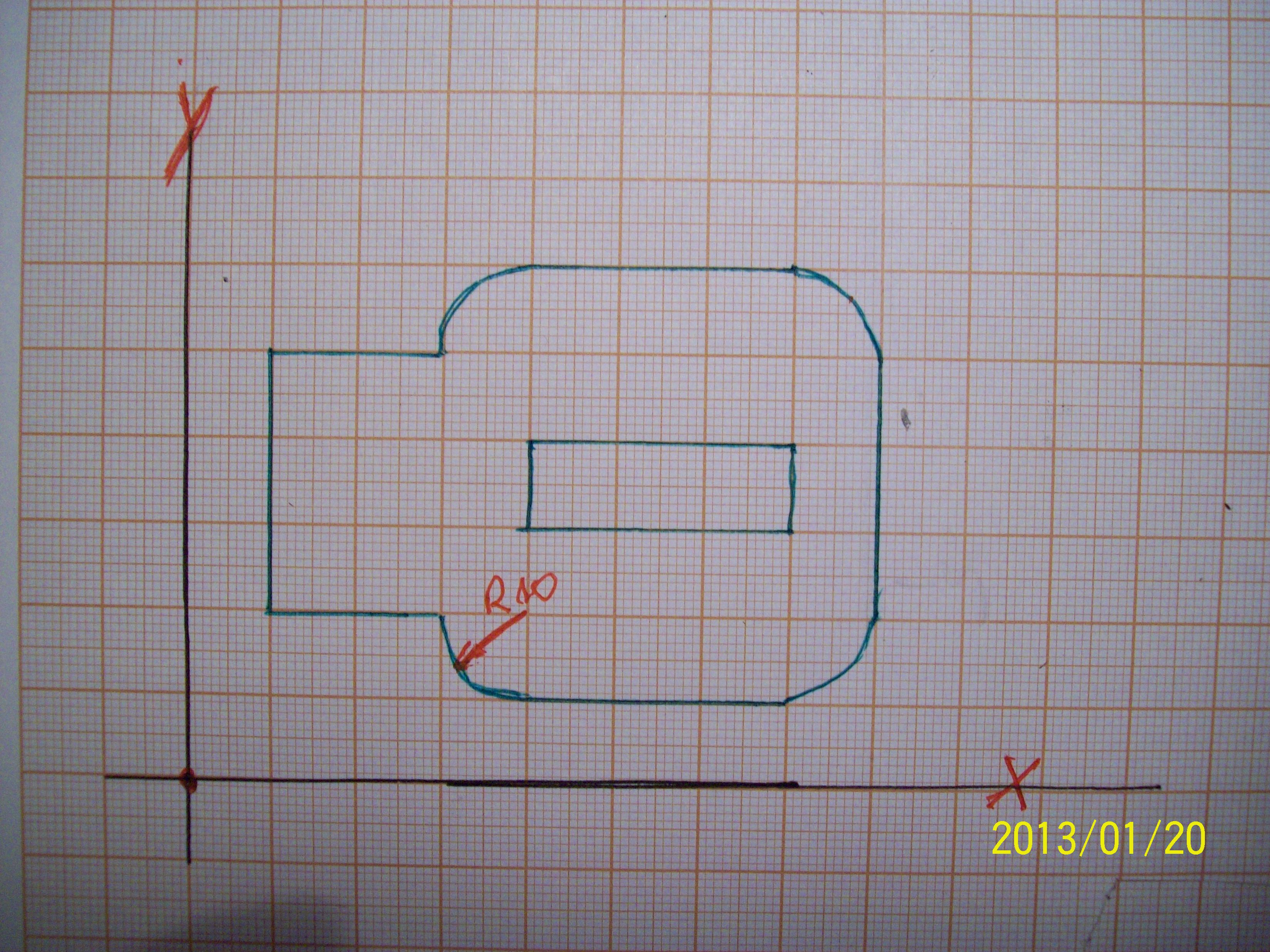
i do tego napisałem taki kod
ale jak widać to coś popieprzyłem
powiedzcie gdzie zrobiłem błąd
i do tego napisałem taki kod
ale jak widać to coś popieprzyłem
powiedzcie gdzie zrobiłem błąd
- 16 sty 2013, 23:38
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
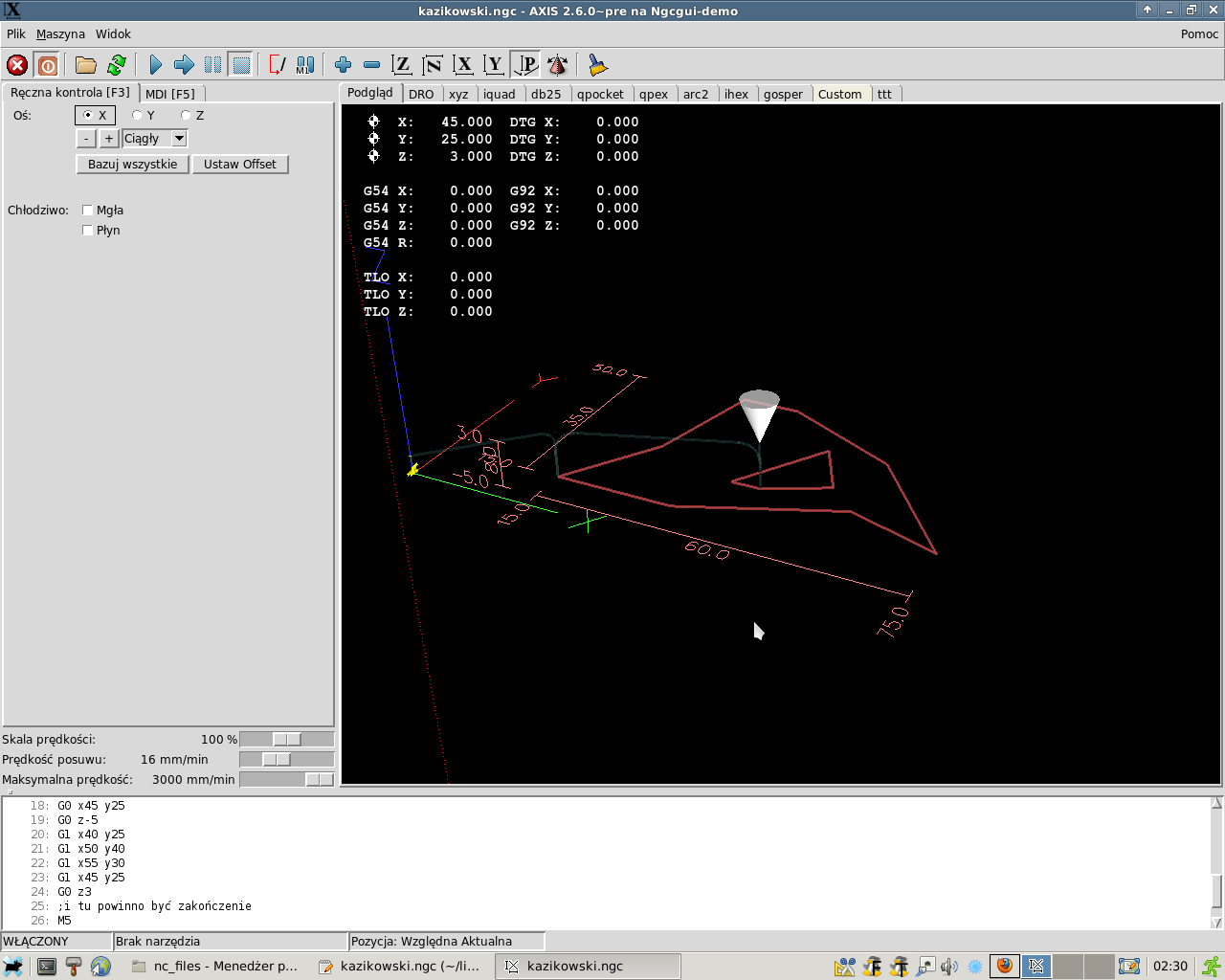
Ja to napisałem tak na próbę i chciałbym to wyfrezować.Tak jak napisał MIKI żebym zapisał to jako plik w katalogu nc files.Tylko gdzie mam to napisać aby zapisać(ale namieszałem)MlKl pisze:To już ci się wykona. Numerowanie linii można zapisać przez Nxxx, albo całkowicie pominąć, program sam sobie je policzy. Dla ruchu roboczego trzeba jeszcze podawać parametr f - szybkość posuwu roboczego. Można raz na całą operację, albo w każdej linijce z G1, G2 albo G3.Kod: Zaznacz cały
G21 G90 G0 z3 G17 M3 S10000 G0 x15 y15 G0 z-5 G1 x25 y30 f100 G1 x30 y50 G1 x40 G1 x60 y40 G1 x75 y20 G1 x60 y25 G1 x35 y15 G1 x15 y15 G0 z3 G0 x45 y25 G0 z-5 G1 x40 y25 G1 x50 y40 G1 x55 y30 G1 x45 y25 G0 z3 ;i tu powinno być zakończenie M5 M2
Zapisujesz to jako plik w katalogu nc_files i wciągasz do LinuxCNC poprzez naciśnięcie klawisza O i wybranie tego pliku. Plik ma mieć rozszerzenie .ngc czyli np plik.ngc będzie poprawną nazwą.
