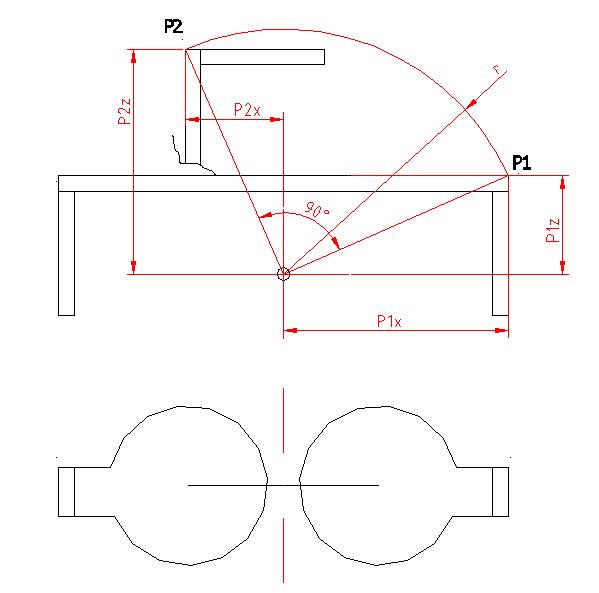
Akurat dla obrotu o 90° wartości współrzędnych się zamieniają X → Z a Z → X i nic liczyć nie trzeba.
Ale gdy obrócisz w lewo lub prawo to wygodniej jest operować rysunkiem niż Gkodem. Zresztą narysowałeś co i jak i wystarczy programowo wprowadzić tylko nową wysokość obrabianej powierzchni.
G52 Z.... przesuwa zero układu ( na liczniku będziesz miał inne wartości) albo G92 Z... które wprowadzi taki układ że aktualna wysokość narzędzia znajdzie się na podanej wysokości. (trochę mylące ale z MDI wpisz parę poleceń i po zachowaniu się licznika zorientujesz się w różnicy. I które wygodniejsze)
Większą sprawą będzie chęć obróbki łuku na krawędzi ucha synchronicznie z obrotem uchwytu gdy się zdecydujesz na 4 oś. Artcam chyba takiego Gkodu nie wygeneruje.
Ale!!! Masz tylko jedną krawędź,( lewa, prawa,dolna górna ale taka sama tylko po transformacji symetrii wzglę dem osi X/Y) właściwie łuk który płynnie przechodzi z płaszczyzny oka na płaszczyznę ucha.
Można wygenerować interpolację odcinkową np co 0,1mm ruchu w osi Y relatywnie do obrotu i skorygowanej wtedy pozycji X,Z freza nadążającego za obrotem osi. To w Machu możesz zrobić i do pilku dołączyć jako podprogram
I nie jest potrzebny postprocesor 5cio osiowy. Jakby nie patrzeć na ruch maszyny to jest to tylko odpowiednia liczba impulsów synchronicznie podanych na jej osiach.
 Dodane 1 minuta 58 sekundy:
Dodane 1 minuta 58 sekundy:
oś zrobiłem
Dodane 2 minuty 10 sekundy:
W Machu możesz wygenerować Gkod tej krawędzi, nie tylko tak się ruszać.








