



w spawaniu automatycznym MIG/MAG stosowałem wstępne podgrzewania opalarką elektryczna 2Kw.
Gaz to natomiast mieszanka argon/hel. Argon nadaje się do spawania ręcznego , nie w automacie.
Koniecznym było również od izolowanie materiału spawanego od masy ( ochrony ) co prawie całkowicie wyeliminowało dziurki.
Nie wiem jak to się ma do TIG-u ale co szkodzi spróbować.
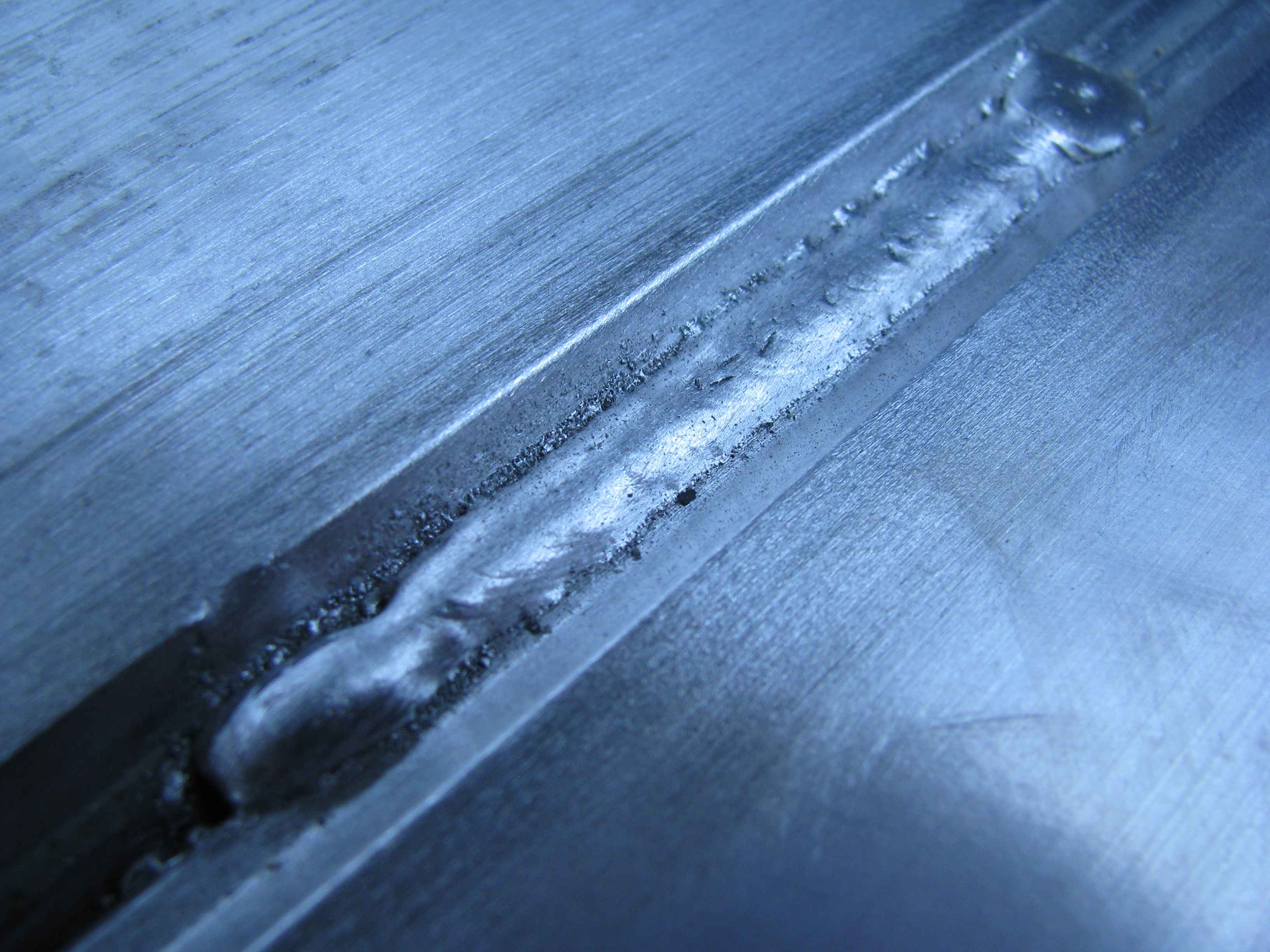
oraz w przybliżeniu
oczywiście są jeszcze przed szczotkowaniem.
