



Znaleziono 17 wyników
Wróć do „Tokarka Mori Seiki SL-3B CNC”
- 15 lip 2015, 14:21
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Mogę powiedzieć ze dogadałem się z maszyna , proste rzeczy robię "z palca" , większe programy pisze sobie na spokojnie w domciu a potem ładuje z laptopa i po problemie  . Ta druga poszła od razu ale widzę ze człowiek który ja kupił (mój znajomy) nie za bardzo się za nią bierze . Ostatnio jak u niego bylem to jakoś tak dziwnie dużo kartonów na niej stało ze jej widać prawie nie było
. Ta druga poszła od razu ale widzę ze człowiek który ja kupił (mój znajomy) nie za bardzo się za nią bierze . Ostatnio jak u niego bylem to jakoś tak dziwnie dużo kartonów na niej stało ze jej widać prawie nie było  . Cos bąkał czy bym jej nie odkupił.
. Cos bąkał czy bym jej nie odkupił.
- 02 gru 2014, 14:38
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Dziś po wielu godzinach spędzonych nad dokumentacja i przy maszynie udało się wszystko poustawiać i wykonałem pierwsze toczenie ze zmiana narzędzi . Na razie w programie wszystkie G00 zastąpione G01 (przeraża mnie szybkość dojazdu na G00  ) . Wiec mogę powiedzieć ze maszyna jest gotowa do pracy. Zostały jakieś pierdoły typu wężyki do chłodzenia , szyba w drzwiach...
) . Wiec mogę powiedzieć ze maszyna jest gotowa do pracy. Zostały jakieś pierdoły typu wężyki do chłodzenia , szyba w drzwiach...
- 26 lis 2014, 17:06
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Moich walk z offsetem narzędzia ciąg dalszy. Proszę o przetłumaczenie poniższego zdania z instrukcji:
G50 is used when commanding the distances from the program original
