



Znaleziono 3 wyniki
Wróć do „Sinumeric 840DM Progam do sprawdzenia”
- 15 cze 2012, 13:09
- Forum: Siemens Sinumerik CNC
- Temat: Sinumeric 840DM Progam do sprawdzenia
- Odpowiedzi: 6
- Odsłony: 2181
Ilość narzędzi wynika z tego, że miałem nauczyć się korzystania z banku narzędzi stąd każdy obrys to ma 2 narzędzia: frez do obróbki zgrubnej oraz wykańczającej. Do tego jeszcze frez f40 do planowania. Jeżeli chodzi o średnicę narzędzi to musiałem wybrać z tego co miałem w bazie MTSa i skończyło się na frezach f18. Pozdrawiam
- 14 cze 2012, 22:57
- Forum: Siemens Sinumerik CNC
- Temat: Sinumeric 840DM Progam do sprawdzenia
- Odpowiedzi: 6
- Odsłony: 2181
Frezy T2 do T5, które są przywołane do konturu i kieszeni mają średnicę f18 więc nie widzę przeszkód, żeby nimi obrabiać promienie wewnętrzne większe niż 9 mm. Zapomniałem wcześniej dodać, że frez f40 służył do planowania oraz zebrania naroży, które nie będą usunięte przez kolejne narzędzia. Sinumerik to niestety nie mój wymysł, narzucono odgórnie  Szczególnie zależy mi na sprawdzeniu podprogramów na kontur i kieszeń.
Szczególnie zależy mi na sprawdzeniu podprogramów na kontur i kieszeń.
- 14 cze 2012, 17:20
- Forum: Siemens Sinumerik CNC
- Temat: Sinumeric 840DM Progam do sprawdzenia
- Odpowiedzi: 6
- Odsłony: 2181
Sinumeric 840DM Progam do sprawdzenia
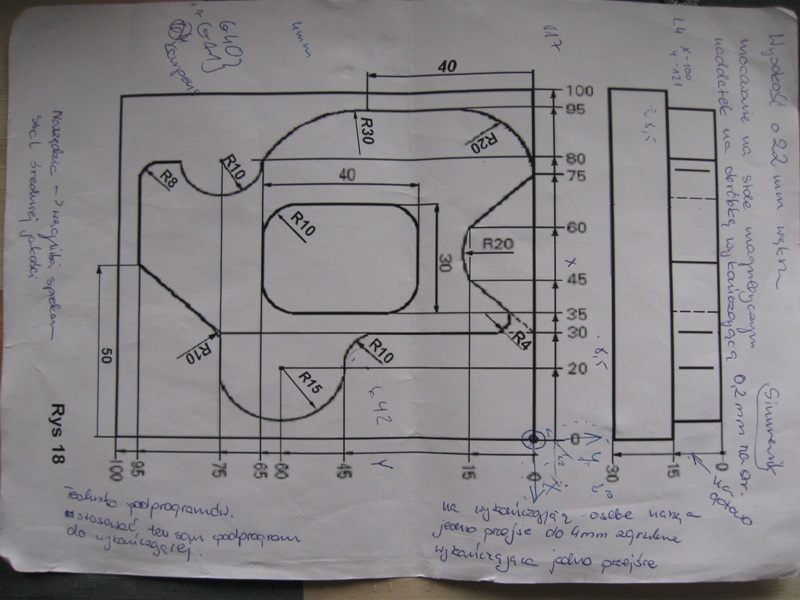
Witam serdecznie! W związku kończącym się semestrem muszę oddać program frezowania detalu przedstawionego na zdjęciu. Niestety nie mam możliwości sprawdzenia kodu w żadnym z symulatorów stąd zwracam się do Państwa z prośbą o przejrzenie tego co udało mi się napisać. Jeżeli chodzi o sam detal to głębokość skrawania w jednym przejściu wynosi 4 mm, naddatek na obróbkę wykańczającą ścianek konturu zewnętrznego oraz kieszeni 0,2 mm, obróbka wykańczająca odbywa się w jednym przejściu. Promienie narzędzi do obróbki wstępnej zostały skorygowane o 0,2 mm. Pozdrawiam serdecznie i z góry dziękuję za pomoc, Adrian !
