Puki co detale z gwintem M16 skończyłem , teraz zabieram się za inne z gwintem M33 to spróbuje z wyższym Vc.
Dzis zacząłem detale z gwintem M33x2 , ta sama płytka , 1000obr i 9 przejść a gwint piękny. Wiec przy M16 trzeba powalczyć jeszcze z parametrami.
Znaleziono 3 wyniki
- 16 paź 2017, 22:43
- Forum: Obróbka metali
- Temat: Gwint M16 na CNC
- Odpowiedzi: 8
- Odsłony: 2252
- 16 paź 2017, 17:16
- Forum: Obróbka metali
- Temat: Gwint M16 na CNC
- Odpowiedzi: 8
- Odsłony: 2252
- 15 paź 2017, 21:46
- Forum: Obróbka metali
- Temat: Gwint M16 na CNC
- Odpowiedzi: 8
- Odsłony: 2252
Gwint M16 na CNC
Gwintuje gwint M16x1.5 w S355 na tokarce CNC. Do tej pory robiłem jakąś bliżej nie znana mi płytką ale się skończyła  . Założyłem nowa 16ER AG60 i gwint wygląda fatalnie
. Założyłem nowa 16ER AG60 i gwint wygląda fatalnie  ( matowy , w dotyku postrzępiony) , sprawdzian się wkręca jak trzeba wiec wada jak by tylko wizualna. Na poprzedniej płytce kilkadziesiąt pierwszych gwintów było b. ładnych (błyszczące....) . Potem , wraz ze zużyciem płytki , gwinty zrobiły się matowe ale nadal były gładkie. Wszystko wskazuje , ze to wina płytki ale tez mam pytanie do kolegów jakie obroty ustawiacie do nacinania gwintu M16x1.5
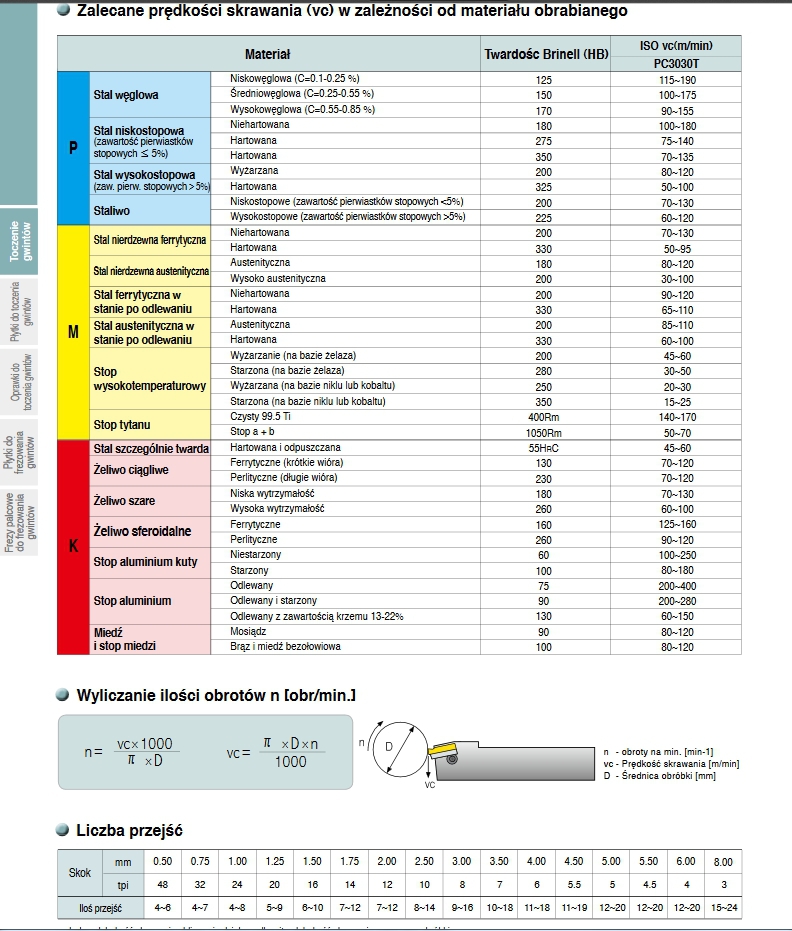
( matowy , w dotyku postrzępiony) , sprawdzian się wkręca jak trzeba wiec wada jak by tylko wizualna. Na poprzedniej płytce kilkadziesiąt pierwszych gwintów było b. ładnych (błyszczące....) . Potem , wraz ze zużyciem płytki , gwinty zrobiły się matowe ale nadal były gładkie. Wszystko wskazuje , ze to wina płytki ale tez mam pytanie do kolegów jakie obroty ustawiacie do nacinania gwintu M16x1.5  . Ja mam 1000 obr i 6 przejść. Z tabeli wynika , ze obr min. to 1990 , jakoś tak dużo
. Ja mam 1000 obr i 6 przejść. Z tabeli wynika , ze obr min. to 1990 , jakoś tak dużo