point (= machining original point: XO.ZO) which is the reference
point for commanding the starting points of individual cutting
tools (commanding points).
Jako ze utknąłem na etapie offsetów postanowiłem iść dalej po swojemu. Odstawiłem instrukcje i bazuje materiał tak jak mi się wydaje ze będzie dobrze - efekt widoczny na filmiku . Bez wprowadzonych offsetów narzędzia toczy elegancko i dokładnie .W takim razie PO CO SĄ TE OFFSETY NARZĘDZIA 
G50 is used when commanding the distances from the program original
point (= machining original point: XO.ZO) which is the reference
point for commanding the starting points of individual cutting
tools (commanding points).
Jako ze utknąłem na etapie offsetów postanowiłem iść dalej po swojemu. Odstawiłem instrukcje i bazuje materiał tak jak mi się wydaje ze będzie dobrze - efekt widoczny na filmiku . Bez wprowadzonych offsetów narzędzia toczy elegancko i dokładnie
- 23 lis 2014, 21:20
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
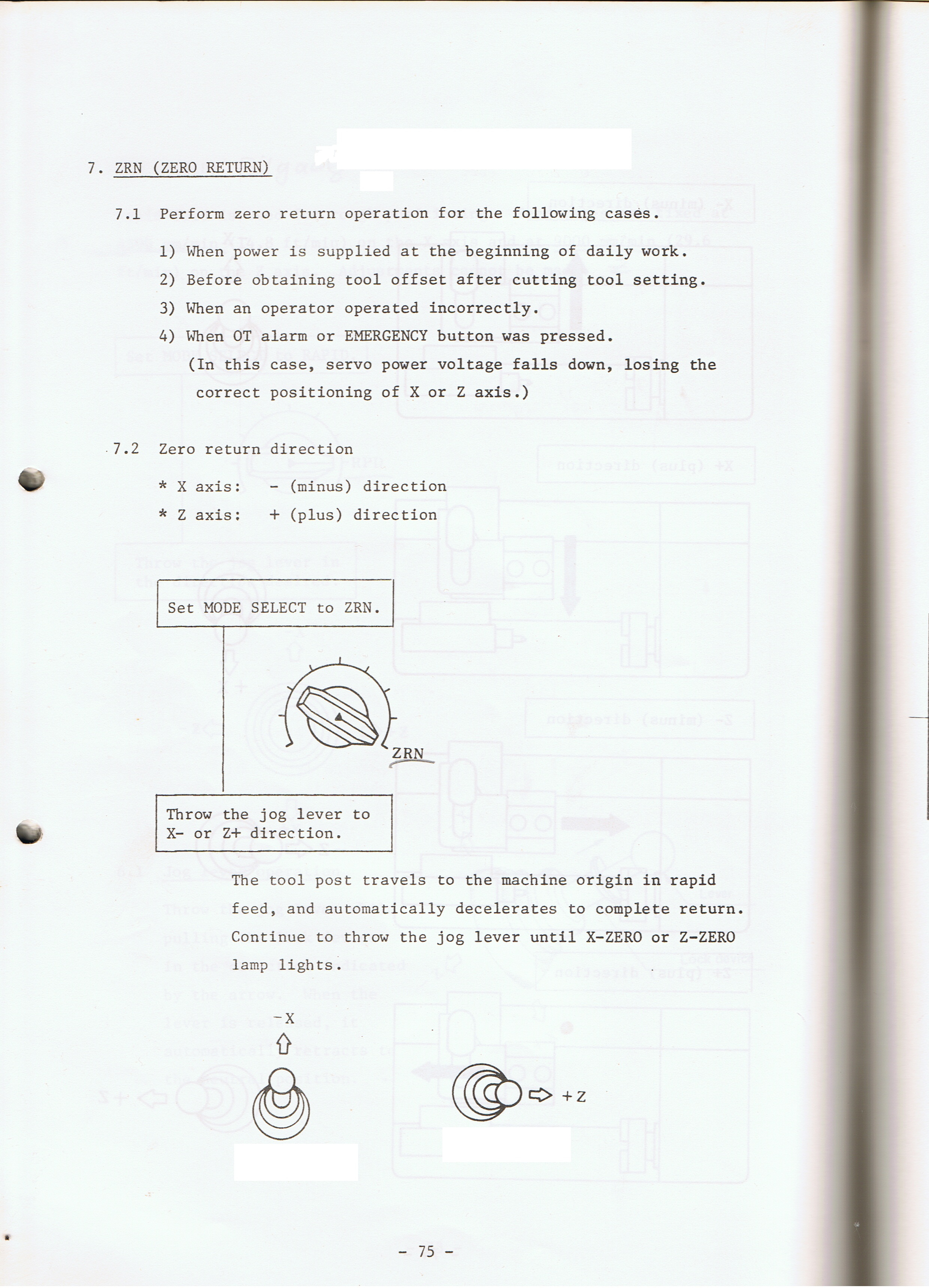
Myślę ze kolega ma racje . Z tego co już rozkminilem to po uruchomieniu trzeba najechać każda osia na punkt ( myślę ze jest to Punkt Wyjściowy Obrabiarki patrz rys. ) jest do tego celu opcja ZRN ( zero return ) , po ustawieniu przełącznika MODE w ta pozycje po prostu trzyma się dżojstik w pozycji -X aż os się zatrzyma i zaświeci się dioda X zero . potem tak samo z osia Z tylko kierunek +Z. Ale zauważyłem że po zatrzymaniu osi w tym punkcie licznik zawsze wskazuje jakąś wartość ( nie 0 ) wiec chyba trzeba ręcznie ten licznik wyzerować . Jest do tego przycisk ORIGIN.Pneumokok pisze:. Tutaj chyba tego nie ma i trzeba to robić ręcznie.
