



Znaleziono 10 wyników
Wróć do „Wiercenie po raz kolejny”
- 15 wrz 2017, 18:24
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 14 wrz 2017, 23:05
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 14 wrz 2017, 20:50
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 14 wrz 2017, 19:08
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 14 wrz 2017, 16:15
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 13 wrz 2017, 20:17
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
Ja ostrze DrillDoctor wiec przynajmniej teoretycznie powinno być lepiej niż "z reki". Geometria maszyny dobra (nie tak dawno wierciłem otwory ø18 wiertlem ø18 i rozbijało ≈0,05), wiertla sa lapane centrycznie , kombinowałem z parametrami obróbki ale nie za wiele się zmienia ( przy zmniejszonym posuwie do 0,1 minimalnie lepiej) , myślę ze problemem jest brak nawiertu ale przy set sztukach nie ma czasu na nawiert . Dzis wierciłem wiertlem ø8,4 rozbija na 8,6 wiec do przyjęcia 
- 12 wrz 2017, 20:28
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 12 wrz 2017, 19:35
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
- 12 wrz 2017, 18:52
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860


- 12 wrz 2017, 18:04
- Forum: Obróbka metali
- Temat: Wiercenie po raz kolejny
- Odpowiedzi: 51
- Odsłony: 6860
Wiercenie po raz kolejny
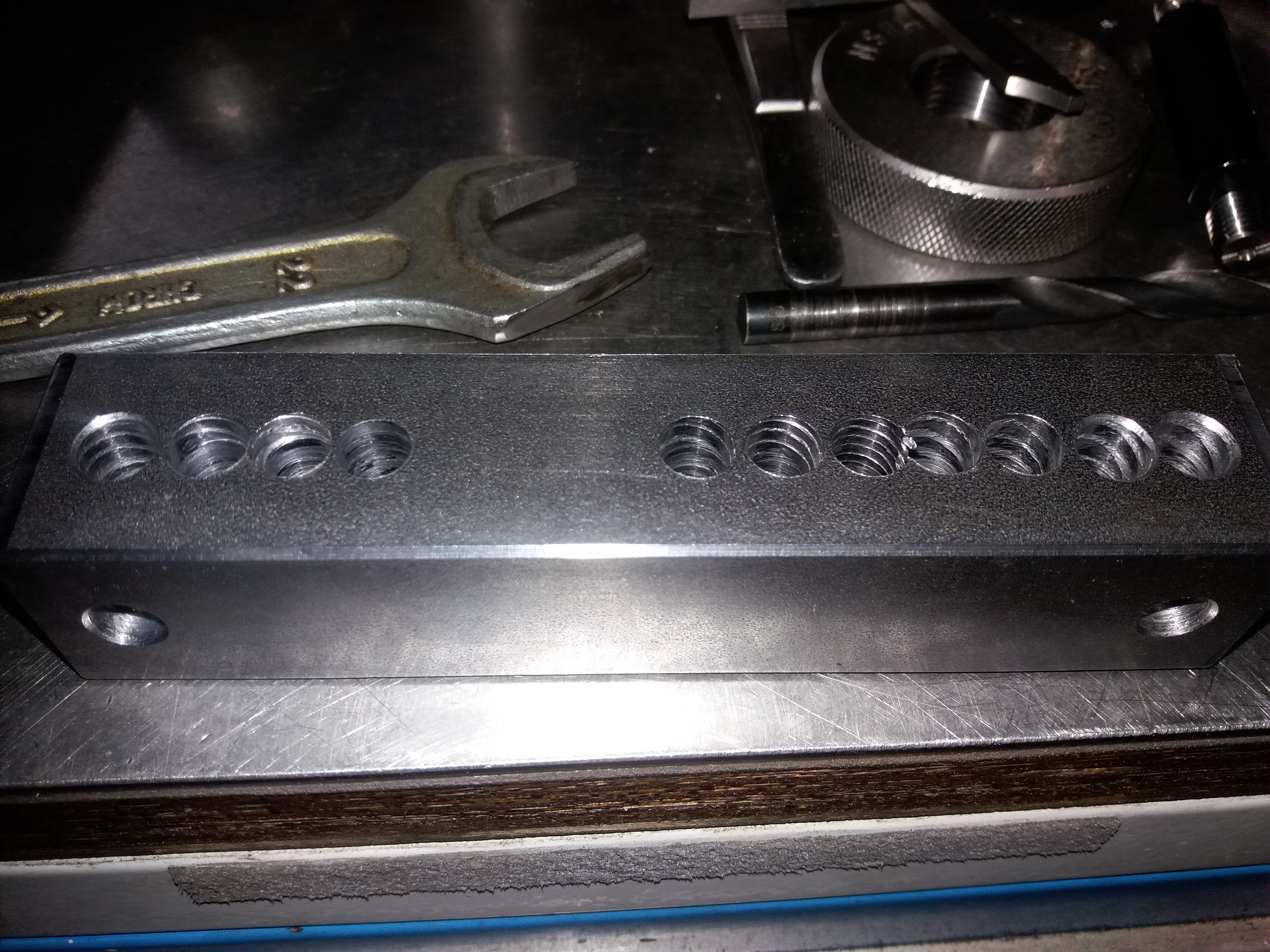
I znowu problem z tym nieszczęsnym wierceniem  Otwór wiercony wiertlem HSSCo ø8.5 pod gwint M10 , głębokość 30mm .N a gorze otworu rozbicie na≈8,7-8,8 , na dnie 8,55-8.6.Wierce cyklem do głębokich otworów , wycofuje 5 razy. Zmieniałem oprawkę i wiertla - bez zmian.Wszystko wskazuje na to , ze wióry szlifują górną cześć otworu
Otwór wiercony wiertlem HSSCo ø8.5 pod gwint M10 , głębokość 30mm .N a gorze otworu rozbicie na≈8,7-8,8 , na dnie 8,55-8.6.Wierce cyklem do głębokich otworów , wycofuje 5 razy. Zmieniałem oprawkę i wiertla - bez zmian.Wszystko wskazuje na to , ze wióry szlifują górną cześć otworu  .Parametry : F 0.15 , obr.780. Najprościej by było wiercić wiertlem ø 8,4 ale to jakoś tak nie elegancko
.Parametry : F 0.15 , obr.780. Najprościej by było wiercić wiertlem ø 8,4 ale to jakoś tak nie elegancko  Co koledzy radza
Co koledzy radza 