- 16 sty 2013, 23:12
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
- 16 sty 2013, 00:37
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
Przepraszam dałem nie te zdjęcie,ale pod nim dałem napis że zmieniłem na literę I.Maszynkę skonfigurowałem i teraz mam 1600kroków na mm i jest dobrze. Zbazowałem osie i maszynka teraz śmiga tam gdzie jej karzę.
Teraz pora na jakiś mój rysunek na razie na samych prostych liniach.
G 21 G90
G0 z3
G17
M3 S10000
1:G0 x15 y15
2:G0 z-5
3:G1 x25 y30
4:G1 x30 y50
5:G1 x40
6:G1 x60 y40
7:G1 x75 y20
8:G1 x60 y25
9:G1 x35 y15
10:G1 x15 y15
11:G0 z3
12:G0 x45 y25
13:G0 z-5
14:G1 x40 y25
15:G1 x50 y40
16:G1 x55 y30
17:G1 x45 y25
18:G0 z3
i tu powinno być zakończenie
19:M5
20:M2
to mam zapisane na kartce.Gdzie to mam zapisać aby maszynka wykonała to polecenie(o ile oczywiście jest dobrze zapisane)
Teraz pora na jakiś mój rysunek na razie na samych prostych liniach.
G 21 G90
G0 z3
G17
M3 S10000
1:G0 x15 y15
2:G0 z-5
3:G1 x25 y30
4:G1 x30 y50
5:G1 x40
6:G1 x60 y40
7:G1 x75 y20
8:G1 x60 y25
9:G1 x35 y15
10:G1 x15 y15
11:G0 z3
12:G0 x45 y25
13:G0 z-5
14:G1 x40 y25
15:G1 x50 y40
16:G1 x55 y30
17:G1 x45 y25
18:G0 z3
i tu powinno być zakończenie
19:M5
20:M2
to mam zapisane na kartce.Gdzie to mam zapisać aby maszynka wykonała to polecenie(o ile oczywiście jest dobrze zapisane)
- 15 sty 2013, 01:17
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Linux CNC-jak to zrozumieć ?
