drut z kręgu najpierw jest prostowany na prościarce następnie cięty na gilotynie ręcznej ( co również fajnie byłoby usprawnić aby już po prostowaniu od razu był cięty na dany wymiar) i dopiero odcinki danej długości są zaginanemitek pisze:A kawałki drutu są przycinane przed gięciem na wymiar czy po gięciu? tak sobie myślę by zrobić to jednak bez bendixa choć pomysł świetny ale na tej przekładni i dodać to magiczne PLC i jeśli druty są pocięte na wymiar to ...
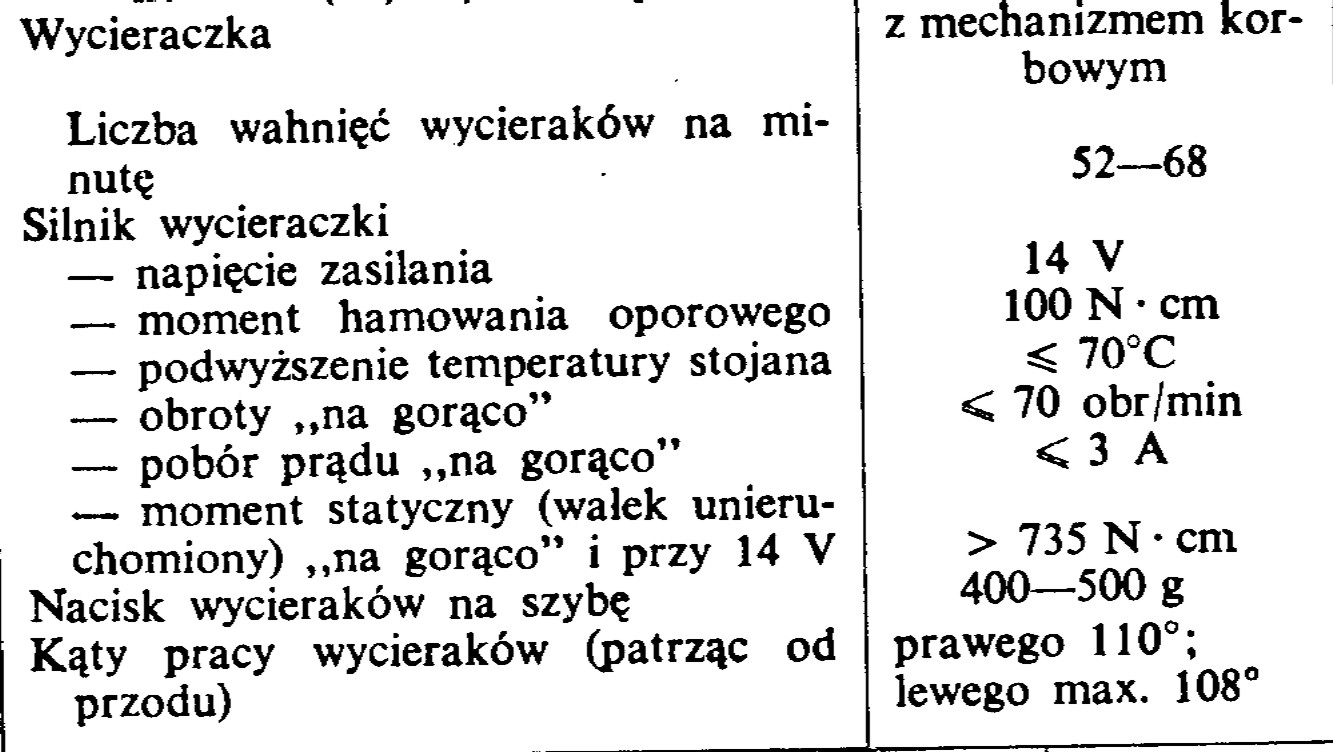
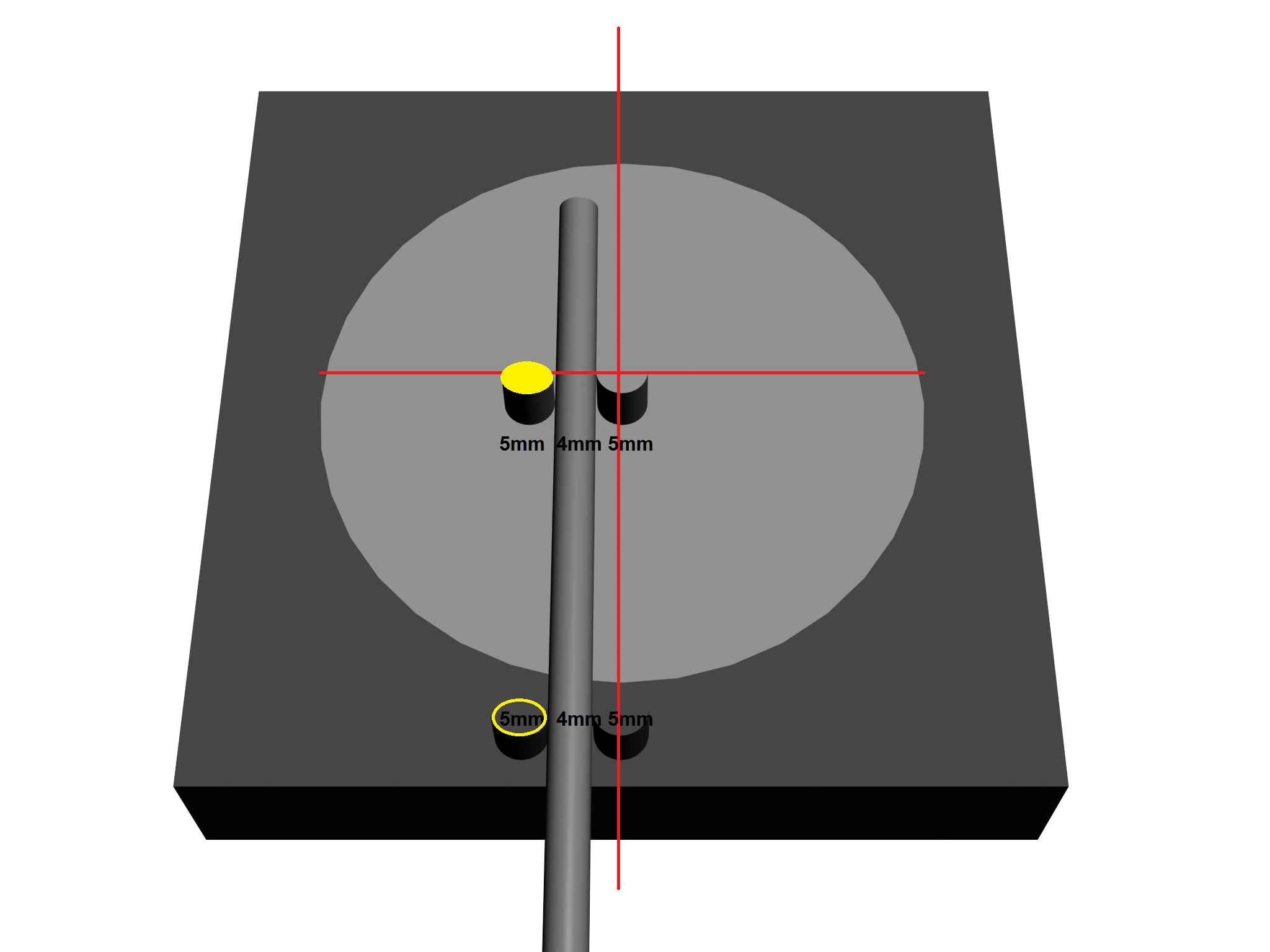
1. Drut wpada w rowek i między kołeczki (łożysko bym dał ale na tym co wygina ten w centrum talerza może powodować przemieszczenie drutu)
