



Znaleziono 5 wyników
Wróć do „g3 i g2 w Mach3 na tokarce”
- 18 kwie 2024, 19:09
- Forum: G-CODE - programowanie
- Temat: g3 i g2 w Mach3 na tokarce
- Odpowiedzi: 22
- Odsłony: 4356
Re: g3 i g2 w Mach3 na tokarce
no dobra, da się opisać bo skoro jest łuk to jaki by nie był to ma jaki promień. Tyle że tak od ręki to nie wiadomo jaki.
- 18 kwie 2024, 18:04
- Forum: G-CODE - programowanie
- Temat: g3 i g2 w Mach3 na tokarce
- Odpowiedzi: 22
- Odsłony: 4356
Re: g3 i g2 w Mach3 na tokarce
no masz, łatwiutkie ćwiartka promienia R5
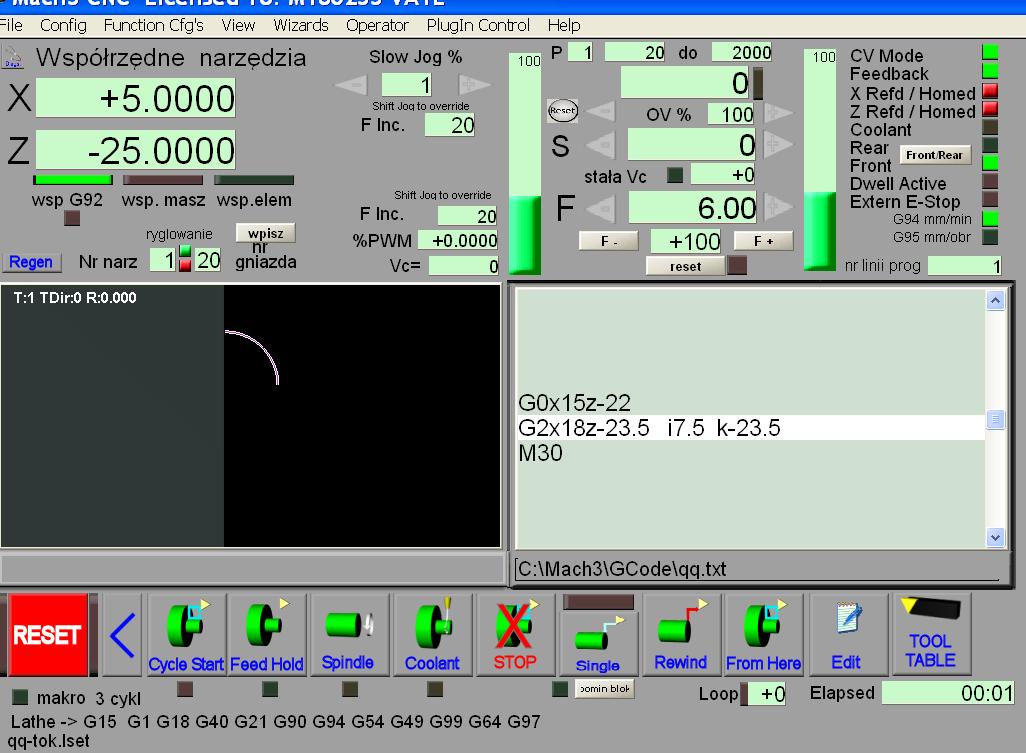
Opisz to teraz tylko parametrem R, a nie I,K, Ponoć każdy łuk tak możesz utworzyć.
Nie no przecież to dziecinada takie przepychanie się ze staruszkami bo im coś się zwidziało
Opisz to teraz tylko parametrem R, a nie I,K, Ponoć każdy łuk tak możesz utworzyć.
No to pokaż dla tego łuku.

