



Fachowo to mi wyszedł narazie ten rysunek w paincie, a ja cały czas myślałem że on służy tylko do wklejenia screenshot'ow 😁😁😁
Zobaczymy co powie autor jak to sprawdzi.
Znaleziono 3 wyniki
Wróć do „Fanuc 18M problem z korekcją G43”
- 25 maja 2016, 13:27
- Forum: Fanuc
- Temat: Fanuc 18M problem z korekcją G43
- Odpowiedzi: 9
- Odsłony: 2725
- 25 maja 2016, 00:23
- Forum: Fanuc
- Temat: Fanuc 18M problem z korekcją G43
- Odpowiedzi: 9
- Odsłony: 2725
Wszystko dobrze z tym, że mi nie chodzi teraz o ustawianie długości narzędzia tylko o ustawianie WCS (work coordinate system - współrzędne ptk zerowego G54-G59..) wydaje mi się że kolega kondzio_m przeoczył to, że podczas pracy w trybie ręcznym (gdy zbliżył narzędzie do detalu przy pomocy pokrętła) została wyłączona korekcja długości i podczas zapisywania pozycji osi Z do tabeli offsetów G54 została zapisana pozycja wrzeciona która jest odsunięta od detalu o długość narzędzia użytego do pomiaru. Dlatego po włączeniu korekcji długości narzędzie ustawia się wyżej, dokładnie o tyle co realna długość narzędzia.WZÓR pisze:Ja robię podjazd narzędziem do czoła materiału (G54)
Baza(wartość) - maszynowe (wartość) = długość narzędzia
Wartość tą wpisuję w offsecie ,,Z" tego narzędzia.
- 24 maja 2016, 06:41
- Forum: Fanuc
- Temat: Fanuc 18M problem z korekcją G43
- Odpowiedzi: 9
- Odsłony: 2725
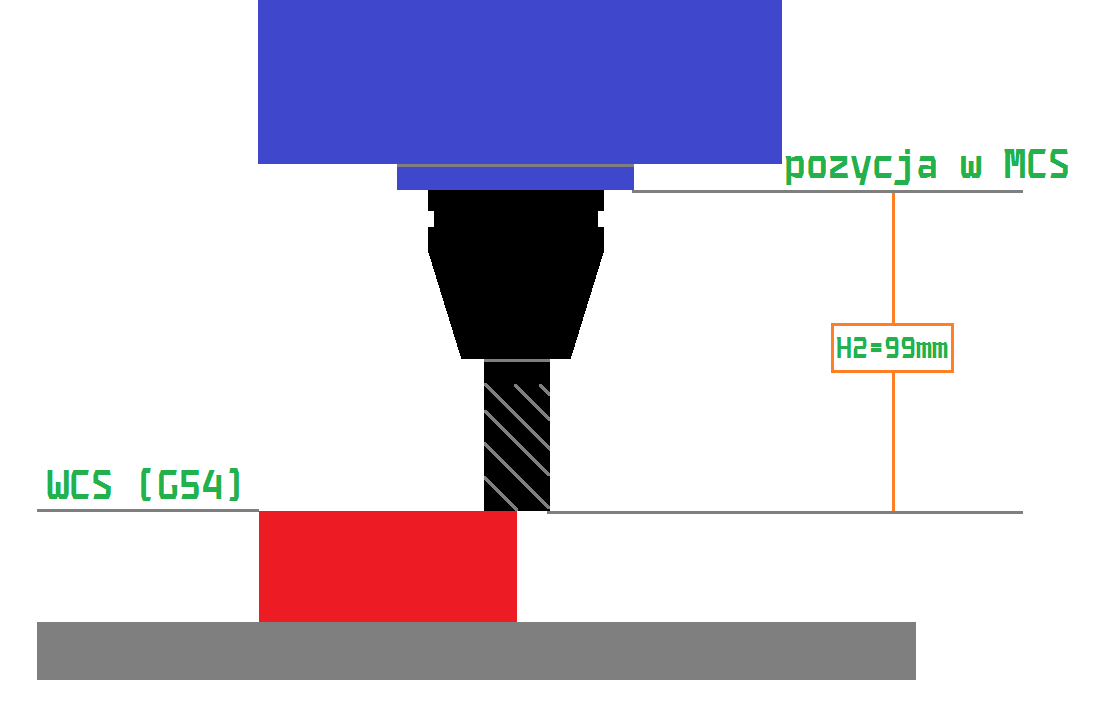
Podczas ustawiania zera detalu dla osi Z (zakładam, że robisz to narzędziem T2 99mm) dojeżdżasz narzędziem do detalu w trybie ręcznym, przechodzisz do zakładki offset detalu, ustawiasz kursor np na G54 (na osi Z) dalej wciskasz Z0 i pomiar.. zgadłem?kondzio_m pisze:Pod H2 jest długość narzędzia a zatrzymuje się jak korektor jest np 99 to stanie Z199
Jeśli tak to musisz pamiętać o tym, że w trybie ręcznym korekcja długości narzędzia jest wyłączona i dla systemu długość narzędzia wynosi 0 znaczy to tyle, że Twoje zero detalu zostało ustawione 99mm nad detalem. Podczas gdy wpisujesz komendę G43 Z100 H2 maszyna dojeżdża na Z100 + 99mm. Dlatego frezuje "w powietrzu" ale na monitorze wartości osi Z powinny być poprawne tzn Z100 (sprawdź czy tak jest). Jeśli się nie mylę i tak jest jak mówię to podczas ustawiania ZERA osi Z zamiast Z0 i pomiar musisz wpisać Z99 i pomiar.
Pozdrawiam






