



Dobrze, ale kto w praktyce stosuje się dokładnie do tabeli?
To po pierwsze, po drugie - jeśli na matrycy powiedzmy V16 ugniesz blachę 1-kę promieniem R1 lub R3, to zawsze wynikowo wyjdzie ci stosownie wewnętrzny promień R1 albo R3, a że optycznie wygląda to inaczej, cóż "czysta fizyka".
Po trzecie, da się ugiąć blachę "dziesiątkę" na matrycy V50 promieniem R8 lub R10 na kąt 90 stopni, tylko nie szeroki kawał, a w formie płaskownika (produkujemy takie detale jako mocowanie pewnego elementu obrotowego i jeszcze klient nie zgłaszał nieprawidłowości) i żadne tłoczenie z tego nie wychodzi, a maszyna nie zgłasza komunikatu o błędzie.
Znaleziono 7 wyników
Wróć do „Pomoc w budowie stempla i matrycy do blachy 12mm”
- 13 maja 2018, 10:09
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
- 06 kwie 2018, 16:49
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
Re: Pomoc w budowie stempla i matrycy do blachy 12mm
Na 100% mają narzędzia z różnymi promieniami, inaczej nie mieliby wielu klientów na takie usługi. Chodzi pewnie raczej o to, że najczęściej używają tych promieni, bo gną najczęściej cienkie blaszki.Trihold pisze: ↑04 kwie 2018, 18:15Witam.
Dziękuję za odpowiedź.
Przy v 16 widzę promien 2.6. Po co są podane te wartości?
Zastanawia mnie jedno. Znam firmy, które bazują tylko na stemplu 0.8 i 1 i wykonują różne promienie giecia. Czyli rozumiem że można uzyskać inne promienie lecz skutkiem jest niszczenie narzędzi?
Zastanawia mnie jeszcze jedno skoro promien stempla powinien wynosić tyle ile promien giecia to taka dla przykładu firma usługowa ile musi mieć tych narzędzi. Patrząc na ta konkretna tabele to 20 szt.
Pracowałem kiedyś w firmie gdzie promien r6 robił na stemplu r3.
Jeśli chodzi o ilość narzędzi, to nikt nie sugeruje się tabelą przy zakupie takowych, kupuje się najczęściej używane: R0,6 R1,5 R3 R6 R10 (standardowe stemple dostępne w sprzedaży), a pozostałe jeżeli zakup będzie opłacalny przy wykonaniu zlecenia.
Te wartości w tabelach, to wartości nominalne dla danych parametrów gięcia, chodzi o zagięcie minimalnym wysiłkiem.
Zadane promienie idzie uzyskać różnymi metodami, zapewne R6 giął promieniem R3 podkładając odpowiednio grubą blaszkę między stempel a materiął gięty (pewnie z uwagi na brak stempla z R6 - nieopłacalny zakup, bo zlecenie jednostkowe...).
Dlatego wszystko opiera się o wymagania klienta - jeśli zlecenie duże lub często występujące kupno narzędzi będzie opłacalne, jeśli jednostkowe to trzeba stosować "kombinacje alpejskie", co nie zawsze wychodzi dobrze narzędziom lub materiałowi.
- 04 kwie 2018, 13:09
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
Re: Pomoc w budowie stempla i matrycy do blachy 12mm
Witam,Trihold pisze: ↑30 mar 2018, 22:12Witam
Odkopalem chyba jakiś stary temat
Niedługo pojadę na szkolenie z obsługi krawedziarki więc nurtuje mnie kilka pytań.
Proszę na prowadzenie mnie na dobry tok myślenia:)
1. Promien giecia jest zależny tylko od matrycy?
Na przykład dla blachy o gr. 2 mamy zakres promieni od 1.6 do 4 tzn że żeby uzyskać promien np 4 muszę użyć stempel z r4 i v25? Czy wystarczy że wezmę r0.8 i v25?
Jaka jest zasada doboru promienia górnego narzędzia? Czy to jest zależne od promienia giecia? A może od grubości blachy?
2. Dlaczego w tej tabeli jest tak mało wartości siły nacisku? Czy to znaczy że jeśli będę chciał zrobić na gr. 2 promien 5 i wiecej to nie mogę bo nie jest tam podana wartość?
Proszę o odpowiedź osób znających temat.
Z góry dziękuję za odpowiedzi
całkowicie mylisz pojęcia.
Ad.1. Wewnętrzny promień gięcia zależny jest głównie od stempla, w drugiej kolejności od grubości blachy - matryca ma tu trzeciorzędne znaczenie, ponieważ matrycę głównie dobiera się do grubości blachy.
Czyli, żeby uzyskać promień gięcia R4 należy użyć stempla o takim promieniu. W drugiej kolejności dobiera się matrycę - rowek dobiera się głównie w jeden sposób:
Wartość promienia + dwukrotność gr. blachy pomnożyć razy 2. Powyższym przykładem liczymy:
(4 + 4) × 2 = V16
Ja dla bezpieczeństwa narzędzi stosuję matryce o 2 większe, czyli dla powyższego przykładu zastosowałbym matrycę V18.
Ad.2. Można, tylko dobór narzędzi w takich przypadkach zależy od doświadczenia giętacza. Tabele wyznaczają tylko parametry, dzięki którym uzyska się minimalnym wysiłkiem zadane gięcie. Można kombinować różnymi parametrami, ale tylko wtedy, kiedy ma się pewność, że materiał gnący lub narzędzia nie zostaną uszkodzone.
