



Jeżeli chcesz zrobić coś podobnego to musisz mieć komunikację po między wszystkimi urządzeniami by jak korzystają z bazy parametrycznej mogły się wymieniać zmiennymi.
A nie każde urządzenie się do tego nadaje.
I tak ... jak wspominałem o sterowniku HPC
On ma bazę parametryczna i wybierasz rodzaj stali ... okienko poniżej
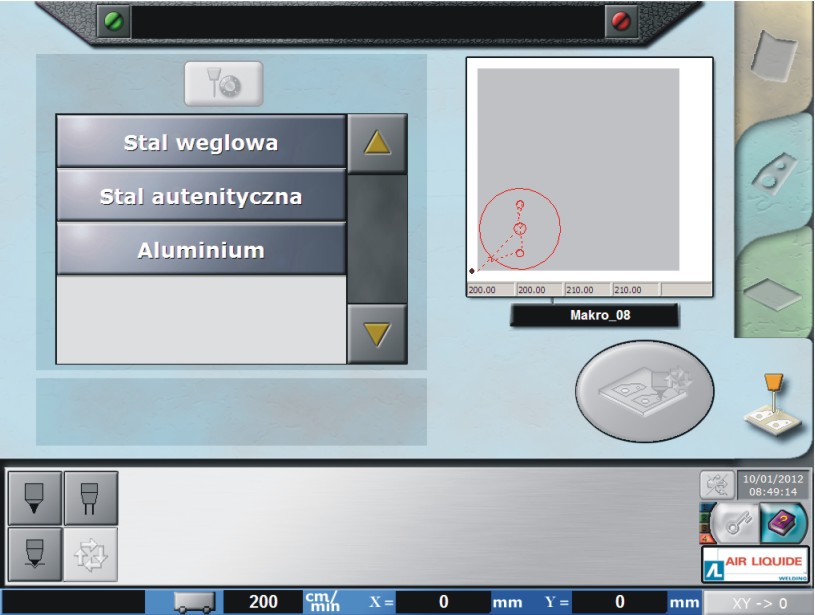
następnie grubość i
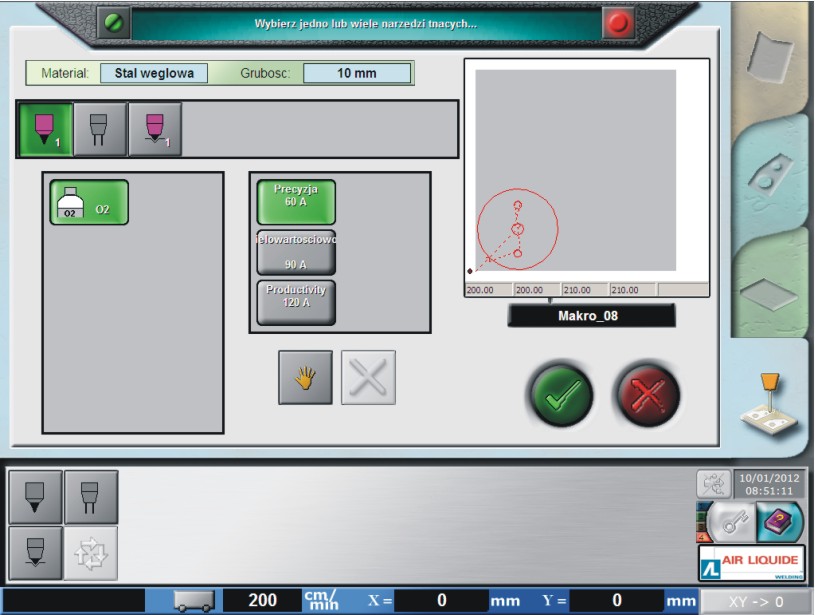
na samym końcu sterownik Ci proponuje jaka ma być jakośc cięcia.
I teraz sterownik po wybraniu najlepszej opcji ładuje odpowiednie parametry do urządzeń.
Czy dasz radę to zrobić u siebie , takie ładowanie
Ja zbudowałem urządzenie do spawania o podobnych własciwościach ale te właśnie właściwości są jako opcja.
A nie każde urządzenie i palnik się do tego nadają.







