MlKl pisze:Kolega
micges wcześniej się zobowiązywał dokonać poprawki AXIS jeżeli sprecyzujemy oczekiwania. Chyba pora to po prostu doprecyzować i poprosić o wprowadzenie w życie.
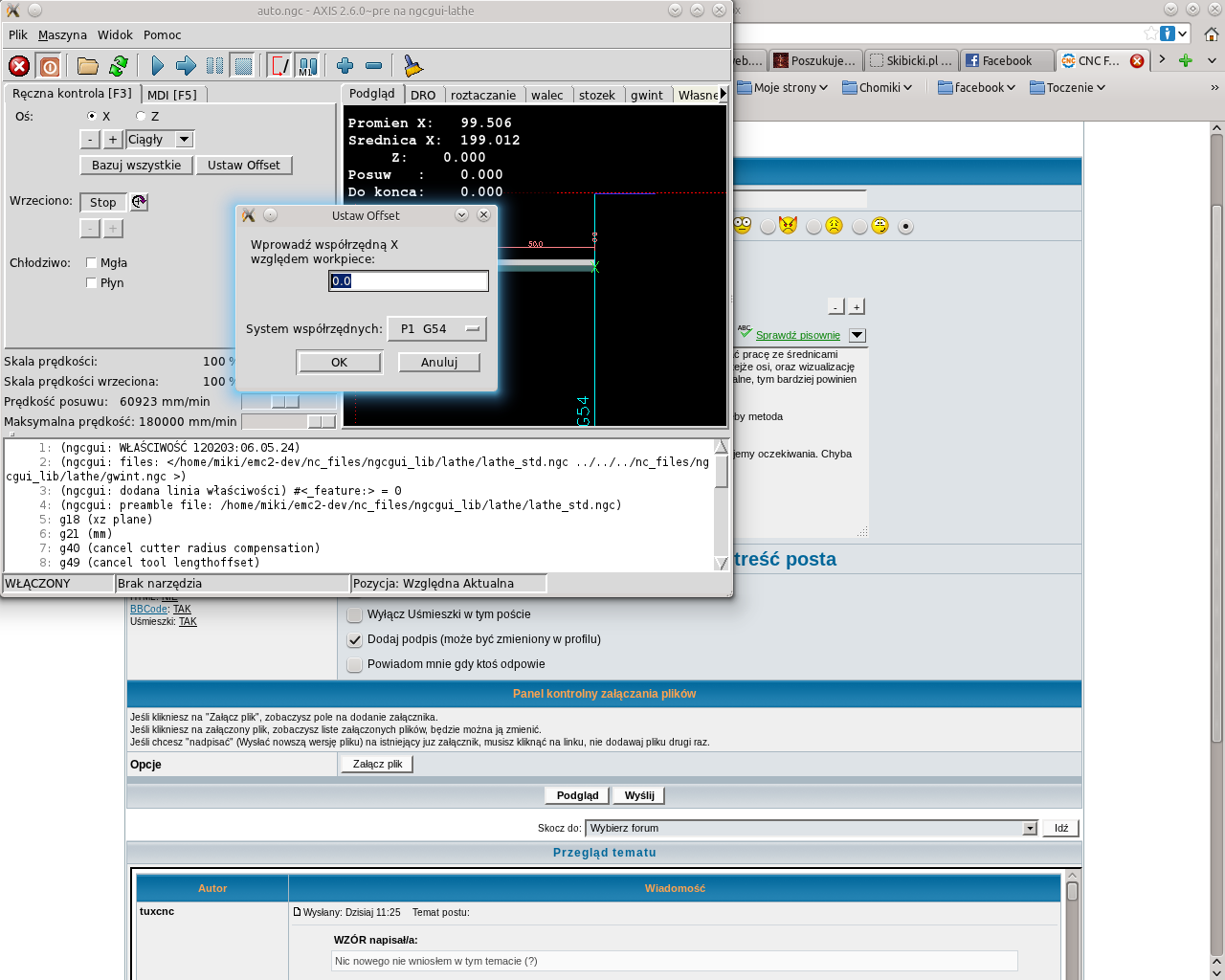
Ja bym tutaj w formatce wprowadzania offsetu dla osi X poprosił nad polem tekstowym do wprowadzania danych pole wyboru "radio" opisane "jako średnica" i "jako promień". Opcja powinna się uaktywniać dla wszystkich configów z LATHE = 1 w sekcji DISPLAY. Jako default powinno być zaznaczone pole "jako średnica". Zachowanie programu proste - przy zaznaczonym "jako średnica" dzieli wprowadzoną wartość przez dwa i dopiero podaje dalej.
Kolejną sprawą jest możliwość ustawienia w configu jak ma być skonfigurowana defaultowo maszyna. W tej chwili jest to G8 czyli radius mode, potrzebny jest przełącznik, włączający jako default G7 czyli diameter mode. Od tej opcji w configu można również uzależnić która z opcji ustawiania offsetu dla osi X jest zaznaczona jako default.
Wcześniej już sugerowałem, by w wizualizacji dać linią przerywaną fizyczną oś wrzeciona, umiejscowioną tam gdzie zero osi X od lewej do prawej pola roboczego. Linia ta powinna być opisana "Oś wrzeciona" z lewej strony. Radykalnie to poprawi czytelność wizualizacji.
Po wybraniu w configu ustawienia na diameter mode wizualizacja powinna pokazywać wartości X jako średnicę z wyraźnym tego oznaczeniem w postaci symbolu "fi" obok wyświetlanych wartości. W wypadku pozostawania w radius mode również wartości powinny być oznaczane jako "r".
Ty naprawdę jesteś odporny na wiedzę ...
W G-kodach NIE MA maszyny, NIE MA detalu, NIE MA osi wrzeciona, NIE MA średnicy !!!
G-kod opisuje
narzędzie i jego ścieżkę.
A ta ścieżka narzędzia jest w bliżej nieokreślonej przestrzeni.
Można zrobić wizualizację obróbki na tokarce, sam w tym wątku podałem przykład całkiem udanego symulatora.
Ale nie da się zwizualizować gołego G-kodu, bo w nim brakuje potrzebnych do wizualizacji informacji.
Musisz podać przynajmniej położenie osi wrzeciona względem punktu zerowego maszyny,
było by dobrze podać też średnicę i długość materiału.
Nie można przyjmować uproszczeń, bo one wprowadzają sztuczne ograniczenia, których G-kod nie posiada.
Przykład :
Na fizycznej, manualnej tokarce wkładasz wałek w uchwyt, dojeżdżasz nożem do powierzchni materiału, wjeżdżasz trzy milimetry głęboko i robisz odjazd.
Wałek wyjmujesz i jest gotowy.
To chyba nawet Kamar zrozumie, że nikogo tutaj ani położenie osi wrzeciona nie interesowało, ani średnica wałka nikogo nie interesowała.
Na CNC byś zrobił dokładnie to samo, zerując oś X na powierzchni wałka, bo reszta Cię nie interesuje.
G1X-3 G0X5 i po temacie.
To naprawdę jest niesamowite, jak trudno wytłumaczyć Wam tak proste rzeczy .
.