- 19 wrz 2013, 12:26
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
- 18 wrz 2013, 14:32
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
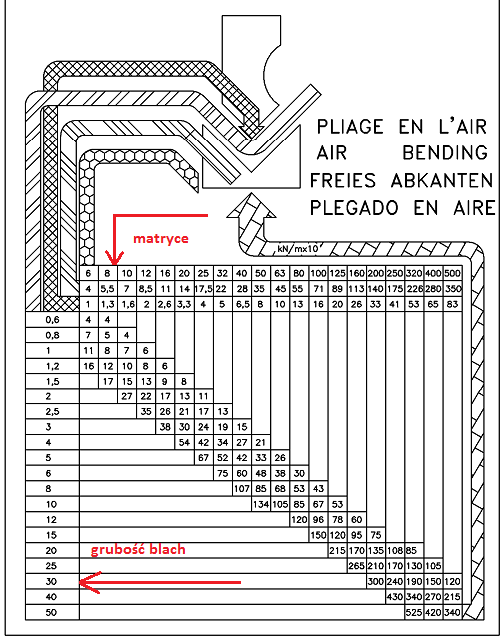
Witam,szrec pisze:clubber84, nie wiem czy dobrze odczytuję tą tabele
Przy matrycy 50 (rozstaw pomiędzy wierzchołkami) można wygiąć blachę do 10mm?
Co to za parametr "134" oraz jak rozumieć strzałki z różną struktura wypełnienia?
Poproszę o objaśnienie
tak, na matrycy 50 można wygiąć blachę o grubości 10mm - przy czym minimalne ramię gięcia na tej matrycy wynosi 35mm, wewn. promień gięcia 8mm, natomiast siła gięcia wynosi w tym przypadku 134 kN/m.
Parametr "134" to siła gięcia z jaką należy giąć blachę z zadaną grubością - parametr ten oczywiście można zmienić w zależności od rodzaju materiału - tutaj jednak potrzebne jest doświadczenie operatora.
Wyjaśnienie odnośnie strzałek dla poszczególnych pól w tabeli (zaczynając od prawej):
1. siła gięcia (kN/m)
2. grubość blachy
3. wewnętrzny promień gięcia (promień stempla)
4. minimalne ramię gięcia (dla danej matrycy)
5. matryca
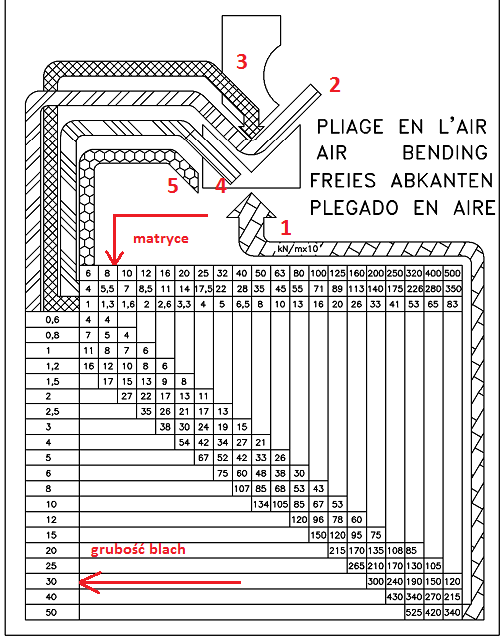
We wszystkich tabelach gięcia, poszczególne siły gięcia (kN/m) podane są zawsze dla stali zwykłej!
- 08 maja 2013, 16:27
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
Tak, te parametry w tabeli to minimum dla początkujących, które trzeba spełnić przy gięciu odpowiednich blach.apacz514 pisze:Rysunek fajny ale nie wszyscy zrozumieją czyli matryca do gięcia blachy 12mm musi mieć wewnętrzny kanał gdzie blacha się zawija od 80 do 160 mm w zależności jaką mamy prasę . stempel najlepiej zaokrąglony tak jak na tym filmiku
Doświadczeni operatorzy giętarek potrafią lekko nagiąć te zasady
Gięcie elementów na ciepło potrafi jeszcze bardziej nagiąć zasady doboru narzędzi do konkretnej blachy, przy czym tu też nie można przesadzać.
Od doświadczenia autora zależy (a jak mniemam jest ono minimalne w tej kwestii), jak dobierze narzędzia pod konkretny materiał.
Ja od siebie dodam, abyś kolego na początku stosował się do parametrów z tabeli, aby operacja gięcia była dla ciebie bezpieczna
- 07 maja 2013, 17:32
- Forum: Obróbka plastyczna
- Temat: Pomoc w budowie stempla i matrycy do blachy 12mm
- Odpowiedzi: 23
- Odsłony: 27096
A czy sprawdzałeś już kolego katalogi narzędzi do giętarek?
Jeśli nie, to polecam:
Wilson Tool
AMADA
TECHMET
W tabeli poniżej są podane wartości, jakie trzeba spełnić, aby zagiąć danej grubości blachę:
(oznaczyłem gdzie podane są grubości blach i matryce do nich)
Jeśli nie, to polecam:
Wilson Tool
AMADA
TECHMET
W tabeli poniżej są podane wartości, jakie trzeba spełnić, aby zagiąć danej grubości blachę:
(oznaczyłem gdzie podane są grubości blach i matryce do nich)