Nie no przecież to dziecinada takie przepychanie się ze staruszkami bo im coś się zwidziało
- 18 kwie 2024, 16:59
- Forum: G-CODE - programowanie
- Temat: g3 i g2 w Mach3 na tokarce
- Odpowiedzi: 22
- Odsłony: 4356
Re: g3 i g2 w Mach3 na tokarce
Lepi, przecież nie tylko Ty masz program, każdy może sprawdzić. TY też możesz
narysuj przykład autora z krzywizną na pocisku
narysuj przykład autora z krzywizną na pocisku
- 18 kwie 2024, 16:10
- Forum: G-CODE - programowanie
- Temat: g3 i g2 w Mach3 na tokarce
- Odpowiedzi: 22
- Odsłony: 4356
Re: g3 i g2 w Mach3 na tokarce
opowiadasz tutaj głupoty bo z parametrem R otrzymasz wyłącznie łuki które zawieszone są na prostej prostopadłej do cięciwy wyznaczonej przez końce łuku i przechodzącej przez jej środek.
I tylko takie a nie każde.
A specyficznym jest łuk 180 ° który, jak pisałem dla Macha, otrzymasz zaniżając wartość promienia - idealne półkole.
Wreszcie wpisz sobie linijkę z łukiem i sam odkryjesz czego nie wiedziałeś.
Oczywiście I,K odwzorują łuk z R, dla każdej wartości R ale R nie odwzoruje każdego łuku z I,K.
Jak widać się nie umie.
I tylko takie a nie każde.
A specyficznym jest łuk 180 ° który, jak pisałem dla Macha, otrzymasz zaniżając wartość promienia - idealne półkole.
Wreszcie wpisz sobie linijkę z łukiem i sam odkryjesz czego nie wiedziałeś.
Oczywiście I,K odwzorują łuk z R, dla każdej wartości R ale R nie odwzoruje każdego łuku z I,K.
Jak widać się nie umie.
- 18 kwie 2024, 11:20
- Forum: G-CODE - programowanie
- Temat: g3 i g2 w Mach3 na tokarce
- Odpowiedzi: 22
- Odsłony: 4356
Re: g3 i g2 w Mach3 na tokarce
Mach, jak każdy program, po napisaniu był poprawiany kolejnymi wersjami ale nie powstawały do nich instrukcje wiec nie wiadomo do końca jak dany moduł/blok wykonuje swoje działania. To wada i już.
Możesz nie używać bloku lub programu. Przejdź na linuxa zapomnisz o przeciwnościach w CNC a relacje w obróbce bedą spacerkiem boso po kwiecistej łące.
Łuki w każdym programie, nawet w linux, realizowane są z punktu w którym jest maszyna do punktu którego współrzędne zapisane są w linijce z łukiem. U Ciebie to P1(X8,Z0) do P2(X10,Z-15).
Ale jaki ten łuk by nie był to jego promień musi być co najmniej połową odległości pomiędzy P!,P2. A Ty wpisałeś r5! które nie sięgnie do P2.
Poprawki w wersjach Macha zawierają również albo uproszczenia wygodne dla debili albo niepoprawione błędy które przypadkiem takimi wygodnymi funkcjonalnościami się stały. Jak jest z tym przypadkiem to nie wiem ale wiem, że zamiast liczyć Pitagorasem promień ze współrzędnych P1,P2 to parametr R w definicji łuku podam o mniejszej wartości i program wtedy wykona mi łuk 180 st którego promień sam wyliczy.
Wygodne. Wiem więc stosuję. Ale tylko do promieni które zawieszone są na cięciwie P1,P2, TYLKO! kol. Lepi, a nie tak że albo , albo.
Jeżeli zawieszenie promienia jest w dowolnym miejscu to stosujesz zapis G2/3,X,Z,I,K. I teraz:
1) dla Macha w ustawieniach sprawdź czy IJK jest podawane( raczej czytane)w wartościach absolutnych czy przyrostowych
2) dla Macha sprawdź czy wartości X w Gkodzie czytane są średnicowo czy promieniowo (bo I jest zawsze czytane jako wartość promienia - tu się można pomylić gdy podajesz średnicę wałka ale zawieszenie nacinanego promienia jako odległość od osi a nie średnica na której jest zaczepiony)
3) dla Macha sprawdź w tabeli narzedzi którą pozycję ma zastosowany nóż (tył czy przód)
4) dla Macha sprawdź czy ścieżka wyświetlana jest dla tylnej czy przedniej głowicy - trochę pokrywa się z tabelą noży bo tam są wszystkie i zaleznie od kwalifikacji noża ustaiwenie wsystemu samo się zmienia po wywołaniu kolejnego. To wpływa czy poprawne jest G2 czy powinno być G3. i z pewnością wpływa na wyświetlanie ścieżki narzędzia
To trzeba poćwiczyć.
