Witam,
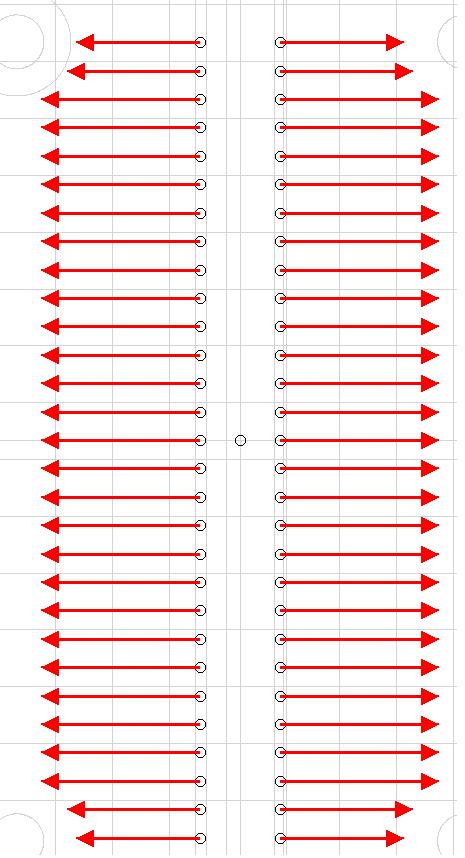
Od kilku tygodni pracuję na cncGraf z ploterem frezującym serii MFG. Chcę wykonać w tworzywie sztucznym wzór na kształt grilla samochodowego - w celach zapewnienia wentylacji. Poniżej dodaję widok z cncGraf po wykonaniu korekcji narzędzia.
Program wykonałem tak, że każdy z otworów wentylacyjnych jest osobnym narzędziem, które mają zadeklarowane powtarzanie obróbki 1 raz - biorę grubość materiału na 2 razy. Teraz chciałbym zoptymalizować pracę cnc. Kolejność wykonywania operacji jest następująca:
otwór1 - głębokośćx0.5
otwór1 - głębokośćx1
otwór2 - głębokośćx0.5
otwór2 - głębokośćx1
itd
W taki sposób frezuję kolejne otwory po sobie.
Teraz działa tak, że po wyfrezowaniu na głębokość 0.5 frez wraca na początek wektora i robi korektę na głębokość 1. Czy jest jakaś opcja aby frez nie wracał do punktu startowego tylko robił korektę od końca wektora tak aby nie musiał niepotrzebnie jechać na jego początek? Wiem, że jakbym zadeklarował na każdy otwór dwa narzędzia (jeden na 0.5 drugi na 1 głębokości), które pokrywałyby się ze sobą to mógłbym uzyskać taki efekt jaki chcę (rysując jeden wektor od lewej, drugi od prawej), ale to trochę roboty. A po drugie przy większej ilości otworów mogłoby mi nie wystarczyć narzędzi dostępnych w cncGraf.