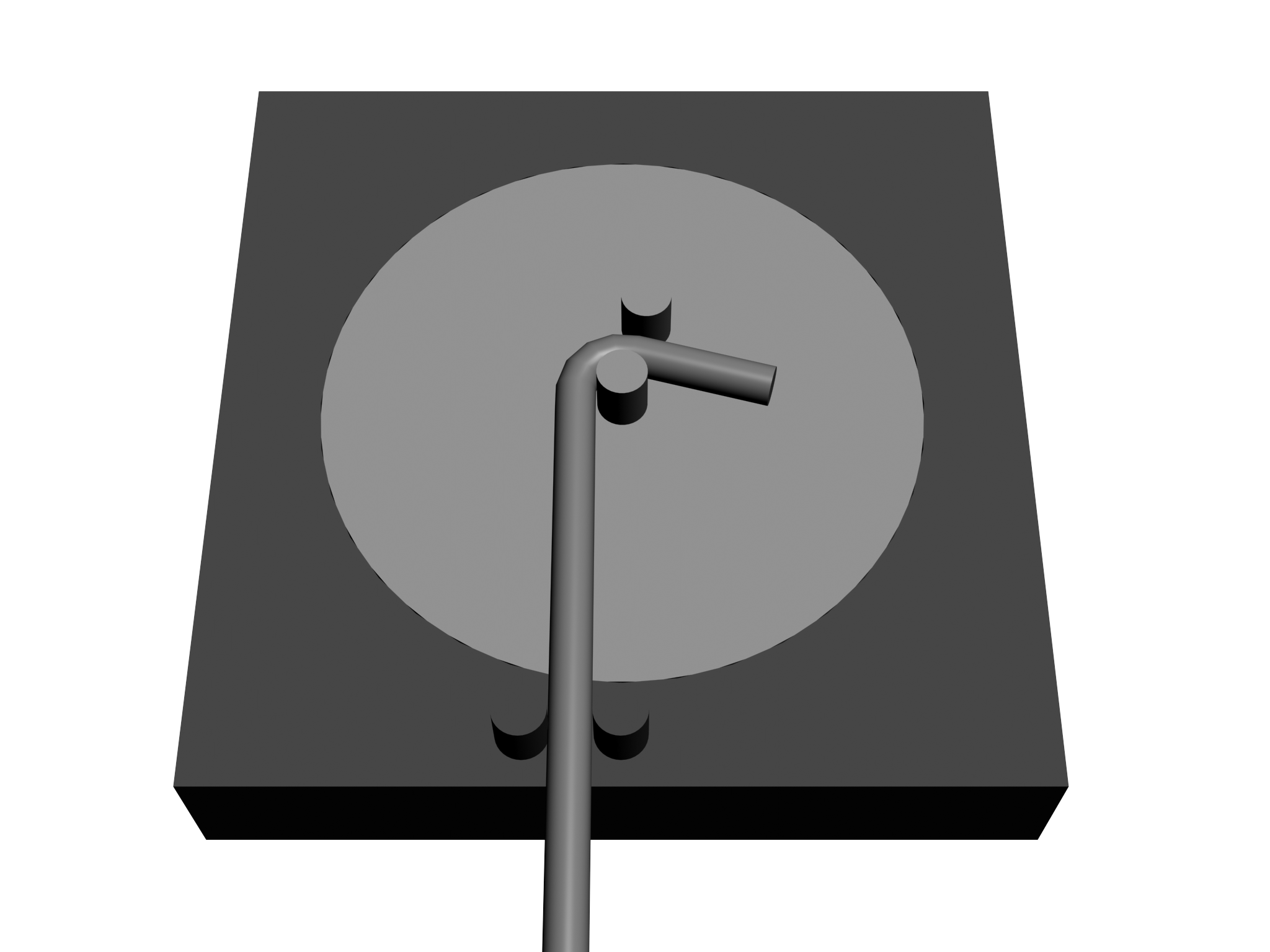
2. PLC wykrywa drut i ruch w do 230stopni
3. PLC po osiągnięciu 230 zatrzymuje silnik i nieco go cofa luzując drut
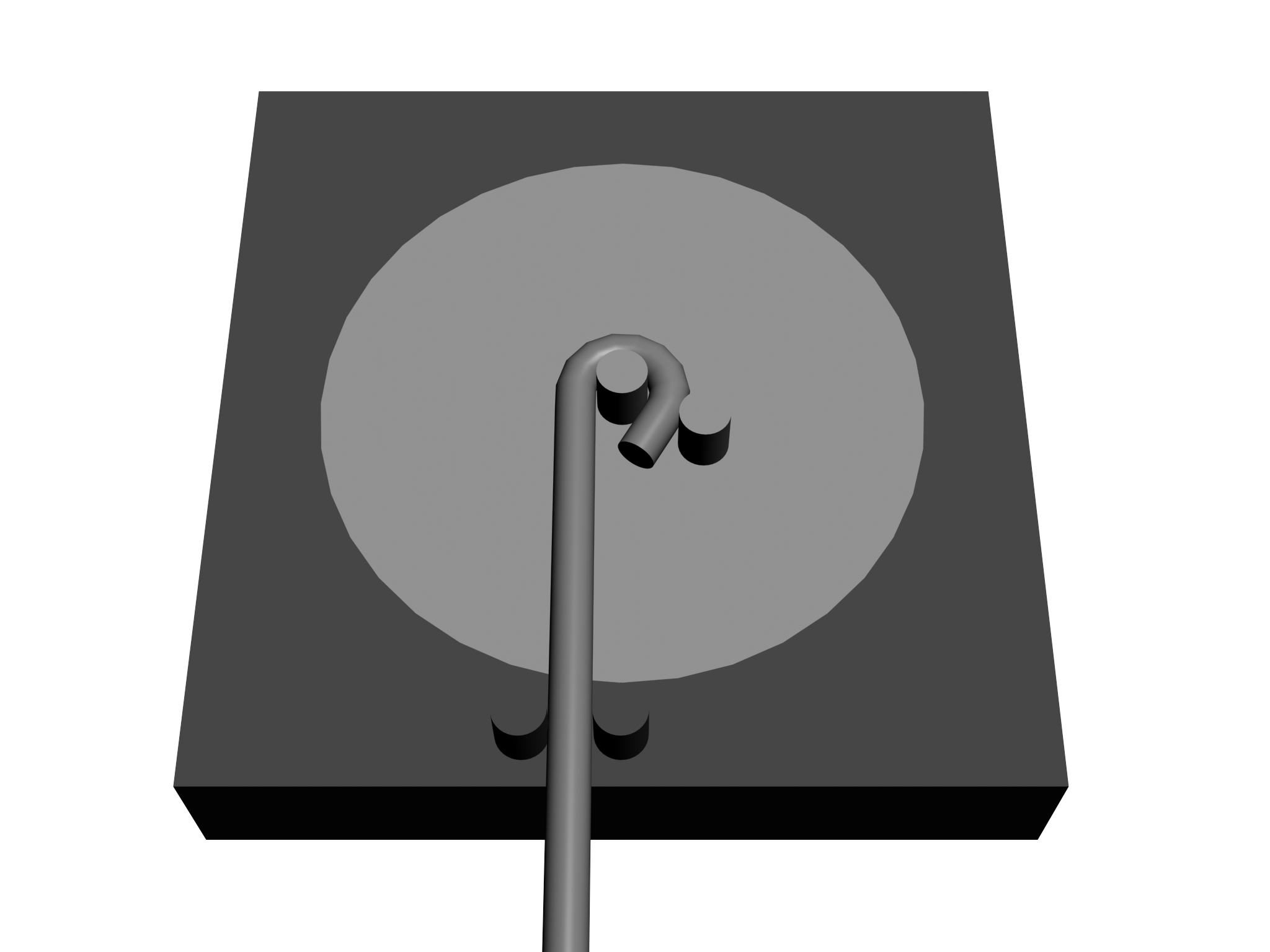
4. Silnik od wycieraczek zrzuca drut wysterowany PLC
5. PLC wykrywa brak drutu i przekręca od 230 do 360 stopni silnik (w tym samym kierunku czyli na skróty)
6. Cykl zaczyna się od początku.
Co do momentu 20...40... To zrób na 50 Nm wtedy będzie zapas i bezpieczeństwo gdyby kiedyś trzeba giąć drut 8mm
[ Dodano: 2012-06-20, 23:44 ]
