jasiekk7 pisze: ↑16 lut 2024, 08:02
BroncoBill pisze:Nurtuje mnie wartosc X-15.01
Bierze się to stąd (czerwona linia to ruch osi freza - stąd dwa G1.
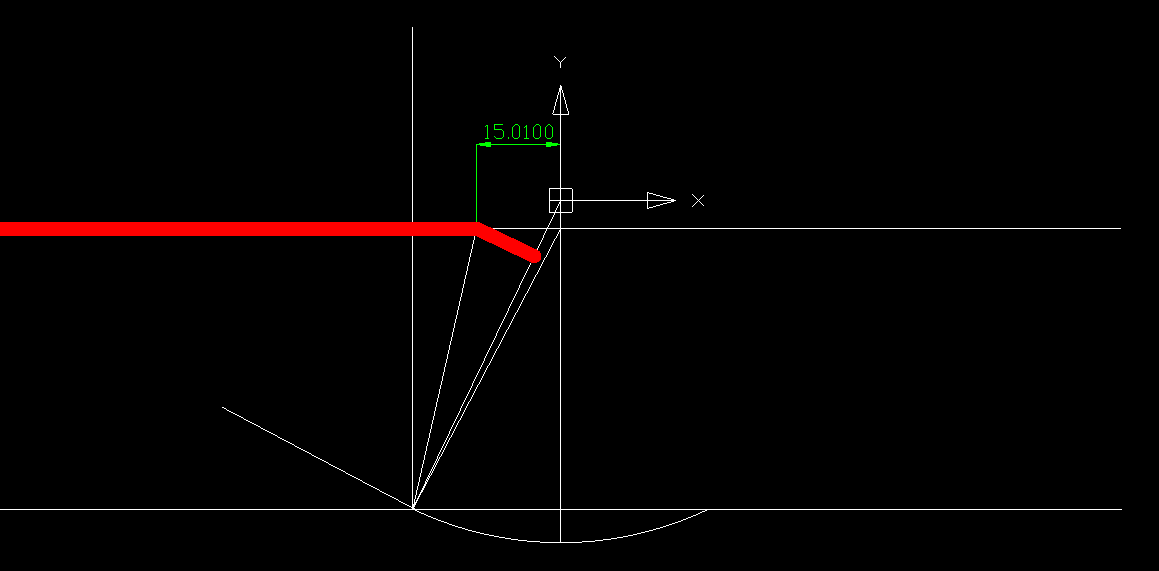 Dodane 38 minuty 37 sekundy:
Dodane 38 minuty 37 sekundy:
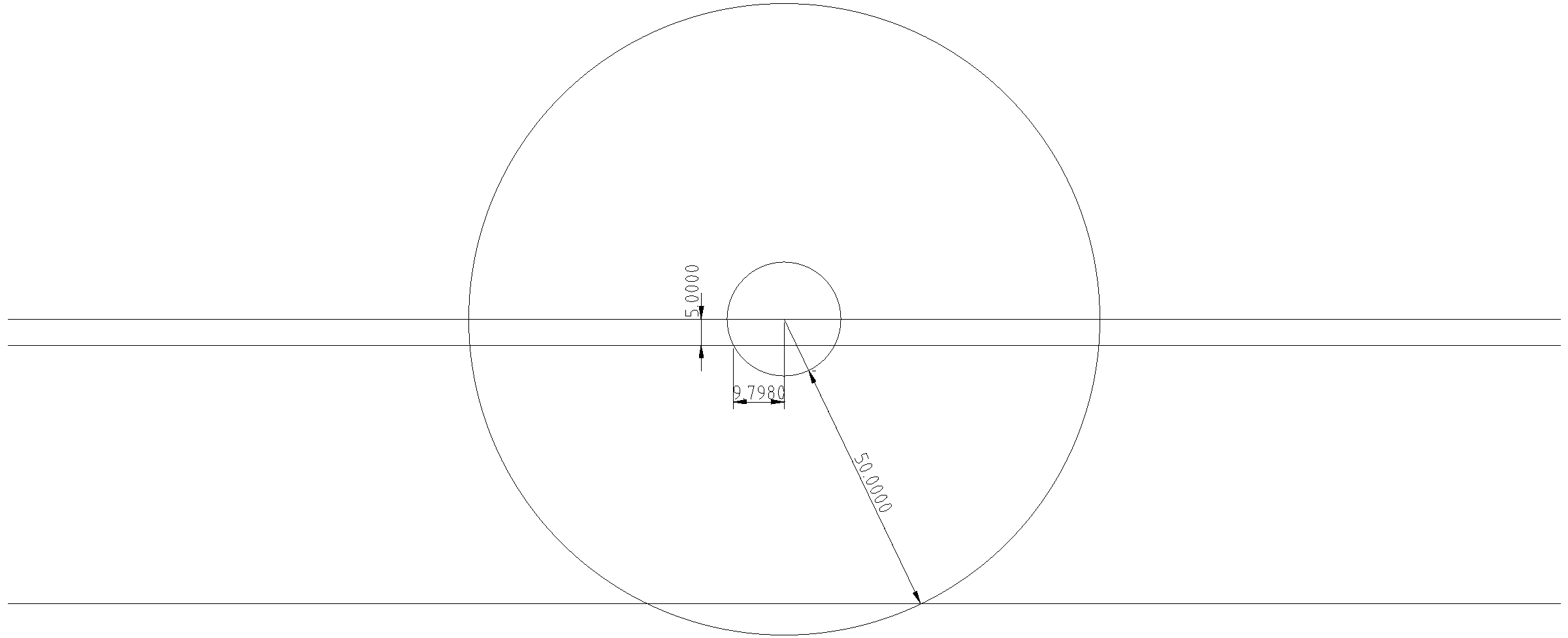
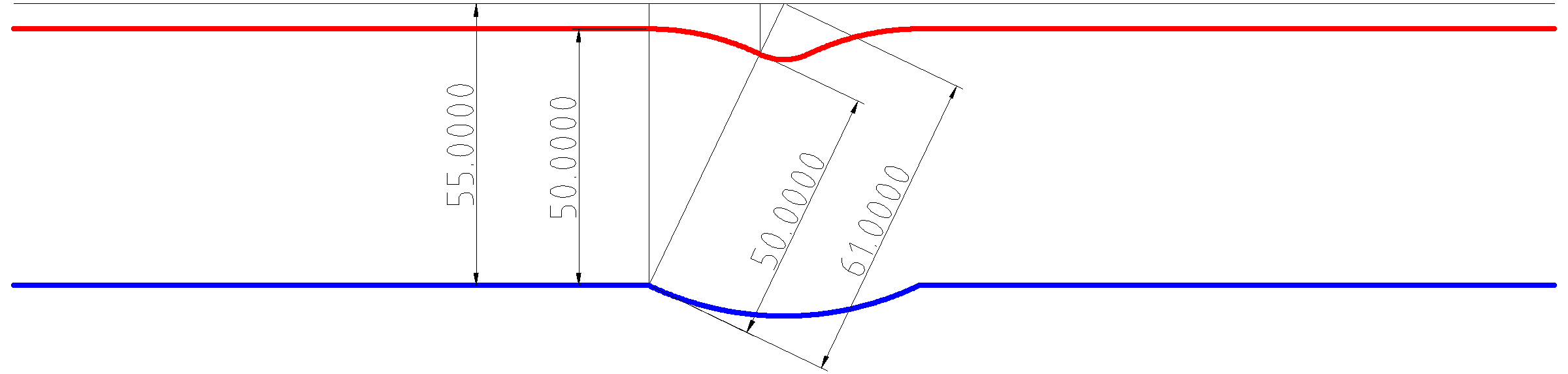
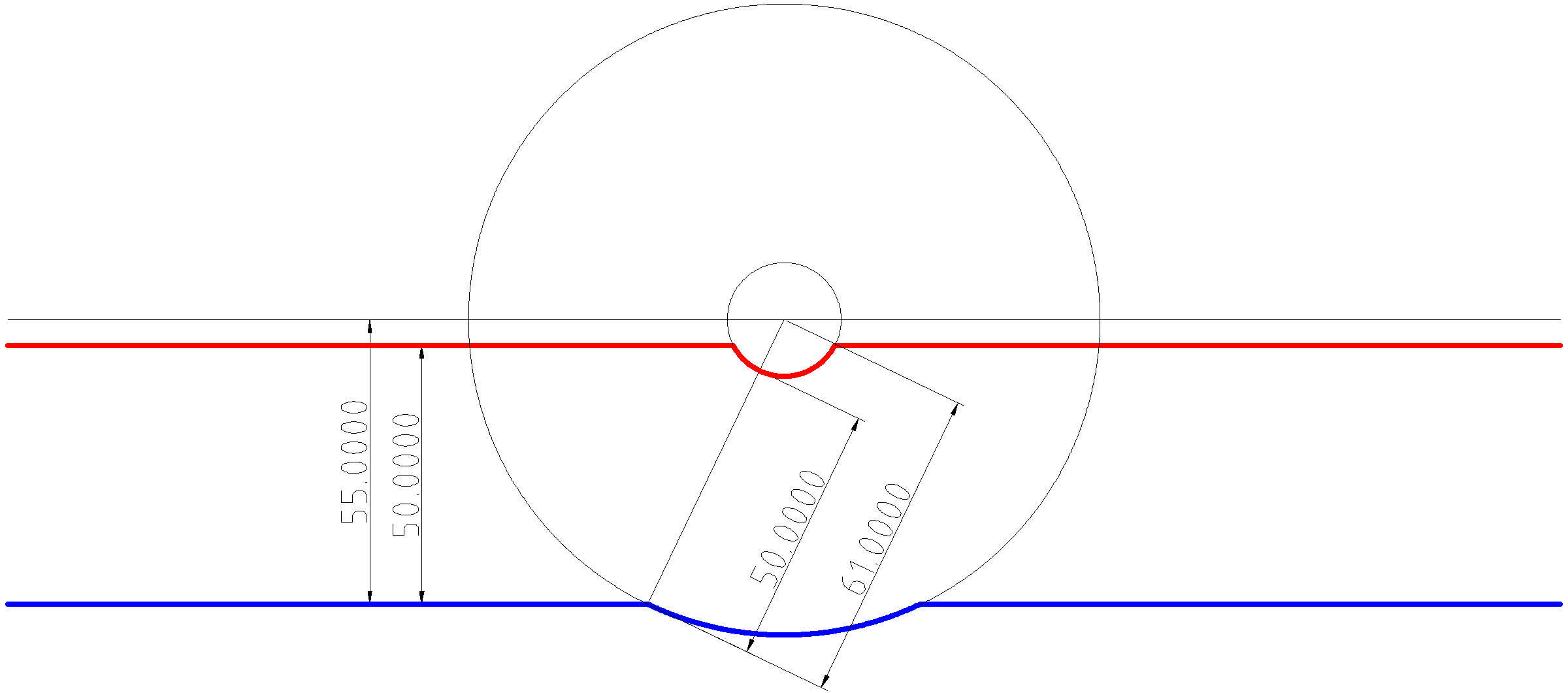
Aby obliczyć punkt należy wyznaczyć równanie prostej do stycznej do okręgu, są na to różne sposoby
O=0,0
r=61
Styczna jest prostopadła do promienia w punkcie styczności
masz punkt O i A=-26.382 , -55
liczysz wsp kierunkowy prostej l1 łączącej te dwa punkty a1
potem obliczasz wps. kierunkowy prostej prostopadłej a2 = -1/a1
Znasz wsp. a2, znasz odsunięcie b, to masz już wzór na prostą styczną l2
Następnie należy znaleźć równanie prostej l3 odsuniętej od tej stycznej l2 o promień freza (50mm).
Teraz już po prostu obliczamy punkt przecięcia się prostych l3 i l4 (l4 to prosta y=-5)
