



Ale spoko moje ego co chwila jest wygiglane za sprawą solidcama jak nie tu to na PW.
Znaleziono 4 wyniki
Wróć do „czas obróbki w pliku nc.”
- 30 sty 2018, 18:13
- Forum: SolidCAM
- Temat: czas obróbki w pliku nc.
- Odpowiedzi: 11
- Odsłony: 2975
Re: czas obróbki w pliku nc.
Bo nie używali linuxa i nie wiedzą co to znaczy jak nie można se poradzić z czymś  nie no żartuje
nie no żartuje
Ale spoko moje ego co chwila jest wygiglane za sprawą solidcama jak nie tu to na PW.
Ale spoko moje ego co chwila jest wygiglane za sprawą solidcama jak nie tu to na PW.
- 30 sty 2018, 09:51
- Forum: SolidCAM
- Temat: czas obróbki w pliku nc.
- Odpowiedzi: 11
- Odsłony: 2975
Re: czas obróbki w pliku nc.
Witam ponownie..
Ja kiedyś kiedyś kiedyś... pisałem PP do mazaka i zrobiłem coś takiego,
że wrzuca czas na początek ale robi to tak jak tutaj:
W zasadzie to wszystko jest podane do grory numer narzędzia, posuw, obroty (tylko nie w iMachining)
numer operacji, numer mocowania (nie sztywno G54 i cześc tylko w nagłowku mozna zmienic G54-59 lub G54.1 P1-P299)
no i czas, z tym ze czas tez jest podany dla kazdej operacji.
Ogolnie nie jest to takie proste do żeby powyciagac sobie cos z dołu i wkleic do gory trzeba dzielic plik i osobno zapisywac okreslone partie kodu, nastepnie trzeba je poukladac i wkleic tzn postprocesor ma to zrobic tylko trzeba mu powiedziec jak
tylko trzeba mu powiedziec jak
Trzeba wiedziec jak jest generowany program np taka procedura
i za kazdym razem przyjmuje ona pewną ilossc zmiennych w ktorych są zapisane wartosci takie jak srednica narzedzia kat typ itp..
jedną z takich zmiennych do ktorej mozemy sie odwolac wewnatrz
czyli łancuch znakow czyli tekst jak sms w telefonie. Jak wiadomo lub nie to że cos jest stringiem, nie jest liczbą chociaz wygląda jak liczba wiec nie możemy se od tak wziasc
kawałka tekstu i dodac do niego np 5 ale są sposoby na to aby coś takiego zrobic ale po kolei.
Gdy generujemy kod bez obliczania czasu to zmienna tool_work_time ma wartosc ' 0:00:00'
gdy generujemy kod z czasem to wtedy zmienna ma jakis czas pracy np ' 0:01:15' minuta i piętnaście sekund
no to juz jest coś trzeba tylko zapisac ten czas gdzies no i powtorzyc to dla kazdego narzedzia
na koncu wydrukowac i po sprawie.. no ale nie chcemy smieci jesli nie przeliczymy gcode z czasem.