Dudi1203 dziękuję, właśnie o to mi chodziło, jednak jeśli już tak bardzo Cię wykorzystuję mógłbym Cię prosić o wyliczenie jeszcze siły ścinającej takiego drutu, (potrzebne mi będzie to w przyszłości jednak samemu nie potrafię tego wyliczyć ) sytuacja wygląda następująco:Moje wyliczenia zakładaja przypadek czystego zginania, tzn "zamurowujesz" pręta w scianie i go obciązasz az sie uplastyczni w calym przekroju. Dla giecia rurki (ostatnio budowalem gietarke) tego typu obliczenia sprawdzily sie z bledem rzedu 10%.
U Ciebie sprawa ma sie tak, ze giety drut dośc mocno cisnie na ten kołek ktorym zaginasz i dochodzi jeszcze duże tarcie, a dwa miejsce gięcia drutu nie ma miejsca w osii obrotu dźwigni tylko jest lekko oddalone. Zapewne z tad jest roznica.
Wzór na naprezenia jest prosty
Sigma=M/W
Sigma - naprezenia
M-moment
W-wyznacznik plastyczny (nie wytrzymalosci). Dla przekroju okraglego w=d^3/6
Obliczajac d^3/6=4^3/6=10,7
10,7*1800MPa=19200Nmm=19,2Nm
drut przechodzi przez metalową płytkę z nawierconym otworem, do płytki dopasowany jest stycznie nóż tnący. miejsce ścięcia drutu jest na równi z tą płytką zaś nóż naciska drut bardzo małą powierzchnią ponieważ jest skośny.
Jest to ostatnia rzecz z wyliczeń wytrzymałościowych jaką potrzebuję, Proszę