



Znaleziono 12 wyników
Wróć do „Problem z M6, nie działa sygnał probe-in”
- 17 sie 2021, 20:10
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
- 06 sie 2021, 22:14
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:
Masz jakiś pomysł o co to sie błęnduje przy pomiarze drugiego narzędzia?
- 06 sie 2021, 14:16
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
Patent na śrubkę dał połowiczny sukces, już nie pokazuje błędów, poprawiłem parametr DISTANCE na 97.2
z 90.
Aczkolwiek coś dalej nie halo z wysokościami.
Może coś źle robię, a robię to tak:
1 uruchomienie
2 bazowanie krańcówek
3 m6 t1
4 zakładam t1
5 zatwierdzam i pomiar
6 ustawiam g54
7 uruchamiam program testowy
8 ponowny pomiar t1 =68.7881
9 najazd na g54 ale w Z brakuje na wysokości
10 zakładam t2 i pomiar=37.8357
11 najazd na g54 ale w Z brakuje na wysokość ale z uwzględnieniem wysokości t2
12 zakładam t3 i pomiar=25.6257
13 błąd w momencie kliknięcia czujnika "Probe tripped durnig non-probe move."
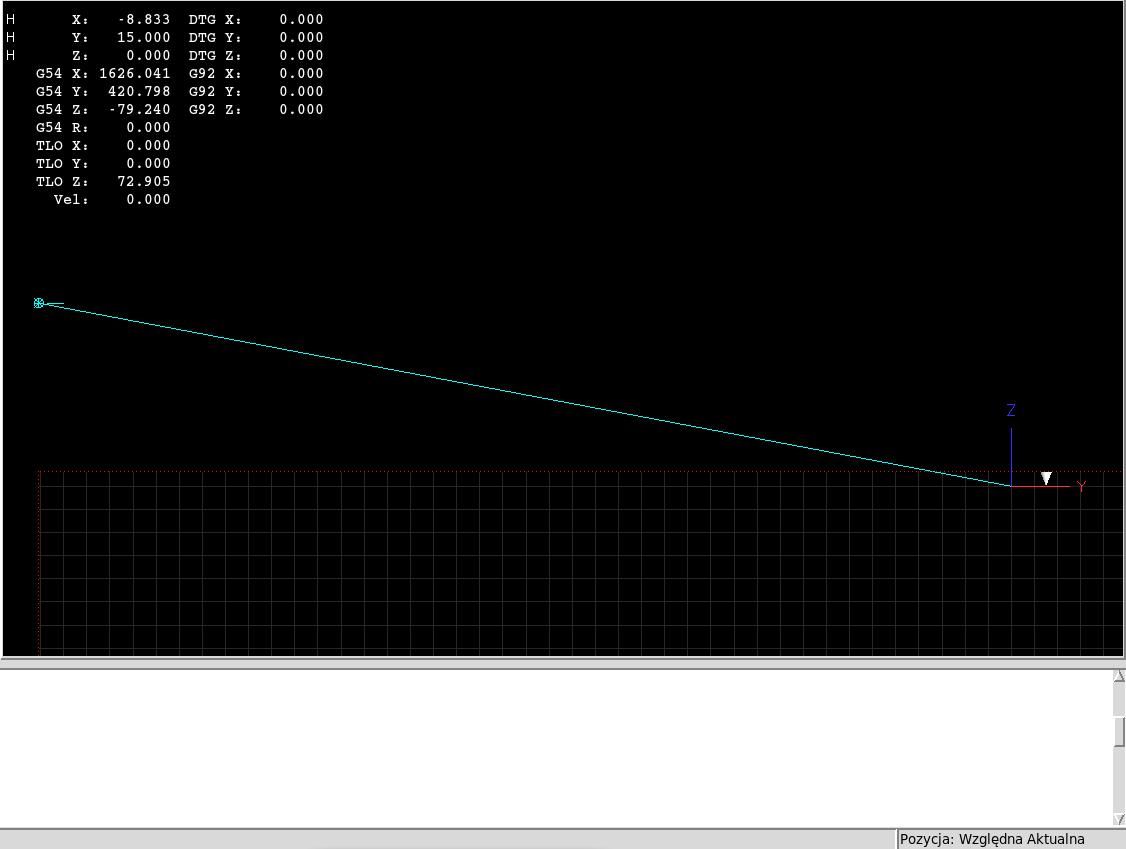
g53

g54
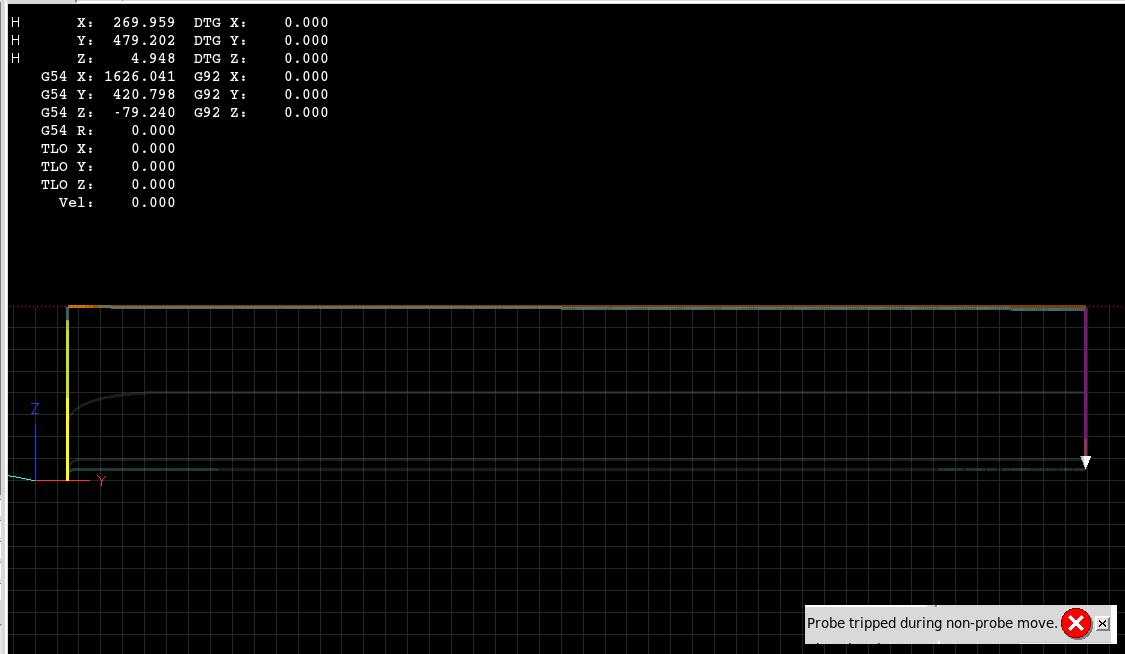
Poza tym czy g53 może "wyjść" poza obszar roboczy?
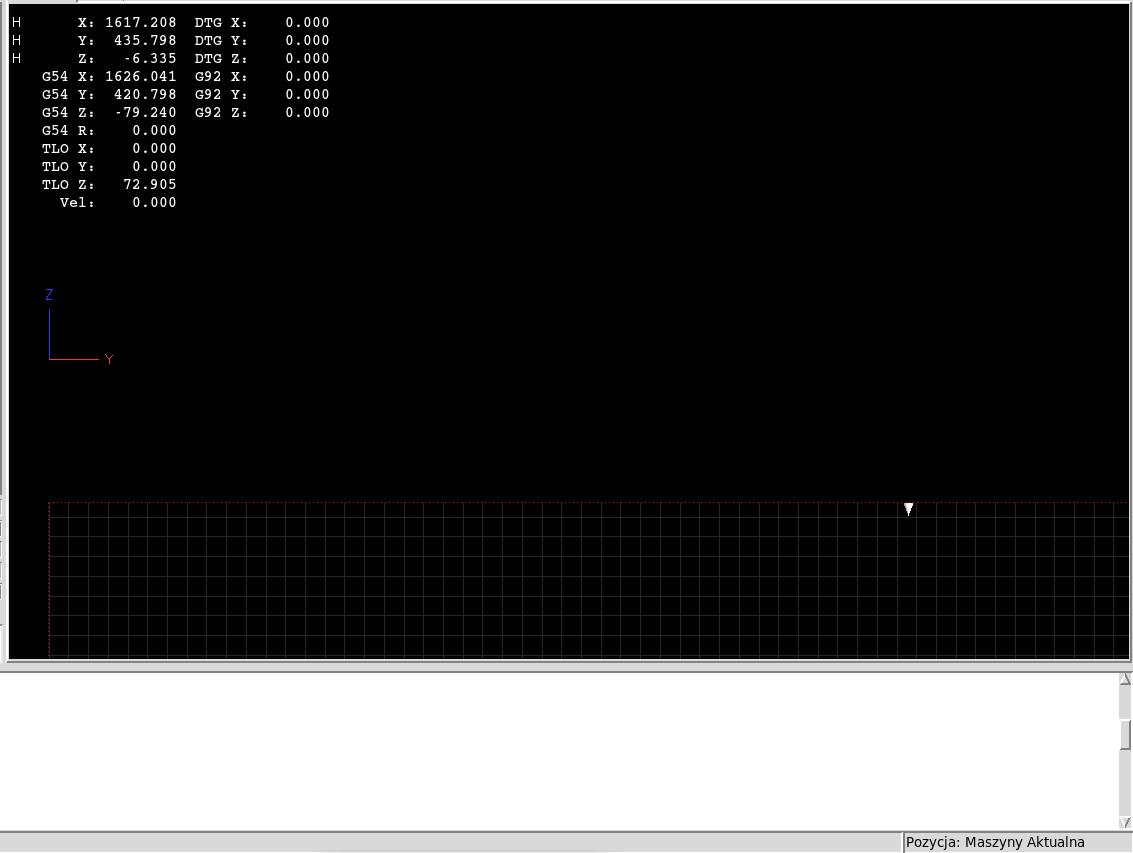
Widok na g54:
PS:
W pliku tool-change zmieniłem Z1 na Z2
G38.4 Z2 F[#<_ini[TOOLSENSOR]FEED2>]
Czy to może za mało dalej na krańcówkę i dlatego jest ten błąd jak w p. 13?
Dodane 1 godzina 14 minuty 27 sekundy:
Dobra już wiem gdzie jest błąd, przed punktem 6 nie klepłem g43
Dodane 2 godziny 15 minuty 5 sekundy:
chyba jednak nie, puściłem program i przy zmianie na kolejne narzędzie po kliknięciu czujnika go (błąd) powtarza i zatrzymuje program
z 90.
Aczkolwiek coś dalej nie halo z wysokościami.
Może coś źle robię, a robię to tak:
1 uruchomienie
2 bazowanie krańcówek
3 m6 t1
4 zakładam t1
5 zatwierdzam i pomiar
6 ustawiam g54
7 uruchamiam program testowy
8 ponowny pomiar t1 =68.7881
9 najazd na g54 ale w Z brakuje na wysokości
10 zakładam t2 i pomiar=37.8357
11 najazd na g54 ale w Z brakuje na wysokość ale z uwzględnieniem wysokości t2
12 zakładam t3 i pomiar=25.6257
13 błąd w momencie kliknięcia czujnika "Probe tripped durnig non-probe move."
g53
g54
Poza tym czy g53 może "wyjść" poza obszar roboczy?
Widok na g54:
PS:
W pliku tool-change zmieniłem Z1 na Z2
G38.4 Z2 F[#<_ini[TOOLSENSOR]FEED2>]
Czy to może za mało dalej na krańcówkę i dlatego jest ten błąd jak w p. 13?
