Z taśmą dwustronna mam złe doświadczenia - pod wpływem spirytusu i dragań puszczała w najmniej odpowiednim momencie. Co gorsza - nawet jeśli nie puściła puchła i mocowanie robiło się elastyczne. Próbowałem też kleju "na gorąco" (laski do pistoletów) - na podkładzie za płytyty aluminiowej trzymał mocno ale do uwolnienia i zamocowania detalu trzeba było nagrzać całość i czekać aż wystygnie (szybkie schladzania wodą podczas mocowania osłabiało spoinę), naklejony na drewno - odrywał się w najmniej odpowiednim momencie.
Gdzieś słyszałem że dobrym materiałem na podkład są plastikowe deski do krojenia - tanie i odporne na w zasadzie wszystkie chłodziwa.
W tej chwili testuję następuące rozwiązanie:
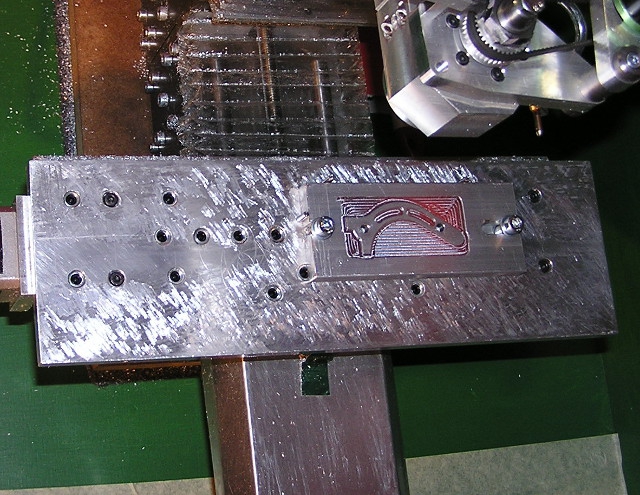
Stolik to płyta aluminowa ze stalowymi insertami M6 - + precyzyjne otwory fi 3mm pod kołki pozycjonujące. Obrabiany materiał jest mocowany śrubami do "paletek" z aluminowego płaskownika. Idea jest taka - pustą paletkę mocuję do stołu dociskając ją do kołków pozycjonujących - następnie znaczę pozycje otworów mocujących (wg. koordynat) i ewentualnie kołków pozycjonujących. Zdejmuję z maszyny, robię otwory mocujące na wiertarce i - zależnie od potrzeby - gwintuję lub robię od spodu pogłebienie pod łeb śruby (w większosci wybieram opcję 2 - w ten sposób nic nie wystaje ponad obrabiany materiał a jeśli grubość materiału jest wystarczająca można zrobić otwor nieprzelotowy i zostawić wierzch materiału czysty). Przykręcam materiał do paletki, paletkę do stołu i - jeśli nie majstrowałem przy offsetach maszyny - w większości przypadków nie muszę nawet szukać krawędzi materiału

Kiedy paletka będzie już tak podziurawiona że braknie miejsca na otwory mocujące albo grubości na planowanie - po prostu zrobię nową (jakieś 5 minut roboty)










