



Wrzuć w wolnej chwili jakieś zdjęcia efektów pracy maszynki.
Znaleziono 7 wyników
Wróć do „Problem z osią Y przesuniecie z osi o 0.5mm”
- 01 sie 2014, 22:46
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044
- 29 lip 2014, 12:35
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044
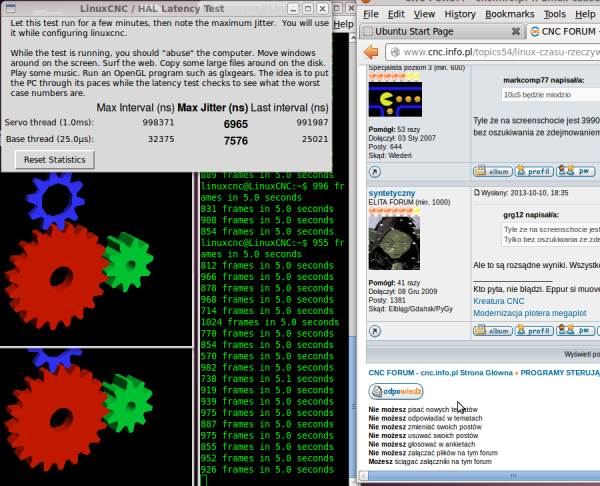
Wynik latency test mogę opisać tylko tak: Masakra............................
Jitter bez żadnego obciążenia jaki uzyskałeś włąściwie dyskwalifikuje twój komputer.
A test powinno się wykonywać np. podczas używania przeglądarki internetowej lub chociażby puścić glxgears (kilka razy).
Kiedyś wrzucałem screena z testu na starym notebooku używanym do zabawy w CNC - porównaj wynik ze swoim...
Natomiast co i jak z backlashem robić jest opisane w linku który wkleiłem poprzednio.
Ty pokazujesz zrzut z stepconfa - który zapisuje plik ini. Ten zapisany plik konfiguracyjny musisz otworzyć edytorem tekstu i zmodyfikować.
[ Dodano: 2014-07-30, 08:07 ]
Dostałem na PW taką wiadomość
Wynik testu mówi tylko tyle, że problem może być zarówno po stronie maszyny jak i po stronie komputera.
Jaki wynik jest odpowiedni? A do czego? W zależności od stawianych wymagań dotyczących częstości i szybkości generowania impulsów sterujących jitter musi być nie większy niż X.
Dla bliżsyzch informacji wystarczyło wpisać w google "linuxcnc latency" i otworzyć pierwszego linka.
30-50k - ujdzie
100k+ - do bani
1M+ - kompletnie do bani.
W twoim teście wyszło prawie 7M.
Spore prawdopodobieństwo, że to jest przyczyną, zadaj sygnały z pewnego źródła i się wyjaśni czy komputer czy luzy nawrotne.
Jitter bez żadnego obciążenia jaki uzyskałeś włąściwie dyskwalifikuje twój komputer.
A test powinno się wykonywać np. podczas używania przeglądarki internetowej lub chociażby puścić glxgears (kilka razy).
Kiedyś wrzucałem screena z testu na starym notebooku używanym do zabawy w CNC - porównaj wynik ze swoim...
Natomiast co i jak z backlashem robić jest opisane w linku który wkleiłem poprzednio.
Ty pokazujesz zrzut z stepconfa - który zapisuje plik ini. Ten zapisany plik konfiguracyjny musisz otworzyć edytorem tekstu i zmodyfikować.
[ Dodano: 2014-07-30, 08:07 ]
Dostałem na PW taką wiadomość
Nie widzę najmniejszego sensu zadawania tak banalnego pytania na PW tym bardziej, że innym może się przydać odpowiedź.Czyli komp do bani (ten problem co opisuje to wina kompa) podaj jaki wynik tego testu jest odpowiedni .
Wynik testu mówi tylko tyle, że problem może być zarówno po stronie maszyny jak i po stronie komputera.
Jaki wynik jest odpowiedni? A do czego? W zależności od stawianych wymagań dotyczących częstości i szybkości generowania impulsów sterujących jitter musi być nie większy niż X.
Dla bliżsyzch informacji wystarczyło wpisać w google "linuxcnc latency" i otworzyć pierwszego linka.
15-20k - bardzo dobrzeSo, what do the results mean? If your "Max Jitter" number is less than about 15-20 microseconds (15000-20000 nanoseconds), the computer should give very nice results with software stepping. If the Max Jitter is more like 30-50 microseconds, you can still get good results, but your maximum step rate might be a little disappointing, especially if you use microstepping or have very fine pitch leadscrews. If the numbers are 100 uS or more (100,000 nanoseconds), then the PC is not a good candidate for software stepping. Numbers over 1 millisecond (1,000,000 nanoseconds) mean the PC is not a good candidate for LinuxCNC, regardless of whether you use software stepping or not.