Dodane 1 godzina 14 minuty 27 sekundy:
Dobra już wiem gdzie jest błąd, przed punktem 6 nie klepłem g43
Dodane 2 godziny 15 minuty 5 sekundy:
szatri pisze:Czy to może za mało dalej na krańcówkę i dlatego jest ten błąd jak w p. 13?
chyba jednak nie, puściłem program i przy zmianie na kolejne narzędzie po kliknięciu czujnika go (błąd) powtarza i zatrzymuje program
- 05 sie 2021, 22:00
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Zmienną TRAVEL masz przy kodzie G38.2, gdybyś wiedział co on robi, tobyś nie pytał
Czyli ze to wysokość w Z'cie przy pierwszym najechaniu na czujnik z prędkością Feed1?
Sprawdzę z tym patentem na śrubkę jutro.
- 05 sie 2021, 20:00
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Przecież twierdzisz że czujnik działa?
Tak już działa.
tuxcnc pisze:Rozumiesz już dlaczego po zastosowaniu offsetu narzędzia można przekroczyć limity maszyny?
No nie bardzo rozumiem czemu one miały by przekraczać ten zakres, nie używam narzędzi "specjalnych".
Offsety narzędzi mam w plusie policzone, tylko nie rozumiem względem czego te wartości. Czy to tu jest problem że są w plusie?
Dodane 10 minuty 25 sekundy:
Czy wysokość czujnika narzędzi się gdzieś określa?