na poczatek dodamy sobie zmienną globalną typu integer i nazwijmy ją total_tools_time
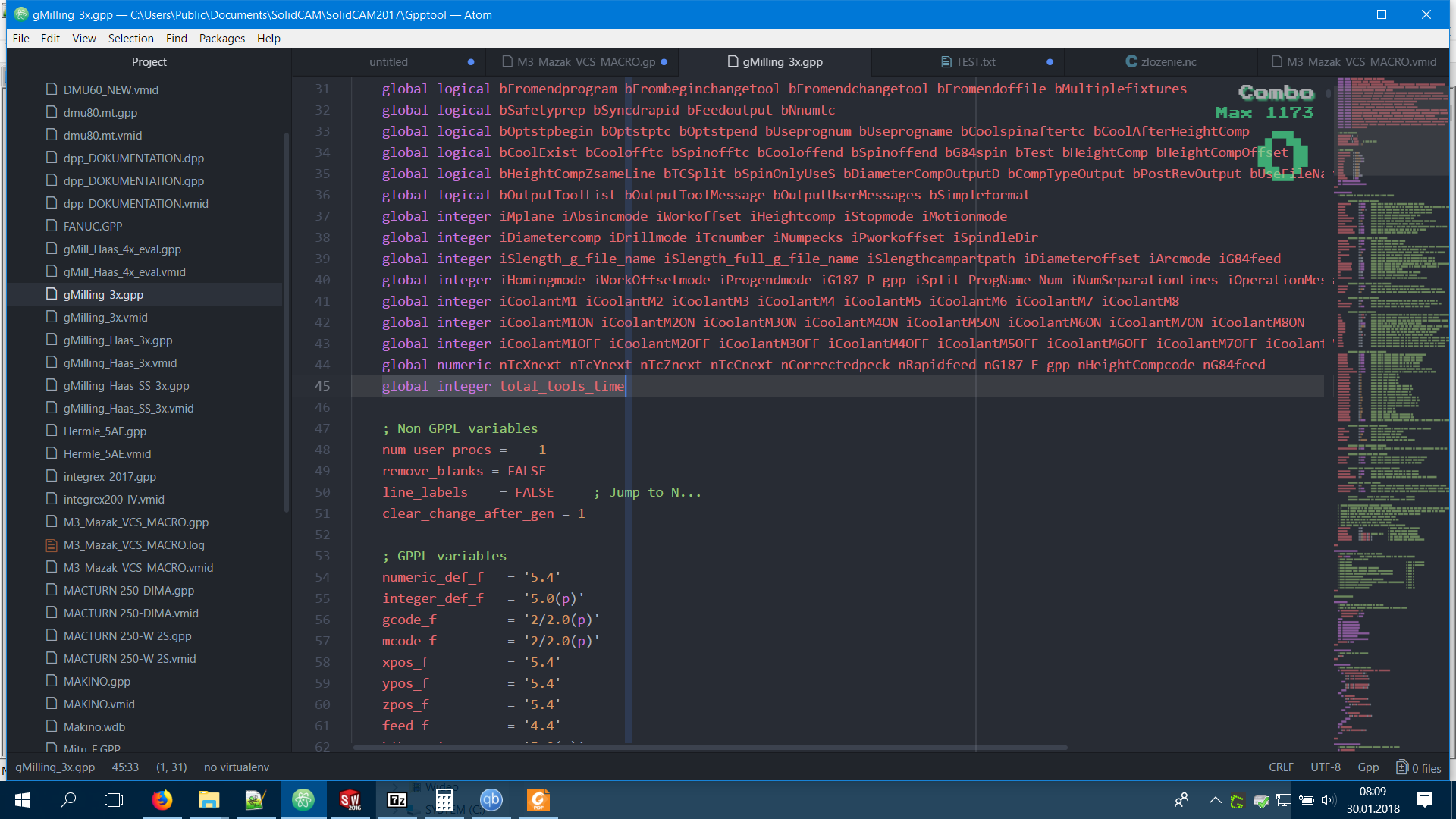
(jak ktoś chce się dowiedziec co to sa zmienne lokalne i globalne i co to wgl jest ten integer to zapraszam do pierwszego lepszego kursu programowania na yt albo gooooooooglee!!)
teraz skopiuj sobię kod
a w
teraz trzeba zrzucic czas do jednego "mianownika" tzn zamienic wszystko na sekundy (najmniejsza wielkosc aby mozna było swobodnie dodawac kolejne czasy)
funkcja substr (sub string) wydziela poszczegolne czesci ze stringa.
popatrz się tu ^ teraz na kod \/ i znow tutaj i tak az rozkminisz co się dzieje
dorzuciłem Ci pare ficzerow zebys mial co rozpracowywac
Ja kiedyś kiedyś kiedyś... pisałem PP do mazaka i zrobiłem coś takiego,
że wrzuca czas na początek ale robi to tak jak tutaj:
W zasadzie to wszystko jest podane do grory numer narzędzia, posuw, obroty (tylko nie w iMachining)
numer operacji, numer mocowania (nie sztywno G54 i cześc tylko w nagłowku mozna zmienic G54-59 lub G54.1 P1-P299)
no i czas, z tym ze czas tez jest podany dla kazdej operacji.