30-50k - ujdzie
100k+ - do bani
1M+ - kompletnie do bani.
W twoim teście wyszło prawie 7M.
Spore prawdopodobieństwo, że to jest przyczyną, zadaj sygnały z pewnego źródła i się wyjaśni czy komputer czy luzy nawrotne.
- 19 lip 2014, 16:26
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044
http://www.linuxcnc.org/docs/devel/html ... onfig.html
dokładniej w 2.10. [AXIS_<num>] Section pod hasłem backlash.
dokładniej w 2.10. [AXIS_<num>] Section pod hasłem backlash.
- 15 lip 2014, 22:31
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044
- 21 sty 2014, 08:22
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044
Problemu szukał bym w ustawieniach sterownika lub sterowniku silnika a nie LinuxCNC, chociaż zastanawia konfiguracja sygnałów.
Spróbuj zamienić na sterowniku silników krokowych wejścia X z Y oraz wyjścia X z Y.
Jeżeli problem pojawi się na osi X to problemem jest sterownik silników krokowych, jeżeli pozostanie na osi Y to problemem jest sterowanie, lub napęd osi.
Spróbuj zamienić na sterowniku silników krokowych wejścia X z Y oraz wyjścia X z Y.
Jeżeli problem pojawi się na osi X to problemem jest sterownik silników krokowych, jeżeli pozostanie na osi Y to problemem jest sterowanie, lub napęd osi.
- 20 sty 2014, 19:57
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044
Po pierwszym przeczytaniu myślałem, że chodzi o przesunięcie w osi Z... czytam ponownie, i znowu mam wrażenie, że chodzi o różnicę w osi Z... ale nie ważne 
Dwie uwagi/pytania:
1. obróbka na poziomach kolejno -1.5, -2, 2.5, -2.6... to tak celowo? (drobiazg... pewnie zgubił się minus)
2. rzecz ważniejsza, sprawdź współrzędne łuków.
Zaczynasz łuk w X1.068 Y16.965 Z-0.5,
robisz łuk przeciwnie do wskazówek zegara do pozycji X-1.068 Y-16.965 Z-0.5...
środek łuku w X0.0 Y0.0 Z-0.5...
Po co tak sobie "ułatwiać" życie??
Prościej by było mieć okręgi tak opisane aby zaczynały się w X0.0 a środek przesuwał się tylko w jednej współrzędnej a nie dwóch.
Obecnie nawet nie widać, że promień nie wynosi 17.0000 tylko ~16.99858...
Ogólnie pomimo powyższych mankamentów środki okręgów są w X0 Y0, więc powinieneś otrzymać okrąg a nie elipsę.
Jeżeli bez obciążenia wychodzi okrąg, to sprawdził bym jednak napęd osi... tylko Y a nie Z jak wcześniej napisałem (kwestia złego zrozumienia "o co biega").
Kalibrację osi robisz wtedy gdy nawet w powietrzu zamiast okręgu robi elipsę, a odcinek 1cm ma inny wymiar niż 1cm.
Podejrzewał bym raczej złe ustawienie prądu silnika.
Dwie uwagi/pytania:
1. obróbka na poziomach kolejno -1.5, -2, 2.5, -2.6... to tak celowo? (drobiazg... pewnie zgubił się minus)
2. rzecz ważniejsza, sprawdź współrzędne łuków.
Zaczynasz łuk w X1.068 Y16.965 Z-0.5,
robisz łuk przeciwnie do wskazówek zegara do pozycji X-1.068 Y-16.965 Z-0.5...
środek łuku w X0.0 Y0.0 Z-0.5...
Po co tak sobie "ułatwiać" życie??
Prościej by było mieć okręgi tak opisane aby zaczynały się w X0.0 a środek przesuwał się tylko w jednej współrzędnej a nie dwóch.
Obecnie nawet nie widać, że promień nie wynosi 17.0000 tylko ~16.99858...
Ogólnie pomimo powyższych mankamentów środki okręgów są w X0 Y0, więc powinieneś otrzymać okrąg a nie elipsę.
Jeżeli bez obciążenia wychodzi okrąg, to sprawdził bym jednak napęd osi... tylko Y a nie Z jak wcześniej napisałem (kwestia złego zrozumienia "o co biega").
Kalibrację osi robisz wtedy gdy nawet w powietrzu zamiast okręgu robi elipsę, a odcinek 1cm ma inny wymiar niż 1cm.
Podejrzewał bym raczej złe ustawienie prądu silnika.
- 20 sty 2014, 10:51
- Forum: CNC podstawy
- Temat: Problem z osią Y przesuniecie z osi o 0.5mm
- Odpowiedzi: 24
- Odsłony: 7044