Dodane 20 minuty 49 sekundy:
Co to za wartości?
TRAVEL =100
DISTANCE = 90 (czy to zakres pomiaru?)
Dodane 17 minuty 37 sekundy:
tuxcnc pisze:Czy to jest trudne do zrozumienia?
Czekaj czy to problem jest w tym ze po dokonaniu pomiaru narzędzia maszyna jedzie w g53 na z0 i po zmianie na g54 już nie ma zakresu by się podnieść w celu dodania offsetu z narzedzia?
No ale z0 w g54 zawsze mam przy samym stole, wiec?
- 05 sie 2021, 18:07
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Ja Ci gwarantuję, że tam jest wszystko w porządku.
To proszę podziel się swoja konfiguracja z czujnikiem i nie mam więcej pytań.
- 05 sie 2021, 14:29
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
Ale co to znaczy normalny? Zakres pracy maszyny jest od zera w ujemne wartości, to 1.1 to i tak już na górkę wpisane bo powinno być 0.1.
- 05 sie 2021, 11:55
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
Kod: Zaznacz cały
%
(ENKODER86)
(Z NA DOLE 100X100)
(T16 D=3. CR=0. TAPER=118DEG - ZMIN=-1. - DRILL)
(T22 D=5. CR=0. TAPER=118DEG - ZMIN=-1. - DRILL)
(T55 D=6. CR=0. - ZMIN=0. - FLAT END MILL)
N1 G90 G94 G17 G91.1
N2 G21
N3 G53 G0 Z0.
(FACE2)
N4 T55 M6
N5 S9000 M3
N6 G54
N7 M8
N8 G0 X105.888 Y-4.441
N9 G43 Z36. H55
N10 G0 Z26.
N11 G1 Z20.6 F600.
N12 G18 G3 X105.288 Z20. I-0.6 K0.
N13 G1 X102.847
N14 X-6.847 F1000.
N15 X-7.
N16 G17 G2 Y1.061 I0. J2.751
N17 G1 X103.
N18 G3 Y6.562 I0. J2.751skasowałem w pliku tool-change.ngc na dole zapis g43 i powyższy program rusza (w powietrzu wiec rzeczywiste wysokości narzędzi nie sprawdziłem), nie ma błędów.
Natomiast program testowy już nie, chyba ma to związek z tym ze z kodu wygenerowanego jest przy g43 jeszcze dopisek Z np: G43 Z36. H55
Dodane 47 minuty 34 sekundy:
A tak zapytam, w pliku ini w sekcji [TOOLSENSOR] parametr zpoz to powinien mieć wartość zetki w g53?
Ale w takim sensie ze jak najadę wrzecionem bez narzędzia i kliknie czujnik?
Dodane 17 minuty 12 sekundy:
szatri pisze:parametr zpoz to powinien mieć wartość zetki w g53
Jednak nie, jedzie kolizyjnie.
Dodane 21 minuty 6 sekundy:
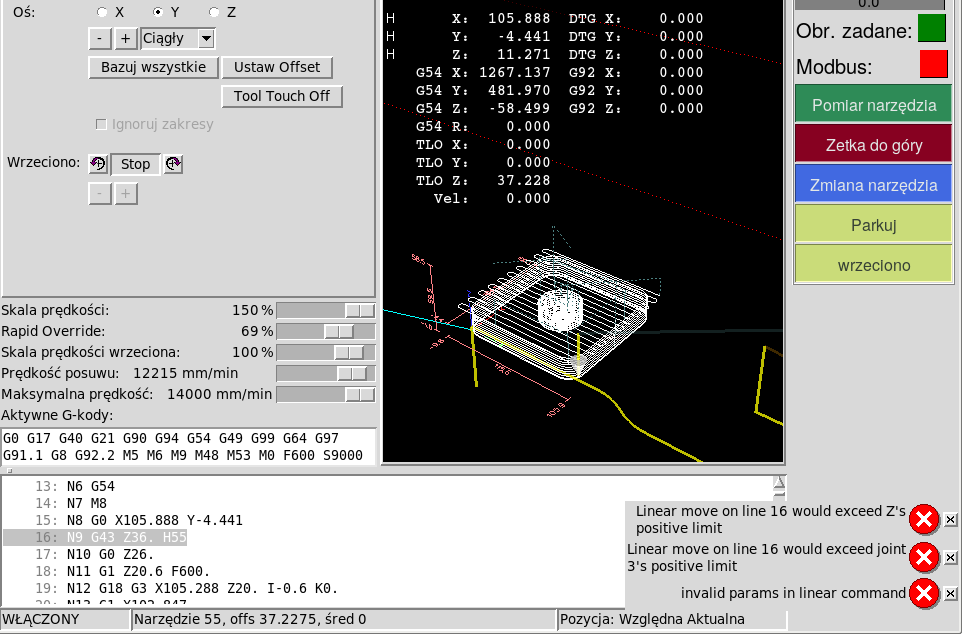
Dodane 5 minuty 21 sekundy:
Dalej nie wiem gdzie jest problem, przy puszczeniu programu pokazuje komunikat o przekroczeniu maksymalnego zakresu w osi Z, klikam kontynuuj to mam jak na powyższym screenie.