Na odcinku 15m max była jedna , dwie dziurki. Pęknięć ani jednego. A był to ważny element .
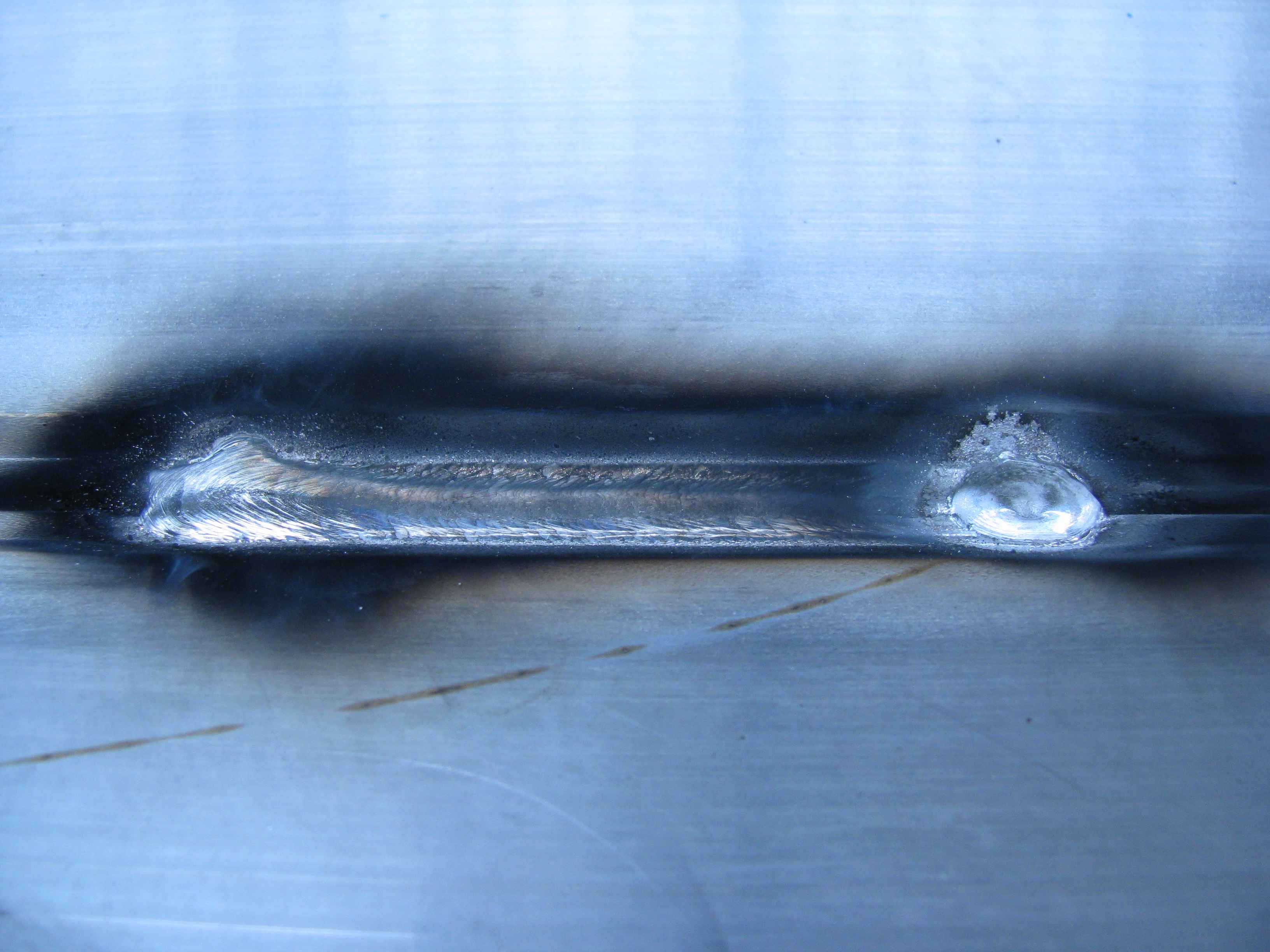
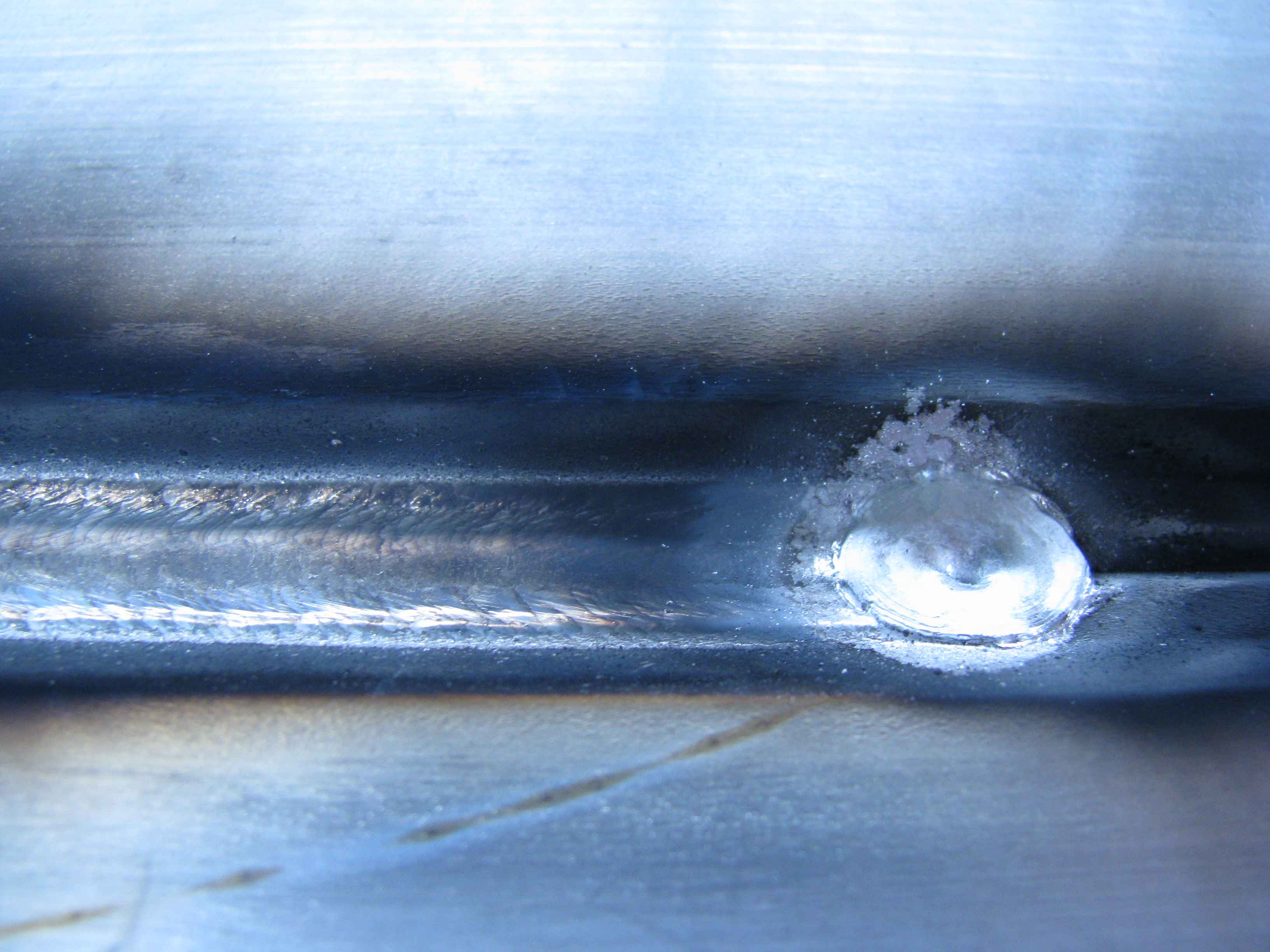
a przed wychodziło nawet tak :
co było całkowicie nie dopuszczalne. Żadnych acetonów , tym bardziej denaturatów nie wolno było stosować ze względu na wtrącenia. Opalarka oczyszczała powieszchnię dmuchając gorącym powietrzem i nagrzewała wstępnie materiał pod spoinę , potem spawanie szło za nią i szczotkowanie.
Podkładek gazowych całkowity brak a masa kręcona bezpośrednio do spawanego materiału.
no i przy tym spawaniu mieliśmy włączony puls.






