



Znaleziono 6 wyników
Wróć do „Czy dobrze rozumiem zerowanie na detalu.”
- 13 mar 2013, 19:54
- Forum: Siemens Sinumerik CNC
- Temat: Czy dobrze rozumiem zerowanie na detalu.
- Odpowiedzi: 13
- Odsłony: 4094
- 13 mar 2013, 18:07
- Forum: Siemens Sinumerik CNC
- Temat: Czy dobrze rozumiem zerowanie na detalu.
- Odpowiedzi: 13
- Odsłony: 4094
Ok faktycznie sprzętowe 0 to zero za wrzecionem X0 Z0. Jeśli wezme to pod uwagę to wszystko fajnie pracuje. Jednakże chciałbym mieć możliwość przesunięcia sprzętowego. Na pulpicie po wygraniu przesunięcia pkt G54 wyskakuje taki ekran:

Teraz mam jeszcze dwie trapiące mnie sprawy:
1. W jaki sposób powiedzieć maszynie że ma takie a nie inne narzędzia. W rewolwerze osadzone są różne noże. Rozumiem że punktem bazowym noża jest odbojnik do którego nóż jest wsuwany tak?
W każdym bądź razie do ustawiania korekcji narzędzia mam taki pulpit:

2. Mam już do napisania program obróbki odkuwki czopa (żeliwo sferoidalne). Generalnie gdyby był to pełny pręt to może bym sobie poradził. Jednakże nie jest to pełen pręd a docelowy kształt z pewnym naddatkiem.

