



Znaleziono 6 wyników
Wróć do „Otwór większy niż średnica wiertła”
- 11 lip 2013, 15:11
- Forum: Obróbka metali
- Temat: Otwór większy niż średnica wiertła
- Odpowiedzi: 22
- Odsłony: 5741
- 10 lip 2013, 14:11
- Forum: Obróbka metali
- Temat: Otwór większy niż średnica wiertła
- Odpowiedzi: 22
- Odsłony: 5741
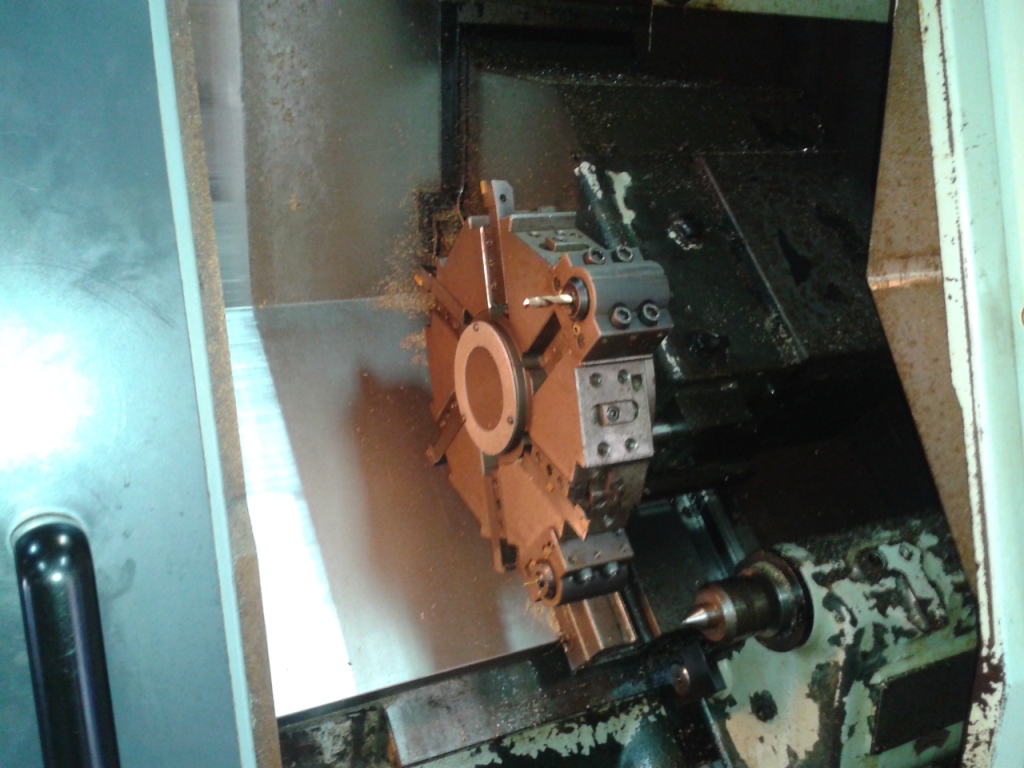
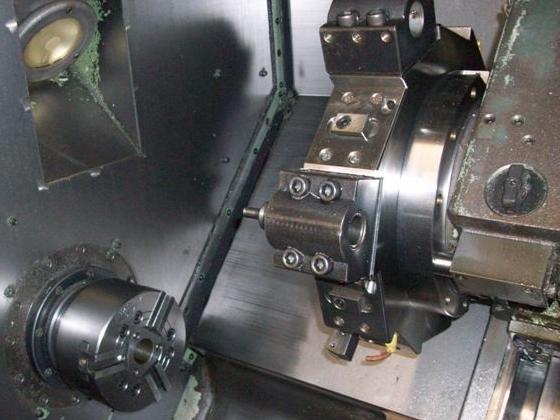
Tak, to Mori Seiki SL-15 , dziękuję za zainteresowanie tematem.
[ Dodano: 2013-07-10, 14:45 ]
Jak ustawię na zero to tylko dwa punkty , a pozostałe dwa czujnik wychyla się na +0.2 i na - 0.2 mm
Musiałbym podnieść całą głowice w osi Y jak gdyby -w górę ( nie wzdłuż prowadnicy X ), żeby uzyskać 4x "zero" na czujniku.
Myślę że korekta nawet w PLC nic nie da bo fizycznie nie ustawia się w pożądanym punkcie.