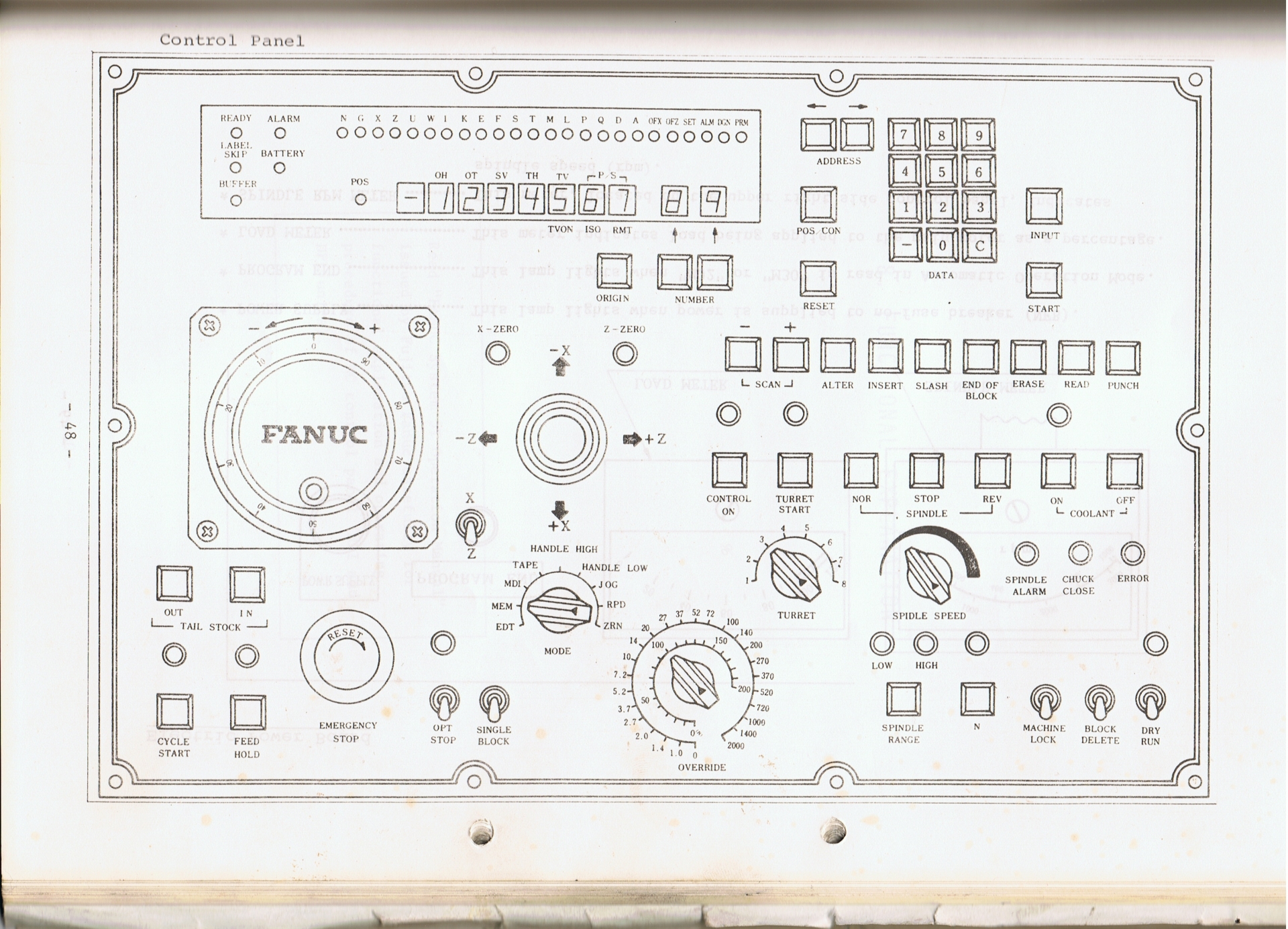
Przekopując internet znalazłem gdzieś informacje ze Fanuc 5T i Fanuc 6T są do siebie bardzo podobne . Ponoć wczesne wersje 6T miały nawet taki sam pulpit sterowniczy jak 5T .Jedną z różnic jest na pewno to ze w 5T nie używa się przecinków przy wpisywaniu wymiarów a w 6T już tak.