Muszę jakoś programowo go okroić żeby maszyna nie robiła niepotrzebnych przejść.
Problemów sporo ale nie chcę zaśmiecać forum nowymi tematami.
artur235 daje POMÓGŁ i mam nadzieje że kolega podpowie jeszcze co nieco.
Pozdrawiam
Teraz mam jeszcze dwie trapiące mnie sprawy:
1. W jaki sposób powiedzieć maszynie że ma takie a nie inne narzędzia. W rewolwerze osadzone są różne noże. Rozumiem że punktem bazowym noża jest odbojnik do którego nóż jest wsuwany tak?
W każdym bądź razie do ustawiania korekcji narzędzia mam taki pulpit:
2. Mam już do napisania program obróbki odkuwki czopa (żeliwo sferoidalne). Generalnie gdyby był to pełny pręt to może bym sobie poradził. Jednakże nie jest to pełen pręd a docelowy kształt z pewnym naddatkiem.
Muszę jakoś programowo go okroić żeby maszyna nie robiła niepotrzebnych przejść.
Problemów sporo ale nie chcę zaśmiecać forum nowymi tematami.
artur235 daje POMÓGŁ i mam nadzieje że kolega podpowie jeszcze co nieco.
Pozdrawiam
- 13 mar 2013, 05:35
- Forum: Siemens Sinumerik CNC
- Temat: Czy dobrze rozumiem zerowanie na detalu.
- Odpowiedzi: 13
- Odsłony: 4094
G59 przesunie bazę G54 ok pytanie o ile? Więc nie mówię programowi że G54 np. X=350 Z=220 ma byc od teraz dla programu jako X=0, Y=0 - bo o tym mówi komenda G59?
Panowie właściwie brakuje mi tylko informacji o określanu tych zer bo resztę już rozumiem. rzypominam że to archaiczny 810T i za dużo zrobić nie mogę w ustawieniach.
I jeszcze coś. Mówicie Panowie o pomiarach narzędzia. Co macie na myśli? Długość od wierzchołka do głowicy??
Pozdrawiam
Panowie właściwie brakuje mi tylko informacji o określanu tych zer bo resztę już rozumiem. rzypominam że to archaiczny 810T i za dużo zrobić nie mogę w ustawieniach.
I jeszcze coś. Mówicie Panowie o pomiarach narzędzia. Co macie na myśli? Długość od wierzchołka do głowicy??
Pozdrawiam
- 12 mar 2013, 22:02
- Forum: Siemens Sinumerik CNC
- Temat: Czy dobrze rozumiem zerowanie na detalu.
- Odpowiedzi: 13
- Odsłony: 4094
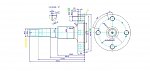
obrazek: http://www.fotosik.pl/pokaz_obrazek/pel ... 23e56.html
Hmm tylko że jak przechodzę w tryb bazowania to maszyna dojeżdża mi do krańcówek i rejestruje to położenie jako X=0, Z=0, a gdy założe nóż i dojeżdżam "mniej więcej" na moje zero detalu to mam zawsze jakieś rozjazdy np. X=254, Z=226, oczywiście w zależności od noża ...
Więc w takim wypadku G54 określa położenie względem 0 maszyny, natomiast G59 mówi że to położenie będzie od teraz jako X=0, Z=0 dobrze rozumiem? :
N20 G54 G59 X0 Z0
I teraz wszystkie dalsze działania na współrzędnych będą się odnosić względem obecnego G59?
Chyba że złapane ręcznie zero detalu muszę zapisać jakoś w sterowniku?
Hmm tylko że jak przechodzę w tryb bazowania to maszyna dojeżdża mi do krańcówek i rejestruje to położenie jako X=0, Z=0, a gdy założe nóż i dojeżdżam "mniej więcej" na moje zero detalu to mam zawsze jakieś rozjazdy np. X=254, Z=226, oczywiście w zależności od noża ...
Więc w takim wypadku G54 określa położenie względem 0 maszyny, natomiast G59 mówi że to położenie będzie od teraz jako X=0, Z=0 dobrze rozumiem? :
N20 G54 G59 X0 Z0
I teraz wszystkie dalsze działania na współrzędnych będą się odnosić względem obecnego G59?
Chyba że złapane ręcznie zero detalu muszę zapisać jakoś w sterowniku?
- 12 mar 2013, 20:17
- Forum: Siemens Sinumerik CNC
- Temat: Czy dobrze rozumiem zerowanie na detalu.
- Odpowiedzi: 13
- Odsłony: 4094
Hmm dziwne bo taki przykład znalazłem w książce Oo. Ale sprawdzę jeszcze raz. W książce jest dokładnie :
N10 G90 (progr. w ukł absolutnym)
N20 G54 X... Z... (ust. pkt. zerowego przedmiotu)
N30 T1 D1 S480 M04 itd ....
Dopiero potem dojazdy i reszta.
Więc rozumiem że w Z wpisze np. 220 względem krańcówki, ale co z X? Nie podawać wielkości względem krańcówki?
N10 G90 (progr. w ukł absolutnym)
N20 G54 X... Z... (ust. pkt. zerowego przedmiotu)
N30 T1 D1 S480 M04 itd ....
Dopiero potem dojazdy i reszta.
Więc rozumiem że w Z wpisze np. 220 względem krańcówki, ale co z X? Nie podawać wielkości względem krańcówki?
- 12 mar 2013, 19:26
- Forum: Siemens Sinumerik CNC
- Temat: Czy dobrze rozumiem zerowanie na detalu.
- Odpowiedzi: 13
- Odsłony: 4094
Czy dobrze rozumiem zerowanie na detalu.
Od trzech dni mamy w firmie tokarkę z systemem SINUMERIK 810T (zabytek). Jednakże do naszych celów (obróbka prostych czopów) jest w sam raz. Niestety nikt poza mną nie ma pojęcia o programowaniu a i moje jest małe. Maszynę bazuje sobie na krańcówkach i łapie ona swoje zero. Następnie wkładam materiał w uchwyt i chciałbym odnieść do niego program.
Czy powinienem dojechać nożem do osi wrzeciona (X= np. 240) a następnie do prawego najdalszego pkt. detalu (od czoła), np Z=220, kolejno potem parametry wpisać do programu?
%_CZOP
N10 G90 (programowanie w ukł. absolutnym, zero w osi przedmiotu)
N20 G54 X240 Z220 (pkt zerowy przedmiotu???)
N30 T1 D1 S300 M04 (narzędzie, korekcja, obroty, kier obr.)
N40 G00 X62 Z0 (szybki dojazd do planowania czoła)
N50 G01 X-1 F.35 M08 (ruch roboczy z posuwem F, załączenie chłodziwa)
N60 Z2 (odsunięcie narzędzia o 2mm+)
N70 G00 X60 (szybki powrót do punktu rozpoczęcia cyklu)
N80 G96 S120 (stała pręd. skraw. V=120m/min)
N90 G92 S3500
N100 G81 X40 Z0 I1.5(rozp. cyklu toczenia wzdłużnego, pkt pocz. konturu,grubość warstwy skrawanej w jednym przejściu)
(opis konturu w cyklu toczenia wzdłużnego)
N100 G01 X40 Z0
N110 Z-30
N120 X50
N130 Z-60
N140 X56 Z-66
N150 G80 (odwołanie cyklu G81)
N160 G00 X100 Z100 M09 (odjazd od konturu, wyłączenie chłodziwa)
N170 M02
Czy taki program będzie działał? Tzn wytoczy z pełnego pręta zadany kontur? Czy za każdym razem muszę wprowadzać pkt. zerowy detalu? Czy w ukł. absolutnym współrzędna X będzie oznaczać fi obrabianej powierzchni?
Z góry uprzedzam że przejrzałem cały dział dotyczący tego sterownika i nie znalazłem informacji które mnie interesują.
Pozdr.
Czy powinienem dojechać nożem do osi wrzeciona (X= np. 240) a następnie do prawego najdalszego pkt. detalu (od czoła), np Z=220, kolejno potem parametry wpisać do programu?
%_CZOP
N10 G90 (programowanie w ukł. absolutnym, zero w osi przedmiotu)
N20 G54 X240 Z220 (pkt zerowy przedmiotu???)
N30 T1 D1 S300 M04 (narzędzie, korekcja, obroty, kier obr.)
N40 G00 X62 Z0 (szybki dojazd do planowania czoła)
N50 G01 X-1 F.35 M08 (ruch roboczy z posuwem F, załączenie chłodziwa)
N60 Z2 (odsunięcie narzędzia o 2mm+)
N70 G00 X60 (szybki powrót do punktu rozpoczęcia cyklu)
N80 G96 S120 (stała pręd. skraw. V=120m/min)
N90 G92 S3500
N100 G81 X40 Z0 I1.5(rozp. cyklu toczenia wzdłużnego, pkt pocz. konturu,grubość warstwy skrawanej w jednym przejściu)
(opis konturu w cyklu toczenia wzdłużnego)
N100 G01 X40 Z0
N110 Z-30
N120 X50
N130 Z-60
N140 X56 Z-66
N150 G80 (odwołanie cyklu G81)
N160 G00 X100 Z100 M09 (odjazd od konturu, wyłączenie chłodziwa)
N170 M02
Czy taki program będzie działał? Tzn wytoczy z pełnego pręta zadany kontur? Czy za każdym razem muszę wprowadzać pkt. zerowy detalu? Czy w ukł. absolutnym współrzędna X będzie oznaczać fi obrabianej powierzchni?
Z góry uprzedzam że przejrzałem cały dział dotyczący tego sterownika i nie znalazłem informacji które mnie interesują.
Pozdr.