oś Zet mam:
Kod: Zaznacz cały
[AXIS_Z]
MAX_VELOCITY = 45
MAX_ACCELERATION = 300.0
MIN_LIMIT =-250.1
MAX_LIMIT = 1.1
[JOINT_3]
TYPE = LINEAR
HOME = 1
MAX_VELOCITY = 45
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 1000
SCALE = 160
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT =-250.1
MAX_LIMIT = 1.1
HOME_OFFSET = 1.000000
HOME_SEARCH_VEL = 20.000000
HOME_LATCH_VEL = -5.00000
HOME_SEQUENCE = 0
HOME_IGNORE_LIMITS = YES- 05 sie 2021, 09:43
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
Tylko że jak kolega tuxcnc coś podpowie, a potem wymaga rozwiązania to od razu wali z "grubej rury", np.: or2
To tak jak by od przeciętnego użytkownika silnika spalinowego wymagać znajomości cyklu otta.
Ps. Proszę o przeniesienie tematu do kosza, bo dyskusja zszedla nie na temat.
Dodane 56 minuty 24 sekundy:
To tak jak by od przeciętnego użytkownika silnika spalinowego wymagać znajomości cyklu otta.
Ps. Proszę o przeniesienie tematu do kosza, bo dyskusja zszedla nie na temat.
Dodane 56 minuty 24 sekundy:
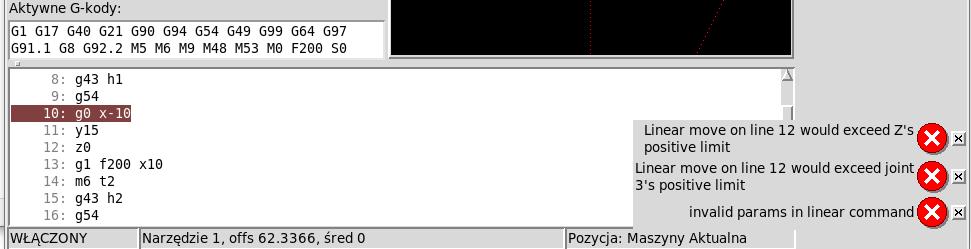
tuxcnc pisze:G43
Kod: Zaznacz cały
Linear move of line 12 would exceed Z's positive limit
Linear move on line 12 would exceed join 3's positive limit
invalid params in linear commandKod: Zaznacz cały
%
(WINKIEL)
(T24 D=5. CR=0. - ZMIN=-4. - FLAT END MILL)
(y900 x1200 4punkty)
N1 G90 G94 G17 G91.1
N2 G21
m6 t1
g43 h1
g54
g0 x-10
y15
z0
g1 f200 x10
m6 t2
g43 h2
g54
g0 x-10
y15
z0
g1 f200 x10
m6 t3
g43 h3
g54
g0 x-10
y15
z0
g1 f200 x10
m6 t1
g43 h1
g54
g0 x-10
y15
z0
g1 f200 x10
g49
N64 M30- 04 sie 2021, 17:52
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Problem z M6, nie działa sygnał probe-in
- Odpowiedzi: 20
- Odsłony: 3607
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Ale nie kontynuujmy tego tematu.
Niestety ale będziemy musieli, bo nie wprowadza wyników pomiaru do narzędzi.
Mianowicie, tobie test na patyku, przejazd nad obiektem w g54 w z0.
Kod: Zaznacz cały
G90 G94 G17 G91.1
G21
m6 t1
g54
g0 x-10
y15
z0
x10
m6 t2
g54
g0 x-10
y15
z0
x10
m6 t3
g54
g0 x-10
y15
z0
x10
m6 t1
g54
g0 x-10
y15
z0
x10
N64 M30