Ale można po prostu skorzystać z kompensacji freza i zrobić to szybciej i prawidłowo.
Strasznie to pogmatwałeś, ale faktycznie tak to wygląda, jakby CAM miał jakąś optymalizację ścieżki i uparcie dążył do tego, żeby
na łuk wchodzić po stycznej.
Problem polega na tym, że nie jest to jedyne rozwiązanie, a jedynie jedno z wielu poprawnych.
Przy ręcznym pisaniu kodu jest czystym masochizmem obliczanie stycznych do okręgu, bo korzyść z tego żadna.
Natomiast co do kompensacji narzędzia, to ile razy można powtarzać, że to wcale nie jest ani łatwe, ani nie musi dawać dobrych wyników?
Ktokolwiek z udzielających się w tym temacie pisał program z kompensacją na frez o dużej średnicy?
Ja spróbowałem i uwierzcie mi, że osiwieć można, szczególnie gdy pole robocze maszyny jest niewiele większe niż obrabiany detal...
Kompensacji narzędzia nie wymyślono po to, żeby sobie założyć frez dowolnej średnicy i wcisnąć zielony guzik.
Kompensację narzędzia wymyślono w czasach narzędzi HSS, które wielokrotnie ostrzono, żeby zamiast freza 10 mozna było użyć 9,9...
Nie jest prawdą, że użycie kompensacji narzędzia rozwiązuje wszelkie problemy, czasem problemy właśnie wtedy się zaczynają...
A teraz wisienka na torcie...
BroncoBill pisze: ↑15 lut 2024, 22:01
Teoretycznie komendy :
G1 X-15.01 F200
G3 X15.01 R11. F40
zadzialaja identycznie jak te wygenerowane z CAM (zwizualizowane na ncviever)
ps. Temat mozna zamknac... sam do tego dojde
Autor wątku chce pokonać dystans w osi X równy 30 mm po łuku o promieniu 11 mm...
Idę o zakład, że jak go ktoś nazwie idiotą, to on zamiast zrozumieć swój błąd obrazi się i temat faktycznie będzie można zamknąć...
A przecież za taki numer, to w podstawówce pałę można było dostać.
Przynajmniej w czasach gdy ja chodziłem do podstawówki, bo teraz to podobno bardziej dba się o komfort psychiczny średnio inteligentnych narcyzów, niż o przekazanie uczniom jakiejkolwiek wiedzy...