Chyba żeby przeszlifować wypust może ( ten pośrodku pomiędzy otworami )...... wtedy tuleja, głębiej usiądzie , to tak jakbym pchnął głowicę w górę ... sam nie wiem do końca tak naprawdę ...
[ Dodano: 2013-07-10, 14:45 ]
Tylko że ja nie mogę fizycznie ustawić czujnika tak żeby we wszystkich punktach kwadrantu okręgu uzyskać "zero"malpa500000 pisze:os ustawiam na tarczy a x moge w simensie samemu w plc skorygowac
Jak ustawię na zero to tylko dwa punkty , a pozostałe dwa czujnik wychyla się na +0.2 i na - 0.2 mm
Musiałbym podnieść całą głowice w osi Y jak gdyby -w górę ( nie wzdłuż prowadnicy X ), żeby uzyskać 4x "zero" na czujniku.
Myślę że korekta nawet w PLC nic nie da bo fizycznie nie ustawia się w pożądanym punkcie.
Chyba żeby przeszlifować wypust może ( ten pośrodku pomiędzy otworami )...... wtedy tuleja, głębiej usiądzie , to tak jakbym pchnął głowicę w górę ... sam nie wiem do końca tak naprawdę ...
- 09 lip 2013, 19:15
- Forum: Obróbka metali
- Temat: Otwór większy niż średnica wiertła
- Odpowiedzi: 22
- Odsłony: 5741
- 09 lip 2013, 14:34
- Forum: Obróbka metali
- Temat: Otwór większy niż średnica wiertła
- Odpowiedzi: 22
- Odsłony: 5741
Sprawdziłem dzisiaj czujnikiem położenie osi wrzeciona do osi tulei.
I co zauważyłem : w osi na którą mam wpływ i regulację przez kółko ręczne pokazuje mi w okolicach "zera" , natomiast po przekręceniu czujnika odchyłka w granicach 0,2 mm. Ktoś wie jak to wyregulować ?
Wygląda na to że głowica jest za nisko o 0,2 mm , tylko gdzie się to reguluje ?
U mnie głowica zjeżdża pod kątem 45 stopni , czyli oś X jest po wektorze skręconym o 45 stopni , natomiast odchyłka ewidentnie w osi Y jakby patrząc od przodu.
I co zauważyłem : w osi na którą mam wpływ i regulację przez kółko ręczne pokazuje mi w okolicach "zera" , natomiast po przekręceniu czujnika odchyłka w granicach 0,2 mm. Ktoś wie jak to wyregulować ?
Wygląda na to że głowica jest za nisko o 0,2 mm , tylko gdzie się to reguluje ?
U mnie głowica zjeżdża pod kątem 45 stopni , czyli oś X jest po wektorze skręconym o 45 stopni , natomiast odchyłka ewidentnie w osi Y jakby patrząc od przodu.
- 08 lip 2013, 15:29
- Forum: Obróbka metali
- Temat: Otwór większy niż średnica wiertła
- Odpowiedzi: 22
- Odsłony: 5741
malpa500000 pisze:załuż czujnik w uchwyt tokarski
I tak zrobię, póki co na szybko założyłem wiertło 7.4 i uzyskałem otwór 7,65 , ale na przyszłość trzeba sprawdzić oś rzeczywiście. Wiertła mam nówki Sandvik-a powlekane więc geometria na pewno jest OK.
Zawsze miałem bazę G54 X0 i offset w osi X0 , ale może coś się przestawiło na głowicy.
Dzięki Koledzy, po punkciku dla wszystkich
- 07 lip 2013, 20:36
- Forum: Obróbka metali
- Temat: Otwór większy niż średnica wiertła
- Odpowiedzi: 22
- Odsłony: 5741
Otwór większy niż średnica wiertła
Mam problem z wierceniem w brązie.
Tokarka CNC , tuleje oryginalne , wiertło oryginalne Sandvik 7.6 mm
Otwory mi wychodzą 8mm , gdzie jest przyczyna ?
Nie jestem w osi czy jak ? Nawet jak zmieniam offsety w osi X to samo się dzieje.
Tokarka CNC , tuleje oryginalne , wiertło oryginalne Sandvik 7.6 mm
Otwory mi wychodzą 8mm , gdzie jest przyczyna ?
Nie jestem w osi czy jak ? Nawet jak zmieniam offsety w osi X to samo się dzieje.