- Odpowiedzi: 139
- Odsłony: 27473
Mam pytanie. Maszynkę mam ustawioną tak

Po ustawieniu ttt
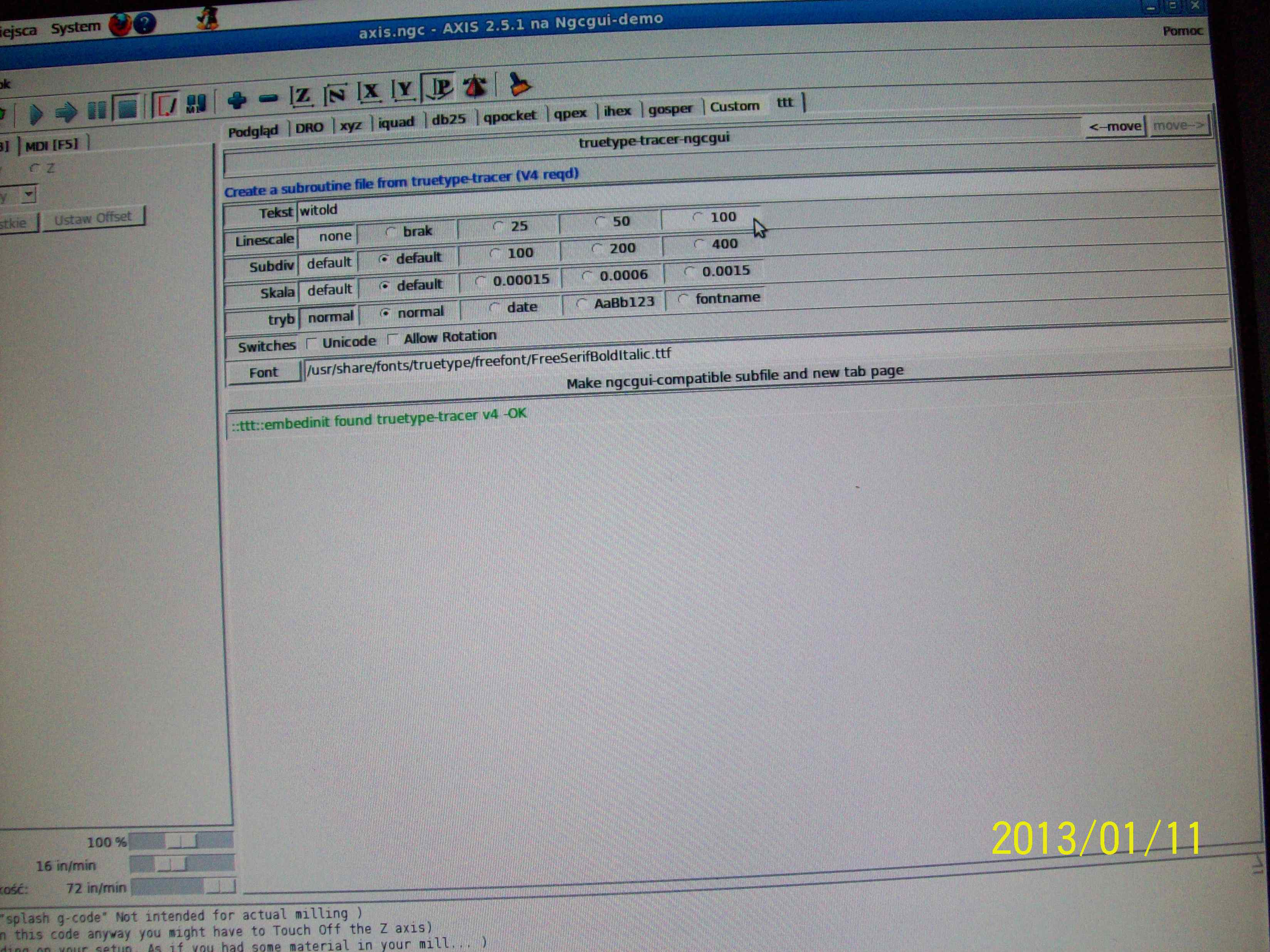
tu zmieniłem nazwę aby było bardziej czytelnie na literę I i rodzaj czcionki
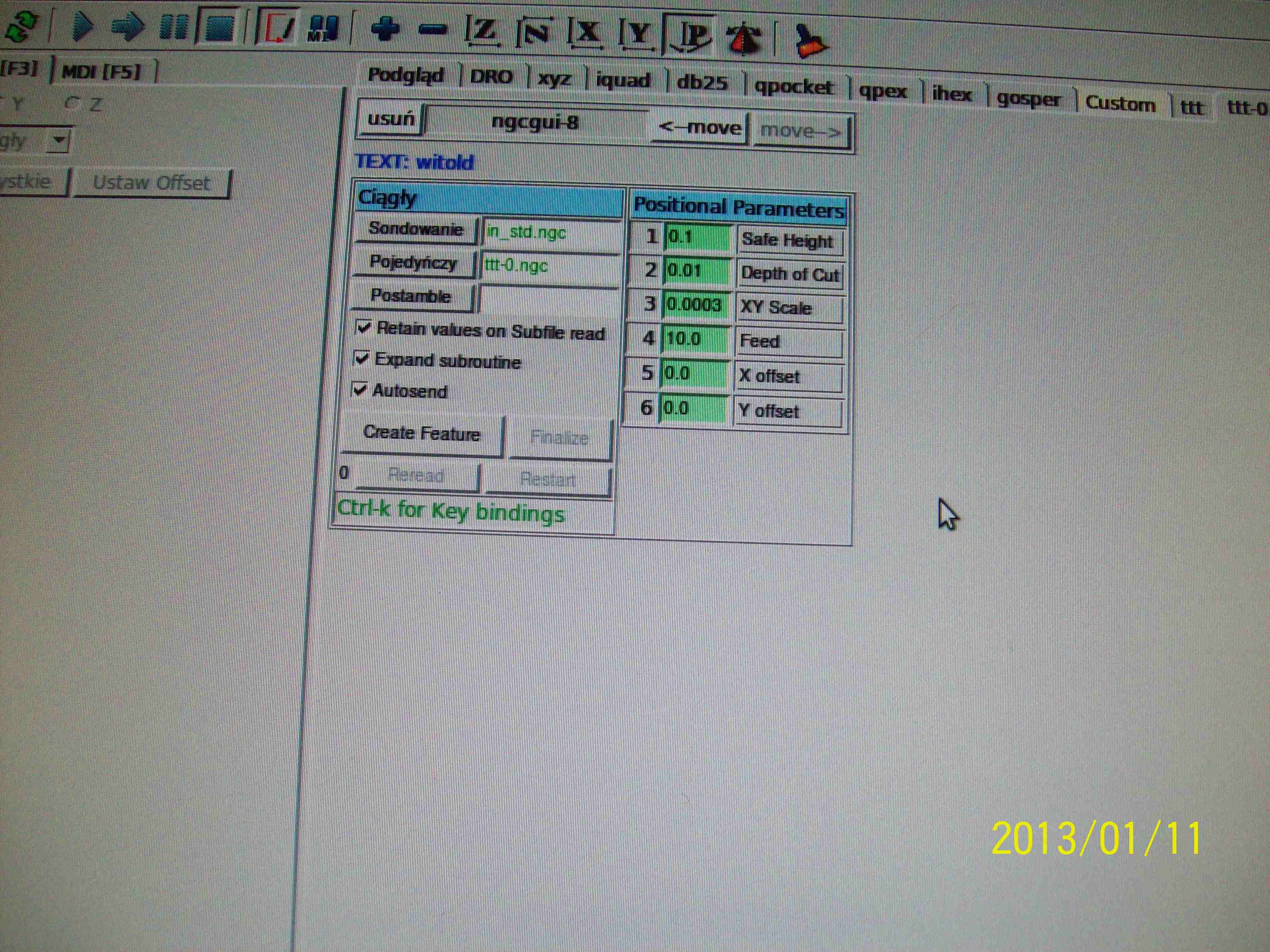
w tych ustawieniach nie zmieniałem nic.Po finalizacji pokazało mi mój wybór z wymiarami.

a wyfrezowało mi literkę I o wysokości około 5,5milimetra
Po zmianie w ustawieniach maszynki na:
krok silnika na obrót - zostało 200 ---------------- 400
mikrokrok sterownika------------4 ---------------- 4
skala osi wyszła 800 kroków na mm --------------1600
Po wyfrezowaniu litery ma11mmwysokości ----------- wymiar się zgadza z rysunkiem22mm
Jutro dopiszę to co mi wyszło z innych ustawień
Co lepiej jest zmienić krok czy mikrokrok?
Po ustawieniu ttt
tu zmieniłem nazwę aby było bardziej czytelnie na literę I i rodzaj czcionki
w tych ustawieniach nie zmieniałem nic.Po finalizacji pokazało mi mój wybór z wymiarami.
a wyfrezowało mi literkę I o wysokości około 5,5milimetra
Po zmianie w ustawieniach maszynki na:
krok silnika na obrót - zostało 200 ---------------- 400
mikrokrok sterownika------------4 ---------------- 4
skala osi wyszła 800 kroków na mm --------------1600
Po wyfrezowaniu litery ma11mmwysokości ----------- wymiar się zgadza z rysunkiem22mm
Jutro dopiszę to co mi wyszło z innych ustawień
Co lepiej jest zmienić krok czy mikrokrok?