Tu jest coś o ZERO RETUR ( scany z instrukcji ) no ale ja nic z tego nie rozumie
- 22 lis 2014, 19:33
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Odjechac na zero maszynowe to sie chyba raczej nie da patrz rysynek:Pneumokok pisze:Chyba nie. Najpierw zjazd na punkty referencyjne, a następnie (pkt. 2) to wyzerowanie osi. Ciężko mi powiedzieć
[ Dodano: 2014-11-22, 14:50 ]
Albo inaczej mówiąc punkt 1. to odjazd na zero maszynowe.
.
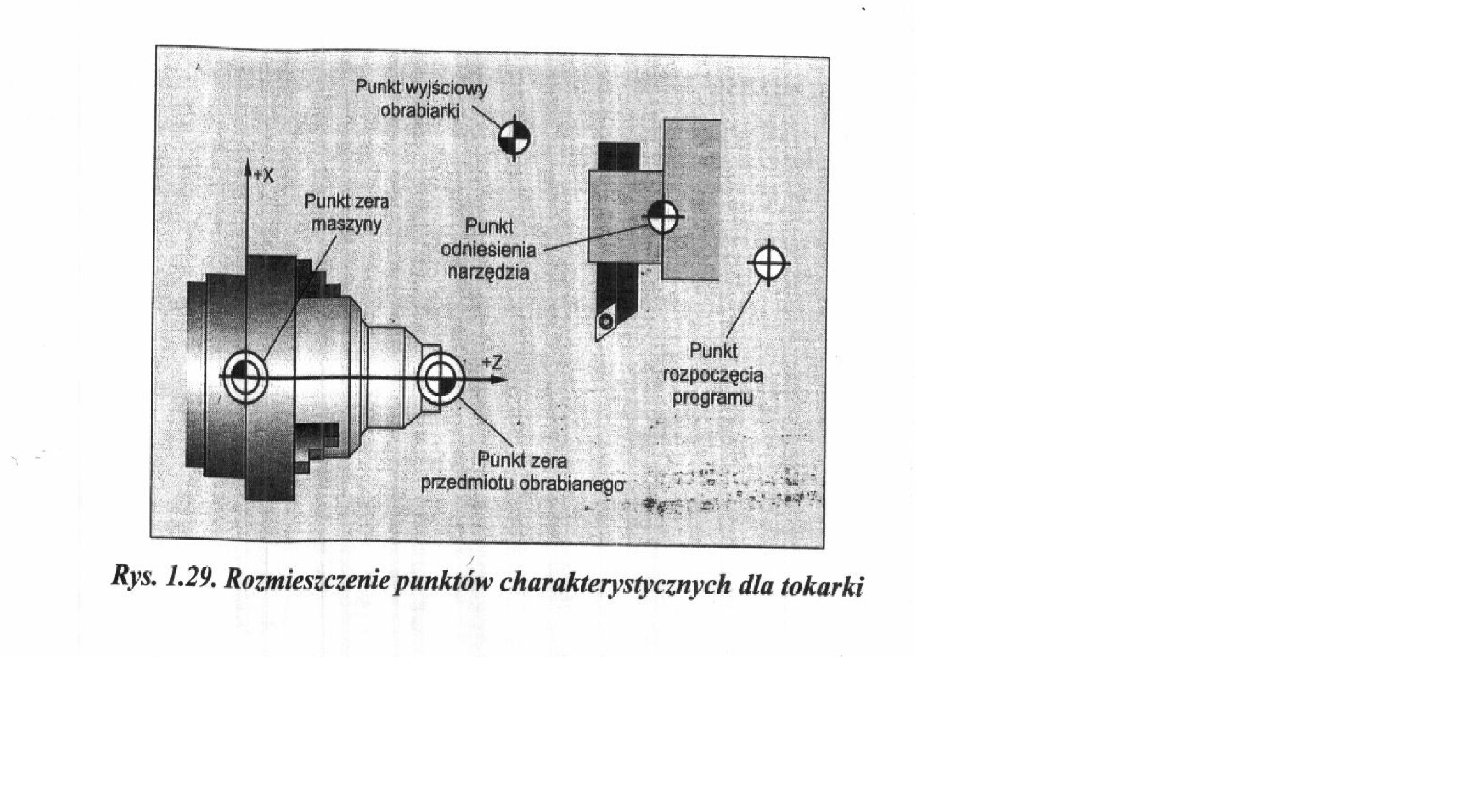
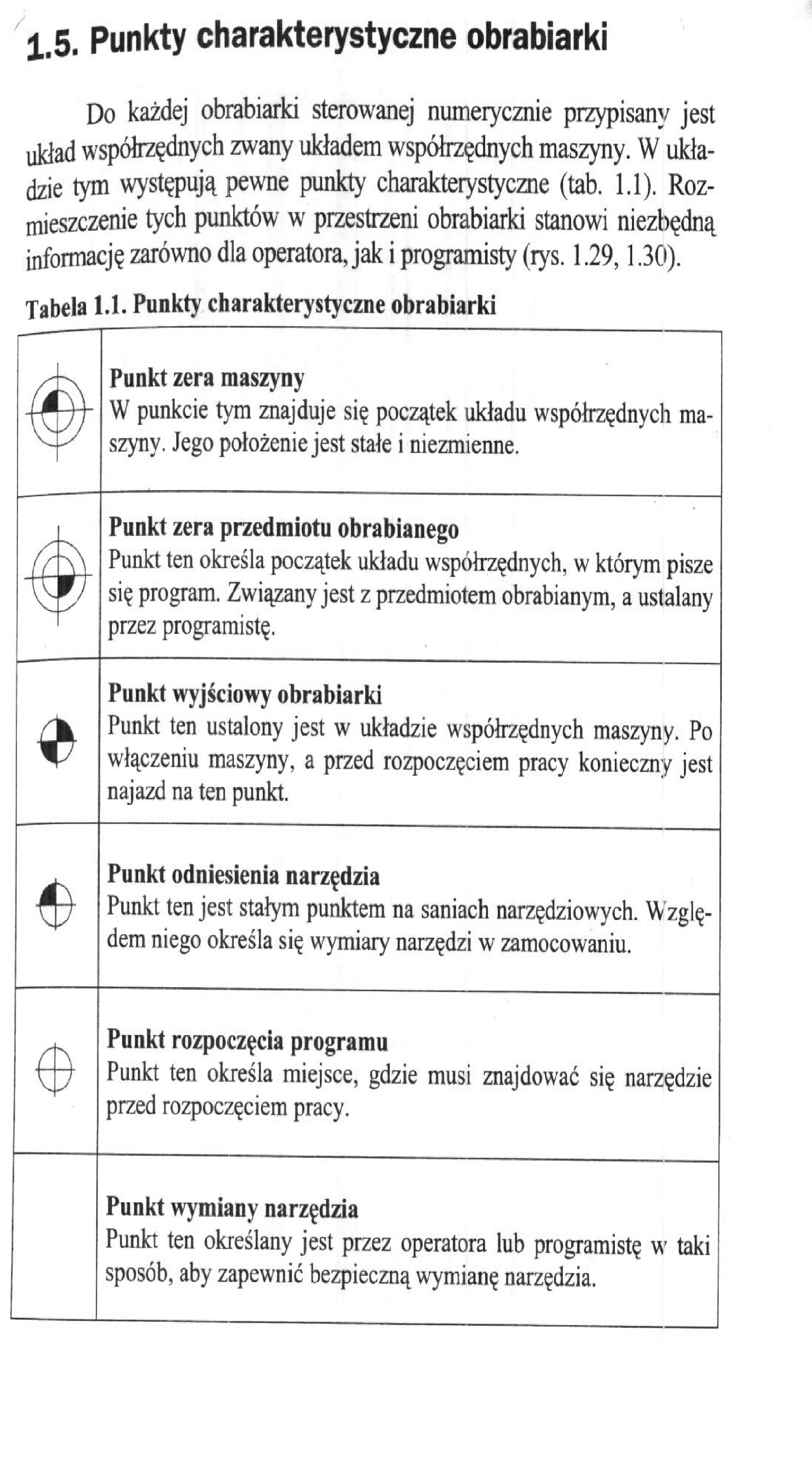
1. Myślę ze chodzi o punkt wyjściowy obrabiarki czyli punkt na który trzeba najechać zawsze po uruchomieniu maszyny ( w mojej tokarce najechanie na ten punkt nazywane jest ZERO RETURN).