Ogolnie nie jest to takie proste do żeby powyciagac sobie cos z dołu i wkleic do gory trzeba dzielic plik i osobno zapisywac okreslone partie kodu, nastepnie trzeba je poukladac i wkleic tzn postprocesor ma to zrobic
Trzeba wiedziec jak jest generowany program np taka procedura
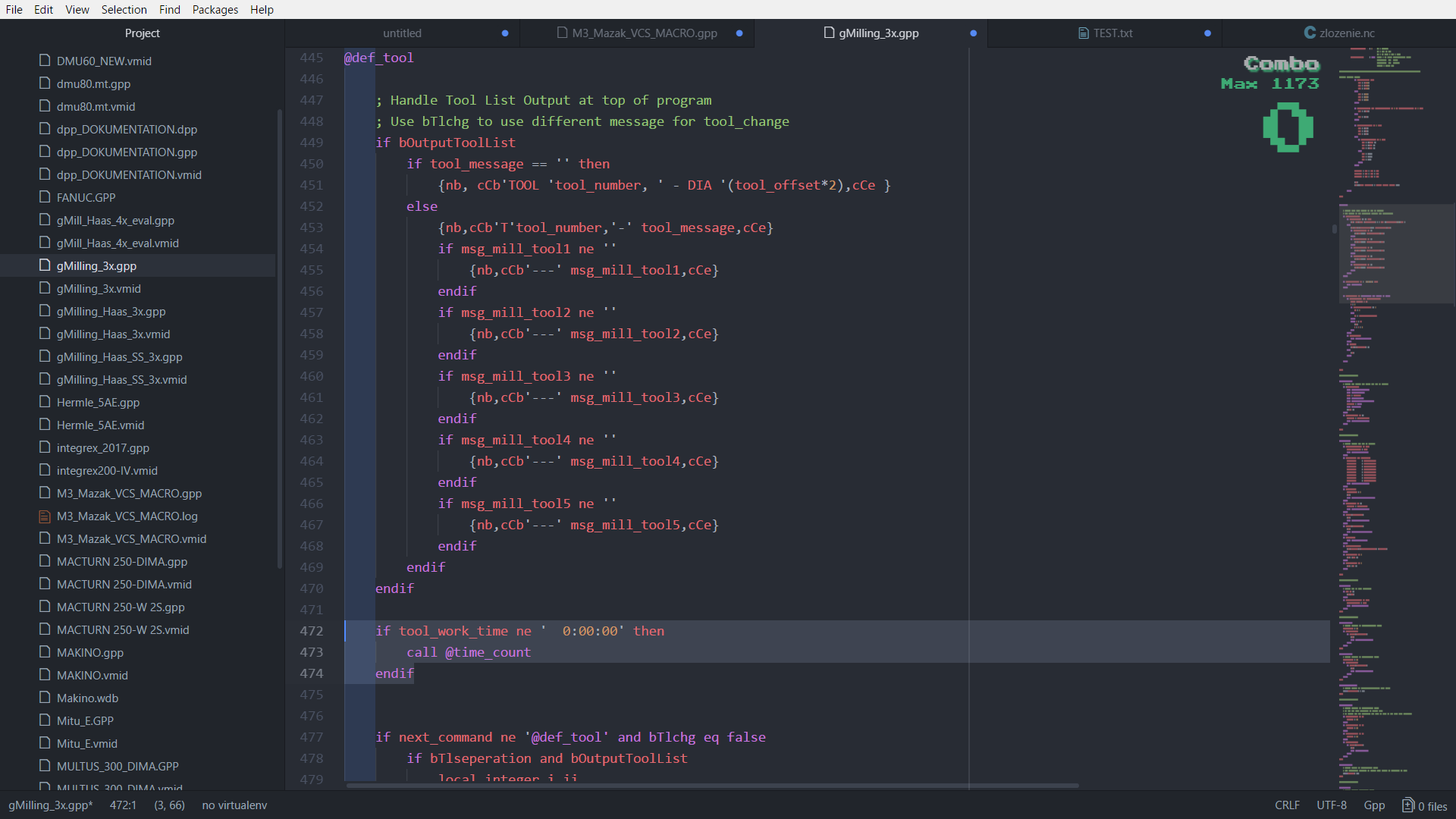
@def_tooljest wywoływana tyle razy ile mamy uzytych narzedzi w programie
i za kazdym razem przyjmuje ona pewną ilossc zmiennych w ktorych są zapisane wartosci takie jak srednica narzedzia kat typ itp..