Inną sprawa że skoro jesteś pczątkujący to razem z łukiem rozpoznaj stosowanie korekcji G41/42 bo bez nich nigdy nie zrobisz poprawnego stożka i łuku. Zawsze ucieknie promień płytki co przy promykach i fazkach na czopie jest wyjatkowo irytujące. Miała być obróbka wykańczajaca a zamienia się w idiotyczne ręczne pilnikowanie krawedzi bo Mach do du** i na krawędzi fazy nie robi.
A to raczej operator nie doczytał
Możesz nie używać bloku lub programu. Przejdź na linuxa zapomnisz o przeciwnościach w CNC a relacje w obróbce bedą spacerkiem boso po kwiecistej łące.
Łuki w każdym programie, nawet w linux, realizowane są z punktu w którym jest maszyna do punktu którego współrzędne zapisane są w linijce z łukiem. U Ciebie to P1(X8,Z0) do P2(X10,Z-15).
Ale jaki ten łuk by nie był to jego promień musi być co najmniej połową odległości pomiędzy P!,P2. A Ty wpisałeś r5! które nie sięgnie do P2.
Poprawki w wersjach Macha zawierają również albo uproszczenia wygodne dla debili albo niepoprawione błędy które przypadkiem takimi wygodnymi funkcjonalnościami się stały. Jak jest z tym przypadkiem to nie wiem ale wiem, że zamiast liczyć Pitagorasem promień ze współrzędnych P1,P2 to parametr R w definicji łuku podam o mniejszej wartości i program wtedy wykona mi łuk 180 st którego promień sam wyliczy.
Wygodne. Wiem więc stosuję. Ale tylko do promieni które zawieszone są na cięciwie P1,P2, TYLKO! kol. Lepi, a nie tak że albo , albo.
Jeżeli zawieszenie promienia jest w dowolnym miejscu to stosujesz zapis G2/3,X,Z,I,K. I teraz:
1) dla Macha w ustawieniach sprawdź czy IJK jest podawane( raczej czytane)w wartościach absolutnych czy przyrostowych
2) dla Macha sprawdź czy wartości X w Gkodzie czytane są średnicowo czy promieniowo (bo I jest zawsze czytane jako wartość promienia - tu się można pomylić gdy podajesz średnicę wałka ale zawieszenie nacinanego promienia jako odległość od osi a nie średnica na której jest zaczepiony)
3) dla Macha sprawdź w tabeli narzedzi którą pozycję ma zastosowany nóż (tył czy przód)
4) dla Macha sprawdź czy ścieżka wyświetlana jest dla tylnej czy przedniej głowicy - trochę pokrywa się z tabelą noży bo tam są wszystkie i zaleznie od kwalifikacji noża ustaiwenie wsystemu samo się zmienia po wywołaniu kolejnego. To wpływa czy poprawne jest G2 czy powinno być G3. i z pewnością wpływa na wyświetlanie ścieżki narzędzia
To trzeba poćwiczyć.
Inną sprawa że skoro jesteś pczątkujący to razem z łukiem rozpoznaj stosowanie korekcji G41/42 bo bez nich nigdy nie zrobisz poprawnego stożka i łuku. Zawsze ucieknie promień płytki co przy promykach i fazkach na czopie jest wyjatkowo irytujące. Miała być obróbka wykańczajaca a zamienia się w idiotyczne ręczne pilnikowanie krawedzi bo Mach do du** i na krawędzi fazy nie robi.
A to raczej operator nie doczytał