2. To chyba wyzerowanie wskazań liczników dla osi X i Z .
Tutaj była by nieoceniona pomoc ze strony praktyków , czy faktycznie taka procedura ma miejsce
- 22 lis 2014, 10:05
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
- 21 lis 2014, 21:19
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
No w końcu znowu mały postęp  , problemy z "nie trafianiem noża w materiał " były spowodowane tym ze nie ustawiałem rewolweru w odpowiednim miejscu ( punkt startu programu ) .Kolega SYNTETYCZNY zasugerował i słusznie ze muszę iść w tym kierunku. Teraz jest ok. Zabieram się , jak myślę , za ostatnia rzecz mianowicie offsety narzędzi , oczywiście na razie mi nic nie wychodzi
, problemy z "nie trafianiem noża w materiał " były spowodowane tym ze nie ustawiałem rewolweru w odpowiednim miejscu ( punkt startu programu ) .Kolega SYNTETYCZNY zasugerował i słusznie ze muszę iść w tym kierunku. Teraz jest ok. Zabieram się , jak myślę , za ostatnia rzecz mianowicie offsety narzędzi , oczywiście na razie mi nic nie wychodzi 
- 19 lis 2014, 22:51
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Obawiam się ze tylko G50 .syntetyczny pisze: nie wiem czy kolegi system ogarnia komendy G50.1
/
Jaki może być powód ze narzędzie "nie trafia" w detal : źle napisany program , złe offsety narzędzia a może źle zbazowany detal . Juz nie wiem co robić
- 18 lis 2014, 18:21
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Cos nie mogę opanować mojej maszyny . Na starcie programu za cholerę nie mogę ustawić tak aby nóż znalazł się tam gdzie powinien (albo próbuje toczyć w powietrzu albo wali w materiał ) . Testuje na tym :
N001
N002 G50 X-15000 Z5000 S500
N003 G00 T0101 M41
N004 G96 S150 M03
N005 G00 X-3500 Z500
N006 G01 Z-1000 F010
N007 X-3700 F200
N008 G00 X-15000 Z5000 M05
N009 M02
Jak poprawnie zbazowac materiał . W osi Z dojeżdżam do czoła i wciskam przycisk ORGIN , wskaźnik pozycji osi Z zeruje się. A co z osia X , co dokładnie robi ta linijka kodu: N002 G50 X-15000 Z5000 S500
N001
N002 G50 X-15000 Z5000 S500
N003 G00 T0101 M41
N004 G96 S150 M03
N005 G00 X-3500 Z500
N006 G01 Z-1000 F010
N007 X-3700 F200
N008 G00 X-15000 Z5000 M05
N009 M02
Jak poprawnie zbazowac materiał
- 16 lis 2014, 21:19
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 6498
Teraz walczę z ustawianiem offsetu narzędzia ( wprowadzić do maszyny już umie ). Niestety ni cholery nie potrafię wyznaczyć prawidłowo tych offsetow . Znalazłem w sieci posta o tym ale po angielsku ,czy ktoś by to sensownie przetłumaczył  :
:
There are many ways to determine the G50 value for each tool, following is one that's fairly reliable.
1. Reference Return both axes.
2. Zero both the X and Z position display by pressing the corresponding buttons to the right of each display.
3. Manually index the required too into position.
4. Manually start the spindle and adjust RPM to an acceptable level to take a cut on a workpiece mounted in whatever the work-holding device is.
5. Move the tool to the workpiece and take a light cut on the OD.
6. Clear the tool of the workpiece in Z only without moving the tool in X.
7. Stop the spindle, measure the workpiece and note.
8. The values shown in the position display is the distance the tool tip is from the Reference Return position, displayed as a negative value. Add to the X value, the diameter measurement of the workpiece as a negative value. The positive of the result is the G50 for X when the X slide is at the X Reference Return position.