jedną z takich zmiennych do ktorej mozemy sie odwolac wewnatrz
@def_tooljest tool_work_time jest to zmienna typu String
czyli łancuch znakow czyli tekst jak sms w telefonie. Jak wiadomo lub nie
kawałka tekstu i dodac do niego np 5 ale są sposoby na to aby coś takiego zrobic ale po kolei.
Gdy generujemy kod bez obliczania czasu to zmienna tool_work_time ma wartosc ' 0:00:00'
gdy generujemy kod z czasem to wtedy zmienna ma jakis czas pracy np ' 0:01:15' minuta i piętnaście sekund
no to juz jest coś trzeba tylko zapisac ten czas gdzies no i powtorzyc to dla kazdego narzedzia
na koncu wydrukowac i po sprawie.. no ale nie chcemy smieci jesli nie przeliczymy gcode z czasem.
na poczatek dodamy sobie zmienną globalną typu integer i nazwijmy ją total_tools_time
(jak ktoś chce się dowiedziec co to sa zmienne lokalne i globalne i co to wgl jest ten integer to zapraszam do pierwszego lepszego kursu programowania na yt albo gooooooooglee!!)
teraz skopiuj sobię kod
@time_count ... endpgdzies do gpp (tylko nie wewnątrz innej procedury)
a w
@def_toolwywołaj procedurę jeśli tool_work_time nie wyglada tak ' 0:00:00'
teraz trzeba zrzucic czas do jednego "mianownika" tzn zamienic wszystko na sekundy (najmniejsza wielkosc aby mozna było swobodnie dodawac kolejne czasy)
funkcja substr (sub string) wydziela poszczegolne czesci ze stringa.