KONFIGURACJA
{ OBRABIARKA MTS VMC-024_ISO30_-0500-0400x0450
{ STEROWANIE SINUMERIK 840DM
{
{ WYMIARY SURÓWKI X+100.000 Y+100.000 Z+052.000
{ POZYCJA PRZ. OBR. X+197.000 Y+148.000
{{ Lewe przednie górne naroże przedm. obrab.: X+197.000 Y+148.000 Z+052.000
{ MATERIAŁ "P\Stal automatowa\35S20"
{
{ MOCOWANIE NA PŁYCIE MAGN.
{
{ AKTUALNE NARZĘDZIE T01
{ NARZĘDZIA
{ T01 "ISO SK 30\Frez walcowo czołowy\MW-040 032 HSS ISO 2586"
{ T02 "ISO SK 30\Frez palcowy\ME-18.0 032K HSS ISO 1641"
{ T03 "ISO SK 30\Frez palcowy do obr. wyk.\ME-18.0 032K HSS ISO 1641"
{ T04 "ISO SK 30\Frez palcowy do rowków\MS-18.0 032K HSS ISO 1641"
{ T05 "ISO SK 30\frez palc. do rowków do obr. wyk.\MS-18.0 032K HSS ISO 1641"
{
{ WARTOŚCI KOREKCJI
{ D01 T01 R020.000 Z+115.500 N01
{ D02 T02 R009.200 Z+107.000 N01
{ D03 T03 R009.200 Z+107.000 N01
{ D04 T04 R009.000 Z+107.000 N01
{ D05 T05 R009.000 Z+107.000 N01
{
{
{ PKTY ZEROWE PRZEDM.
{{ Lewe przednie górne naroże przedm. obrab.: X+197.000 Y+148.000 Z+052.000
{ G54 X+297.000 Y+248.000 Z+050.000
N180 G0 X-100 Y-121 Z10
N185 GO X30 Y30 ;PUNKT WYMIANY NARZĘDZIA
N190 T2 D1 M6
N195 S1800 F200 M3 M8
N200 G0 X-21 Y10 Z1
N205 L5 P4 ; KONTUR ZEWNĘTRZNY - OBRÓBKA ZGRUBNA
------------------------------
PROGRAM L5 :
------------------------------
N210 G1 G91 Z-4
N215 G90
N220 G1 G41 X-30 Y-15
N225 G1 Y-45 RND=10
N230 G1 X-20
N235 G3 I0 J-10 AR-180 (LUB X-20 Y-75 CR=15)
N240 G1 X-30 RND=10
N245 G1 X-50 Y-95
N250 G1 X-80 RND=8
N255 Y-85
N260 G3 I0 J10 AR=180 (LUB G3 X-80 Y-95 CR=10)
N265 G3 X-95 Y-40 CR=30
N270 G1 X-95 Y-20
N275 G3 X-75 Y0 CR=20
N280 G1 X-60 Y-15
N285 G1 X-30 Y0 RND=4
N290 G1 X-30 Y-15
N295 G0 G40 X-21 Y10
N300 M17
-------------------------------
N305 G0 X30 Y30 Z10
N310 T3 D1 M6
N315 S1800 F200 M3 M8
N320 G0 Z1
N325 X-55 Y-35
N330 L6 P4 ; KIESZONKA - OBRÓBKA ZGRUBNA
-------------------------------
PROGRAM L6 :
-------------------------------
N335 G1 G91 Z-4
N340 G90
N345 G41 G247 X-65 Y-45 DIRS=10
N350 G1 Y-65 RND=10
N355 G1 X-50
N360 G1 X-35 RND=10
N365 G1 X-45
N370 G1 Y-25 RND=10
N375 G1 X-50
N380 G1 X-65 RND=10
N385 G1 Y-45
N390 G40 G248 X-55 Y-55 DIRS=10
N395 G0 X-55 Y-35
N380 M17
-------------------------------
N385 G0 Z1
N390 G0 X30 Y30
N395 T4 D1 M6
N400 S1800 F200 M3 M6
N405 G0 X-21 Y10 Z-11
N410 L5 P1 ; OBRÓBKA WYKAŃCZAJĄCA KONTURU ZEWNĘTRZNEGO
N415 G0 Z1
N420 G0 Z30 Y30
N425 T5 D1 M6
N430 S1800 F200 M3 M8
N435 G0 Z1
N440 G0 X-55 Y-35
N445 G0 Z11
N450 L6 P1; OBRÓBKA WYKAŃCZAJĄCA ŚCIANEK KIESZENI
N455 G0 Z1
N460 T0 D0 G0 X30 Y30 M9 M5 M30
KONFIGURACJA
{ OBRABIARKA MTS VMC-024_ISO30_-0500-0400x0450
{ STEROWANIE SINUMERIK 840DM
{
{ WYMIARY SURÓWKI X+100.000 Y+100.000 Z+052.000
{ POZYCJA PRZ. OBR. X+197.000 Y+148.000
{{ Lewe przednie górne naroże przedm. obrab.: X+197.000 Y+148.000 Z+052.000
{ MATERIAŁ "P\Stal automatowa\35S20"
{
{ MOCOWANIE NA PŁYCIE MAGN.