9. Start the spindle and take a light cut on the end of the workpiece.
10. Clear the tool of the workpiece in X only and without moving the tool in Z. Measure from the end of the machined workpiece to where Z Zero is for this workpiece.
11. If there is, say, 1.05mm between the current machined end and Z Zero, add as a minus value 1.05mm to the current negative value being shown on the Z position display. The positive of the result is the G50 for Z when the Z slide is at the Z Reference Return position.
12. If the tool change X,Z position is to be set distances away from the Reference Return positions, subtract these distances from the results gained in 8 an 11 above to obtain the X, Z G50's for this location.
13. Repeat the above for all other tools to be set.
14. As the position display was initially Zeroed at the Reference Return position, the tool turret does not require to be Homed between the setting of each tool. Just move the carriage to a safe Tool Change position and select the next tool.
15. The above example is for an OD tool. The same procedure is followed to set an ID tool, except, obviously, a bore is cut and measured to gain the X G50.
Its seldom that the G50's will be whole, round numbers. For this reason, I advise my clients to use the Integer component of the result gained in 8, 11, or 12, and use the decimal component as the Tool Offset. This works out well when the control is used in the Metric Mode, as the decimal component will always be quite small, less than 0.040". When using the Imperial system, I round down to the closest 0.5" increment and use the remainder as the Tool Offset. This method will consistently result in Mono Direction offsets and round, clean numbers as G50's in the program.
[ Dodano: 2014-11-17, 16:54 ]
Jest dobrze dzis udało się połączyć z PC . Transmisja danych z i do tokarki ogarnięta  . Do pełni szczęścia pozostaje mi ogarniecie wyznaczania offsetu narzędzia , ponawiam prośbę o tłumaczenie .
. Do pełni szczęścia pozostaje mi ogarniecie wyznaczania offsetu narzędzia , ponawiam prośbę o tłumaczenie .
There are many ways to determine the G50 value for each tool, following is one that's fairly reliable.
1. Reference Return both axes.
2. Zero both the X and Z position display by pressing the corresponding buttons to the right of each display.
3. Manually index the required too into position.
4. Manually start the spindle and adjust RPM to an acceptable level to take a cut on a workpiece mounted in whatever the work-holding device is.
5. Move the tool to the workpiece and take a light cut on the OD.
6. Clear the tool of the workpiece in Z only without moving the tool in X.
7. Stop the spindle, measure the workpiece and note.
8. The values shown in the position display is the distance the tool tip is from the Reference Return position, displayed as a negative value. Add to the X value, the diameter measurement of the workpiece as a negative value. The positive of the result is the G50 for X when the X slide is at the X Reference Return position.
9. Start the spindle and take a light cut on the end of the workpiece.
10. Clear the tool of the workpiece in X only and without moving the tool in Z. Measure from the end of the machined workpiece to where Z Zero is for this workpiece.
11. If there is, say, 1.05mm between the current machined end and Z Zero, add as a minus value 1.05mm to the current negative value being shown on the Z position display. The positive of the result is the G50 for Z when the Z slide is at the Z Reference Return position.
12. If the tool change X,Z position is to be set distances away from the Reference Return positions, subtract these distances from the results gained in 8 an 11 above to obtain the X, Z G50's for this location.
13. Repeat the above for all other tools to be set.
14. As the position display was initially Zeroed at the Reference Return position, the tool turret does not require to be Homed between the setting of each tool. Just move the carriage to a safe Tool Change position and select the next tool.
15. The above example is for an OD tool. The same procedure is followed to set an ID tool, except, obviously, a bore is cut and measured to gain the X G50.
Its seldom that the G50's will be whole, round numbers. For this reason, I advise my clients to use the Integer component of the result gained in 8, 11, or 12, and use the decimal component as the Tool Offset. This works out well when the control is used in the Metric Mode, as the decimal component will always be quite small, less than 0.040". When using the Imperial system, I round down to the closest 0.5" increment and use the remainder as the Tool Offset. This method will consistently result in Mono Direction offsets and round, clean numbers as G50's in the program.
[ Dodano: 2014-11-17, 16:54 ]
Jest dobrze