123456789 ' 0:00:00'
popatrz się tu ^ teraz na kod \/ i znow tutaj i tak az rozkminisz co się dzieje
dorzuciłem Ci pare ficzerow zebys mial co rozpracowywac
Kod: Zaznacz cały
@time_count
; hours minutes seconds ===> seconds, i do wora :)
total_tools_time = total_tools_time + tonum(substr(tool_work_time,8,2)) + (tonum(substr(tool_work_time,5,2))*60) + (tonum(substr(tool_work_time,1,3))*3600)
; jesli następna operacja nie jest już definicją narzędzia to
if next_command ne '@def_tool'
;zainicjuj kilka zmiennych ale lokalnie (tylko tu czyli @def_tool...endp),
local numeric time_h, time_m, time_s
local string time_h_f, time_m_f, time_s_f
local string szh, szm, szs, ssh, ssm, sss, sop, csc
local integer iFrontEndTimeSep
local logical bNullOffFormat, bFillWithZero
;dobra wszystko policzone ale my są ludzie i chcemy czas w hh:mm:ss a nie sssssss
;no to godzin jest tyle cooooo w sumie sekund podzielone przez ilosc sekund w godzinie
;i interesują nas tylko pełne godziny wiec za pomocą funkcji int usuń
;wszystko po przecinku
time_h = int(total_tools_time/3600)
;no a minut to jest tyle co sekund podzielone przez ilośc sekund w minucie
;no ale jeszcze trzeba od tego odjąc te sekundy co juz poswiecilismy na policzenie godzin
;i znow chcemy tylko pelne minuty
time_m = int((total_tools_time-(time_h*3600))/60)
;tu to juz wiadomo z puli sekund odejmujemy ilośc godzin razy
;ilosc sekund w godzinie i oczywiscie ilosc minut razy ilosc sekund w minucie
time_s = total_tools_time-(time_h*3600)-(time_m*60)
;SETTINGS OUTPUT
bFillWithZero = true ;true - hh:mm:ss
;false - h:m:s
iFrontEndTimeSep = 0 ;0 = '0:0:0'
;1 = '0h 0m 0s'
;2 = '0 godz 0 min 0 sek'
bNullOffFormat = true ;true - no print insignificant time:
;'0h0m30s' --> '30s'
;'1h0m30s' --> '1h30s'
;false - print all
;<prefix><sign><leading-zeroes><integer>.<fraction><trailing-zeroes><options><postfix>
;troche algebry bool'a
if bFillWithZero then
szh = 'z2.0'
szm = 'z2.0'
szs = 'z2.0'
else
szh = '2.0'
szm = '2.0'
szs = '2.0'
endif
if bNullOffFormat and iFrontEndTimeSep eq 1 or iFrontEndTimeSep eq 2 then
sop = '(nd)'
else
sop = '(n)'
endif
if iFrontEndTimeSep eq 1 then
ssh = '<h>'
ssm = '<m>'
sss = '<s>'
else
if iFrontEndTimeSep eq 2 then
ssh = '<godz >'
ssm = '<min >'
sss = '<sec >'
else
ssh = '<:>'
ssm = '<:>'
sss = '<>'
endif
endif
time_h_f = szh + sop + ssh
time_m_f = szm + sop + ssm
time_s_f = szs + sop + sss
{nl}
{nl,'(Czas Programu: ' time_h time_m time_s ')'}
endif
endp- 29 sty 2018, 18:45
- Forum: SolidCAM
- Temat: czas obróbki w pliku nc.
- Odpowiedzi: 11
- Odsłony: 2975
Re: czas obróbki w pliku nc.
A bo to się generuje dla każdej operacji.. No tak, nie testowałem tego
Zobaczę wieczorem (późnym wieczorem)
Zobaczę wieczorem (późnym wieczorem)
- 29 sty 2018, 16:34
- Forum: SolidCAM
- Temat: czas obróbki w pliku nc.
- Odpowiedzi: 11
- Odsłony: 2975
Re: czas obróbki w pliku nc.
Witam
w pliku *.gpp szukasz funkcji o nazwie @start_of_job (funkcja to kawałek kodu zaczynający się od @NAZWA i kończąca się wpisem endp chociaż nazwa endp sugeruje nazwę konca procedury - 'end procedures') nieważne chodzi o to żeby gdzieś pomiędzy dopisać kawałek kodu jak poniżej:
w pliku *.gpp szukasz funkcji o nazwie @start_of_job (funkcja to kawałek kodu zaczynający się od @NAZWA i kończąca się wpisem endp chociaż nazwa endp sugeruje nazwę konca procedury - 'end procedures') nieważne chodzi o to żeby gdzieś pomiędzy dopisać kawałek kodu jak poniżej:
@start_of_job
...
...
if job_time ne '' then
{nl,"(Czas obrobki: " job_time ")"}
endif
...
...
endp
nie będę się rozwodził co jest co ale sprawi to tyle że jeśli wykoszasz generowanie kodu z czasem to cały napis (Czas obrobki: 00:01:00) będzie dodany do pliku.