{
{ AKTUALNE NARZĘDZIE T01
{ NARZĘDZIA
{ T01 "ISO SK 30\Frez walcowo czołowy\MW-040 032 HSS ISO 2586"
{ T02 "ISO SK 30\Frez palcowy\ME-18.0 032K HSS ISO 1641"
{ T03 "ISO SK 30\Frez palcowy do obr. wyk.\ME-18.0 032K HSS ISO 1641"
{ T04 "ISO SK 30\Frez palcowy do rowków\MS-18.0 032K HSS ISO 1641"
{ T05 "ISO SK 30\frez palc. do rowków do obr. wyk.\MS-18.0 032K HSS ISO 1641"
{
{ WARTOŚCI KOREKCJI
{ D01 T01 R020.000 Z+115.500 N01
{ D02 T02 R009.200 Z+107.000 N01
{ D03 T03 R009.200 Z+107.000 N01
{ D04 T04 R009.000 Z+107.000 N01
{ D05 T05 R009.000 Z+107.000 N01
{
{
{ PKTY ZEROWE PRZEDM.
{{ Lewe przednie górne naroże przedm. obrab.: X+197.000 Y+148.000 Z+052.000
{ G54 X+297.000 Y+248.000 Z+050.000
N180 G0 X-100 Y-121 Z10
N185 GO X30 Y30 ;PUNKT WYMIANY NARZĘDZIA
N190 T2 D1 M6
N195 S1800 F200 M3 M8
N200 G0 X-21 Y10 Z1
N205 L5 P4 ; KONTUR ZEWNĘTRZNY - OBRÓBKA ZGRUBNA
------------------------------
PROGRAM L5 :
------------------------------
N210 G1 G91 Z-4
N215 G90
N220 G1 G41 X-30 Y-15
N225 G1 Y-45 RND=10
N230 G1 X-20
N235 G3 I0 J-10 AR-180 (LUB X-20 Y-75 CR=15)
N240 G1 X-30 RND=10
N245 G1 X-50 Y-95
N250 G1 X-80 RND=8
N255 Y-85
N260 G3 I0 J10 AR=180 (LUB G3 X-80 Y-95 CR=10)
N265 G3 X-95 Y-40 CR=30
N270 G1 X-95 Y-20
N275 G3 X-75 Y0 CR=20
N280 G1 X-60 Y-15
N285 G1 X-30 Y0 RND=4
N290 G1 X-30 Y-15
N295 G0 G40 X-21 Y10
N300 M17
-------------------------------
N305 G0 X30 Y30 Z10
N310 T3 D1 M6
N315 S1800 F200 M3 M8
N320 G0 Z1
N325 X-55 Y-35
N330 L6 P4 ; KIESZONKA - OBRÓBKA ZGRUBNA
-------------------------------
PROGRAM L6 :
-------------------------------
N335 G1 G91 Z-4
N340 G90
N345 G41 G247 X-65 Y-45 DIRS=10
N350 G1 Y-65 RND=10
N355 G1 X-50
N360 G1 X-35 RND=10
N365 G1 X-45
N370 G1 Y-25 RND=10
N375 G1 X-50
N380 G1 X-65 RND=10
N385 G1 Y-45
N390 G40 G248 X-55 Y-55 DIRS=10
N395 G0 X-55 Y-35
N380 M17
-------------------------------
N385 G0 Z1
N390 G0 X30 Y30
N395 T4 D1 M6
N400 S1800 F200 M3 M6
N405 G0 X-21 Y10 Z-11
N410 L5 P1 ; OBRÓBKA WYKAŃCZAJĄCA KONTURU ZEWNĘTRZNEGO
N415 G0 Z1
N420 G0 Z30 Y30
N425 T5 D1 M6
N430 S1800 F200 M3 M8
N435 G0 Z1
N440 G0 X-55 Y-35
N445 G0 Z11
N450 L6 P1; OBRÓBKA WYKAŃCZAJĄCA ŚCIANEK KIESZENI
N455 G0 Z1
N460 T0 D0 G0 X30 Y30 M9 M5 M30






